Um qualitativ hochwertige Drucke zu erzielen, muss die Düse den richtigen Kontakt mit der Druckoberfläche herstellen. Wenn dies nicht der Fall ist, zeigt Ihr Drucker die Meldung „Düsenreinigung fehlgeschlagen“ an.
Düsenreinigungs-Assistent
Wenn die Meldung erscheint, haben Sie die Möglichkeit, den Druck abzubrechen, die Düsenreinigung zu ignorieren und den Druck zu starten oder die Düsenreinigung erneut zu versuchen.
 |  |  |
Wenn Sie die Reinigung der Düse wiederholen möchten, können Sie das Filament spülen, um die Düse von Ablagerungen zu befreien. Dadurch wird das Filament gereinigt und eingezogen, so dass es nicht ausläuft. Danach wird der Drucker die Düsenreinigung erneut durchführen. Wenn das Problem dadurch nicht gelöst wird, versuchen Sie, die folgenden Punkte zu überprüfen.
Düsenreinigung
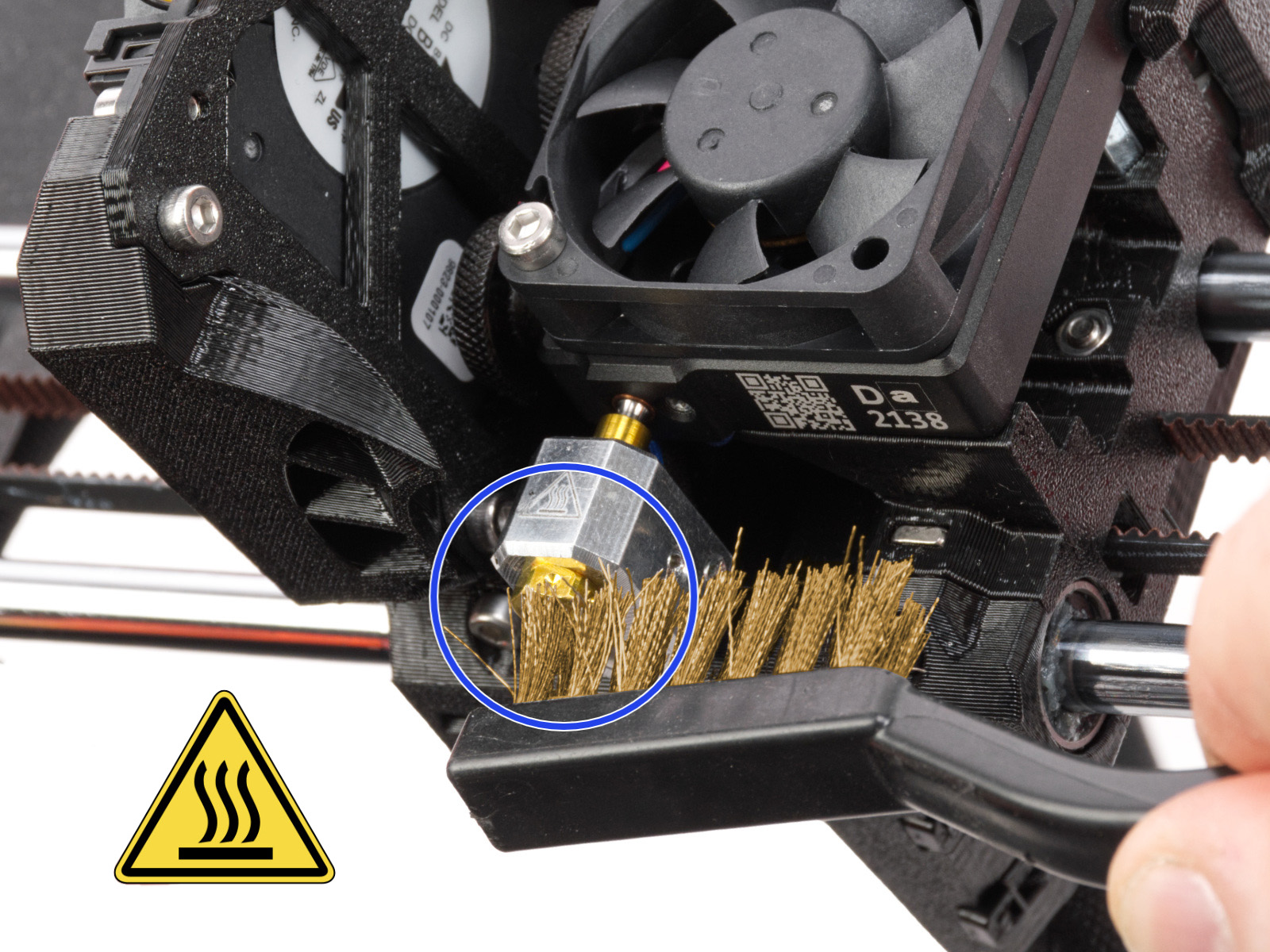
Prüfen Sie, ob die Düse Rückstände aufweist. Rückstände auf der Düse oder dem Heizblock können die thermischen Eigenschaften des Geräts beeinträchtigen. Zum Reinigen erhitzen Sie die Düse drei bis fünf Minuten lang auf 250 °C, da die Reste des Filaments leicht geschmolzen sein müssen, damit sie sich leicht entfernen lassen.
Verwenden Sie eine kleine Messingbürste, um alten Kunststoff zu entfernen, der an der Düse und dem Heizblock klebt.
Vermeiden Sie den Kontakt der Bürste mit den Kabeln des Hotends, da dies einen Kurzschluss verursachen könnte.
Vorsicht: Der Drucker ist noch sehr heiß! Warten Sie, bis die heißen Teile auf Umgebungstemperatur abgekühlt sind. Das dauert etwa 10 Minuten. Berühren Sie ihn nicht! Überprüfen Sie immer die Werte auf dem Display.
Stahlblech reinigen
Vergewissern Sie sich, dass das Stahlblech frei von Rückständen ist. Glattes, strukturiertes oder satiniertes Blech reinigen Sie mit 90%igem oder höherem Isopropylalkohol (IPA).
Außerdem sollten Sie darauf achten, dass sich nichts zwischen dem Blech und dem Heizbett befindet.
Filament-Spule
Wenn der Extruder zu viel Kraft aufwenden muss, um das Filament zu ziehen, kann der Düsenreinigungsfehler ausgelöst werden. Wenn dieser Fehler angezeigt wird, wenn Sie eine Spule mit einem Gewicht von mehr als 2 kg verwenden, wechseln Sie zu Testzwecken zu einer kleineren Spule. Wenn Sie eine individuelle Konfiguration für Ihren Filamentpfad haben, stellen Sie außerdem sicher, dass sich das Filament nirgendwo verfängt.
Prüfen Sie, ob die Düse nicht lose ist
Die Düse des Nextruders muss sich auf der richtigen Höhe befinden und fest angezogen sein. Bevor Sie mit den nächsten Schritten fortfahren, stellen Sie sicher, dass die Düse abgekühlt ist.
XL
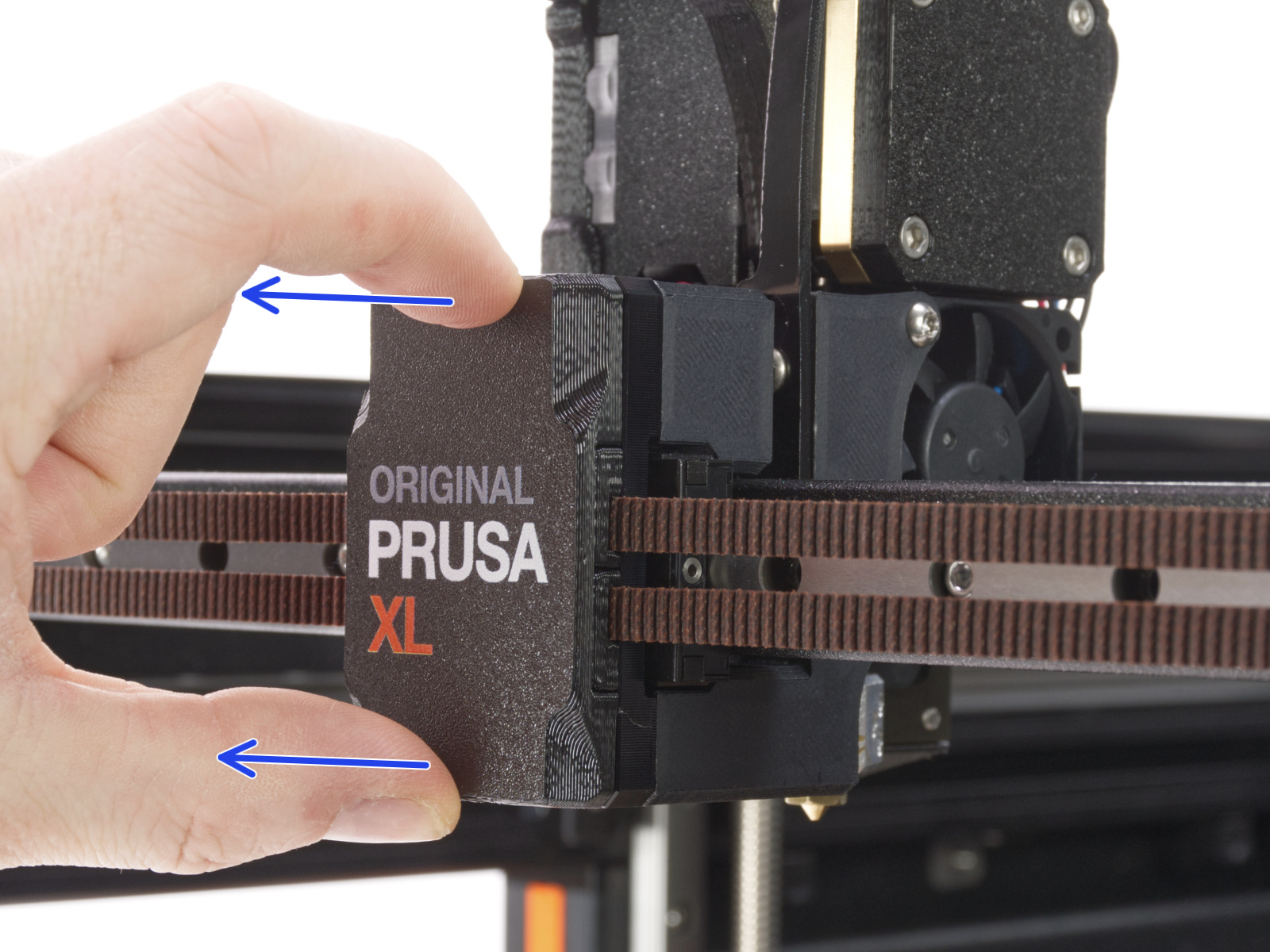
Beim XL ohne Wechsler halten Sie nach Entfernen der X-carriage Abdeckung, den Heizblock (stellen Sie sicher, dass die Düse nicht beheizt wird!) und verwenden Sie den TX8-Schlüssel wie auf dem Bild gezeigt, um die Madenschraube festzuziehen. Ziehen Sie die Schraube nicht zu fest an, da dies das Hotend-Rohr beschädigen könnte. Die Düse muss ungefähr bei einem 35°-40° Winkel stehen, um eine Beschädigung der Hotend-Kabel zu vermeiden.
 | 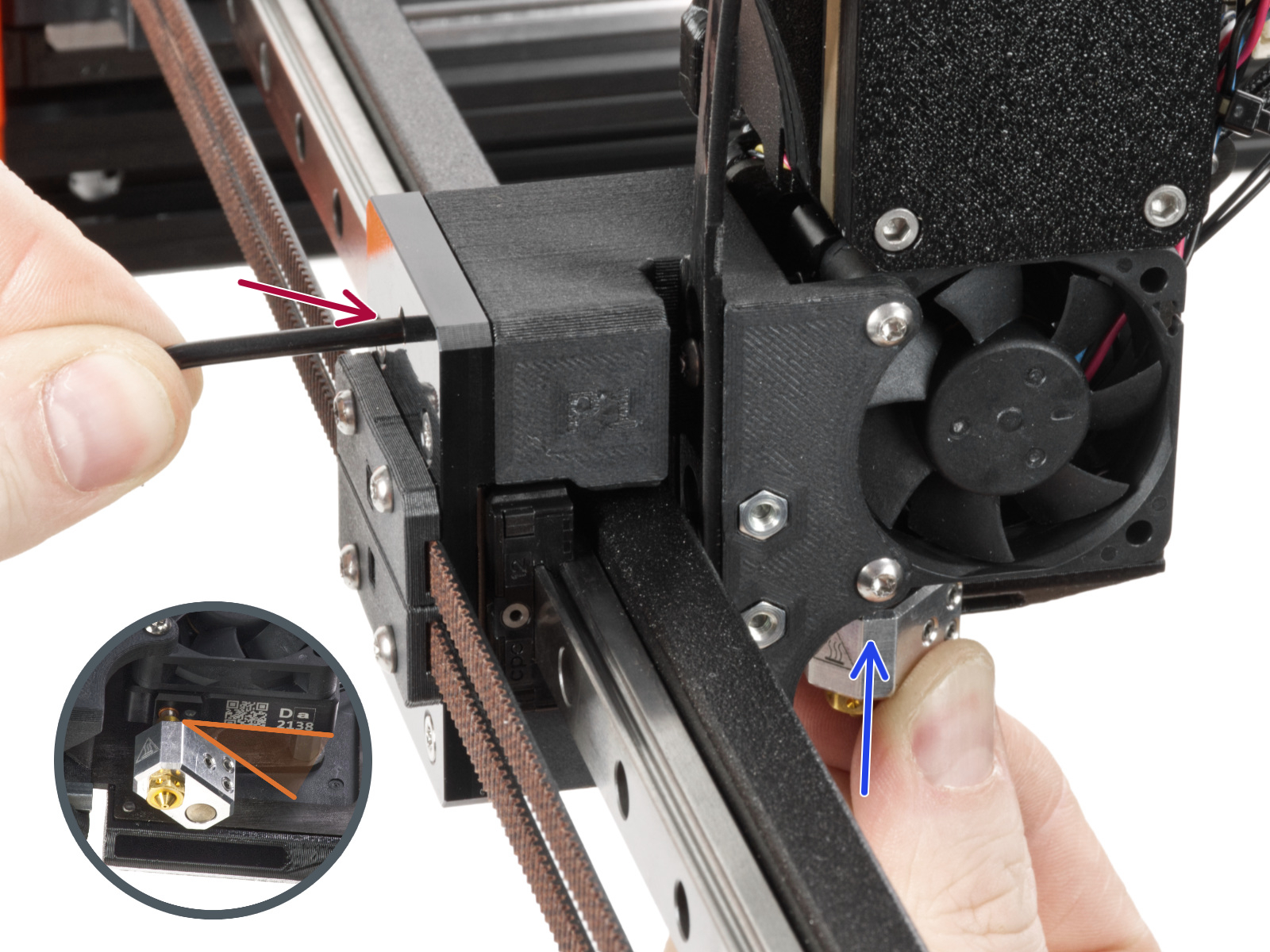 |
Identifizieren Sie auf dem Multi-Tool XL das Werkzeug mit der zu prüfenden Düse und parken Sie es ab. Halten Sie den Heizblock (Stellen Sie sicher, dass die Düse nicht erhitzt ist!), und verwenden Sie den TX8 Schlüssel in dem auf dem Bild gezeigten Teil, um die Madenschraube festzuziehen. Ziehen Sie die Schraube nicht zu fest an, da dies das Hotend-Rohr beschädigen könnte. Die Düse muss ungefähr in einem Winkel von 35°-40° stehen, damit die Kabel des Hotends nicht beschädigt werden.

MK3.9/S, MK4/S, CORE One/+, CORE One L
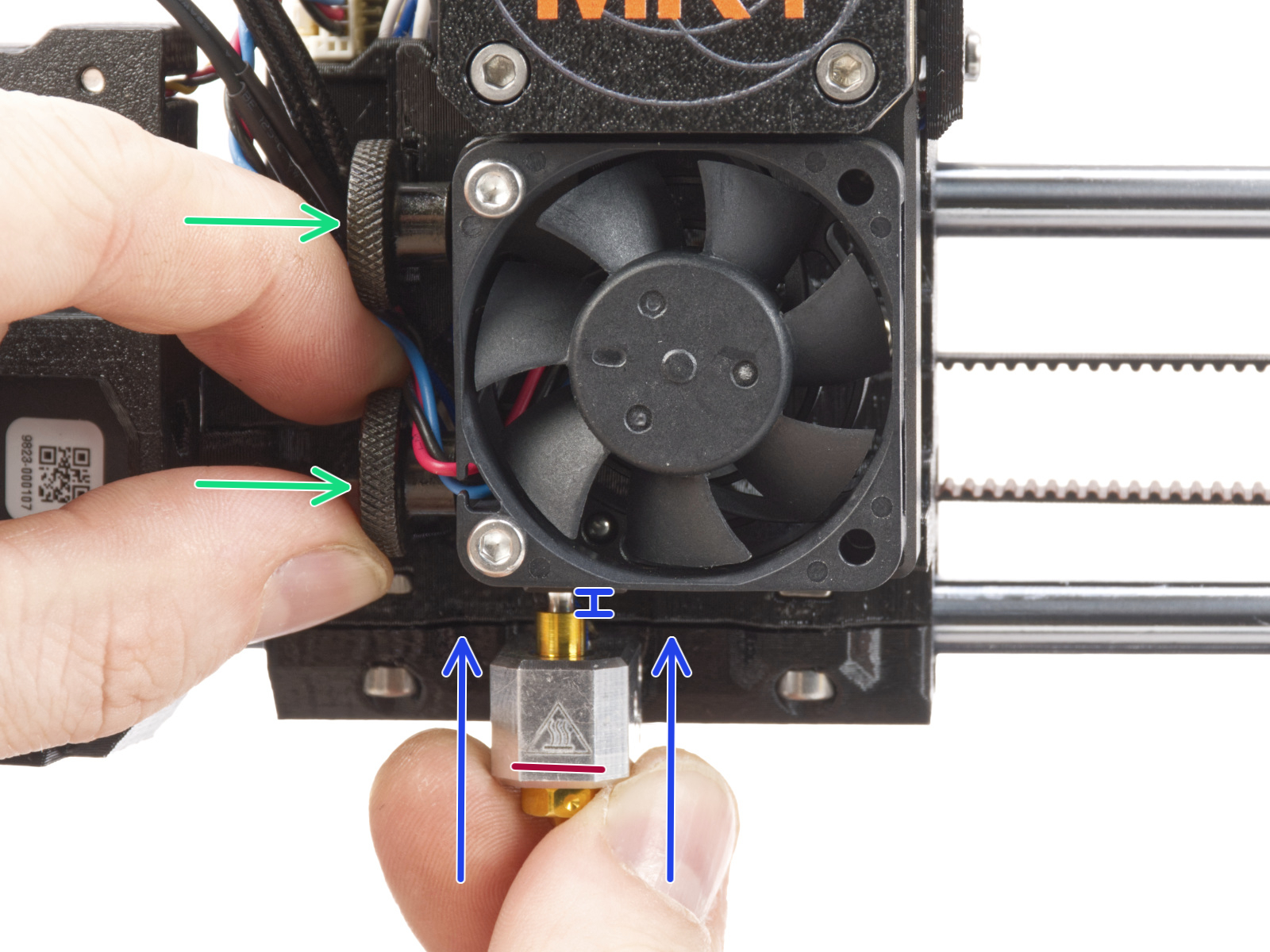
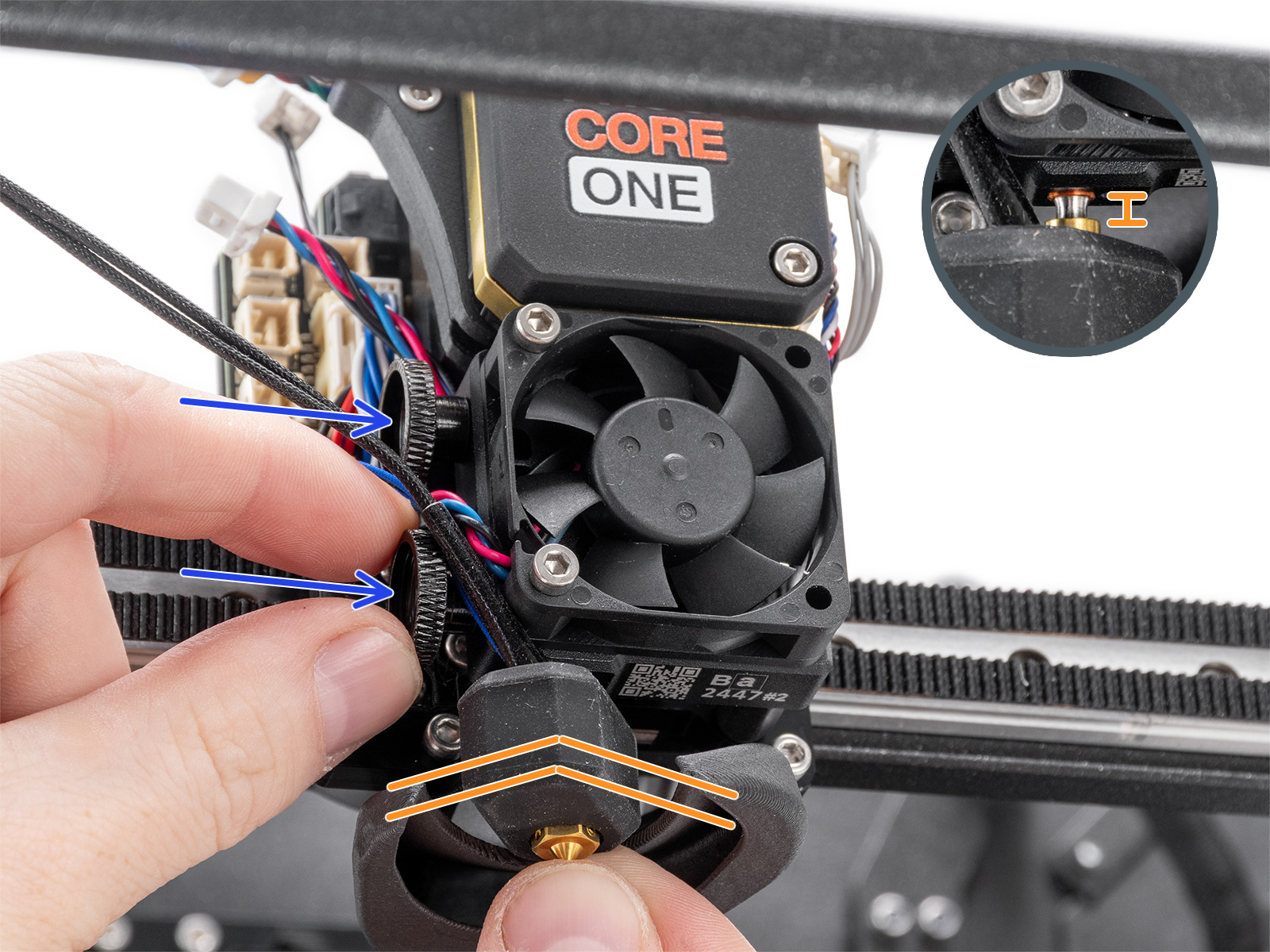
Lösen Sie dann die Rändelschrauben (entfernen Sie die Schrauben nicht vollständig, ein paar Umdrehungen reichen aus) an der Seite des Heatbreaks, und schieben Sie die Düse nach oben. Ziehen Sie die Rändelschrauben nur mit der Hand an, verwenden Sie kein Werkzeug. Nachdem Sie die Rändelschrauben angezogen haben, versuchen Sie, das Hotend zur Seite zu bewegen und stellen Sie sicher, dass es sich nicht bewegt.
Wenn Sie einen Düsenadapter haben, überprüfen Sie die Installation noch einmal, um sicherzustellen, dass die Düse durch die Installation des Adapters nicht abgesenkt oder gelockert wurde.
 |  |
| MK4, MK3.9 | MK4S, MK3.9S |
 | |
| CORE One, CORE One L | |
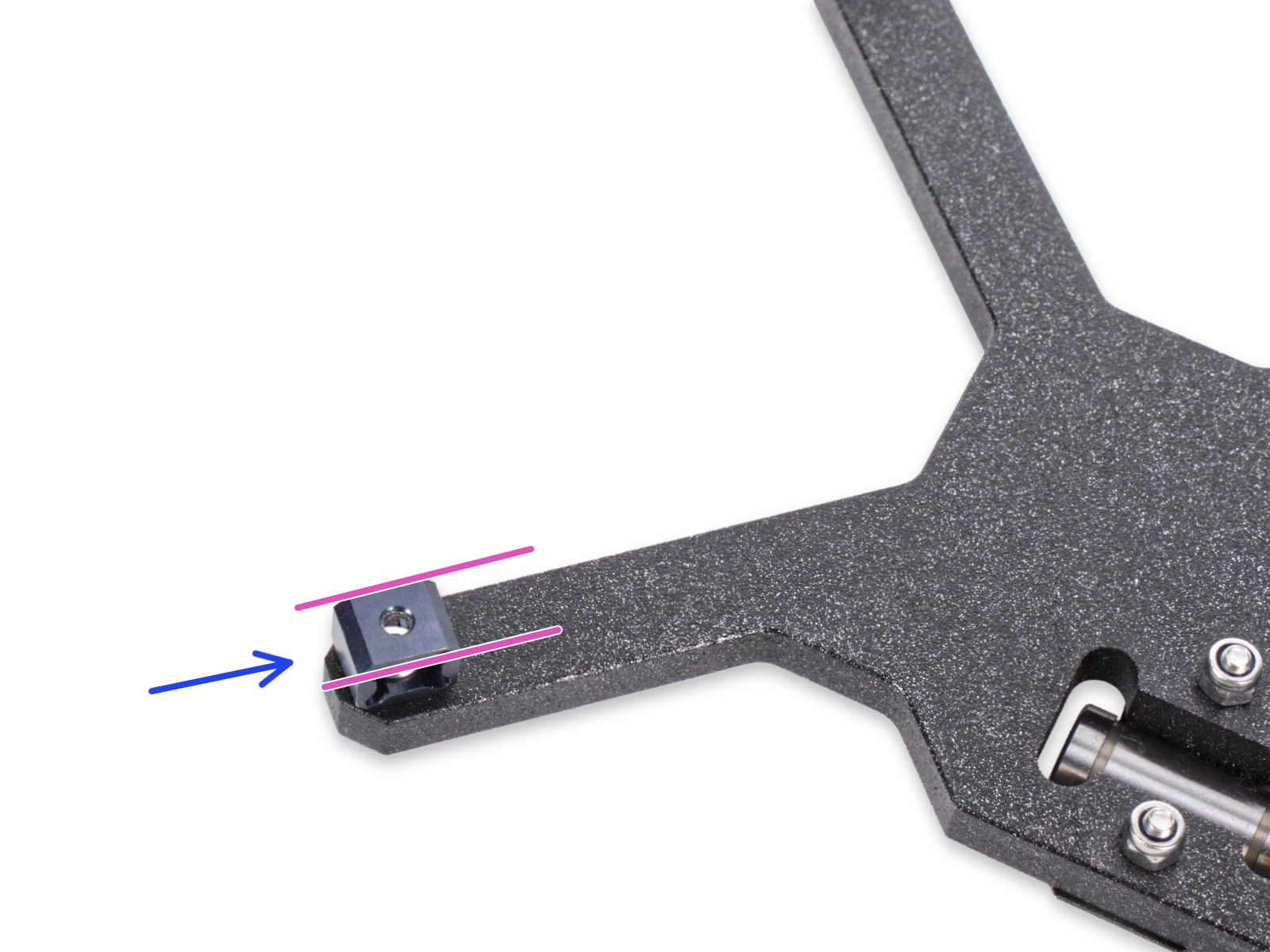
Prüfen Sie das Lagergehäuse der Z-Achse (XL)
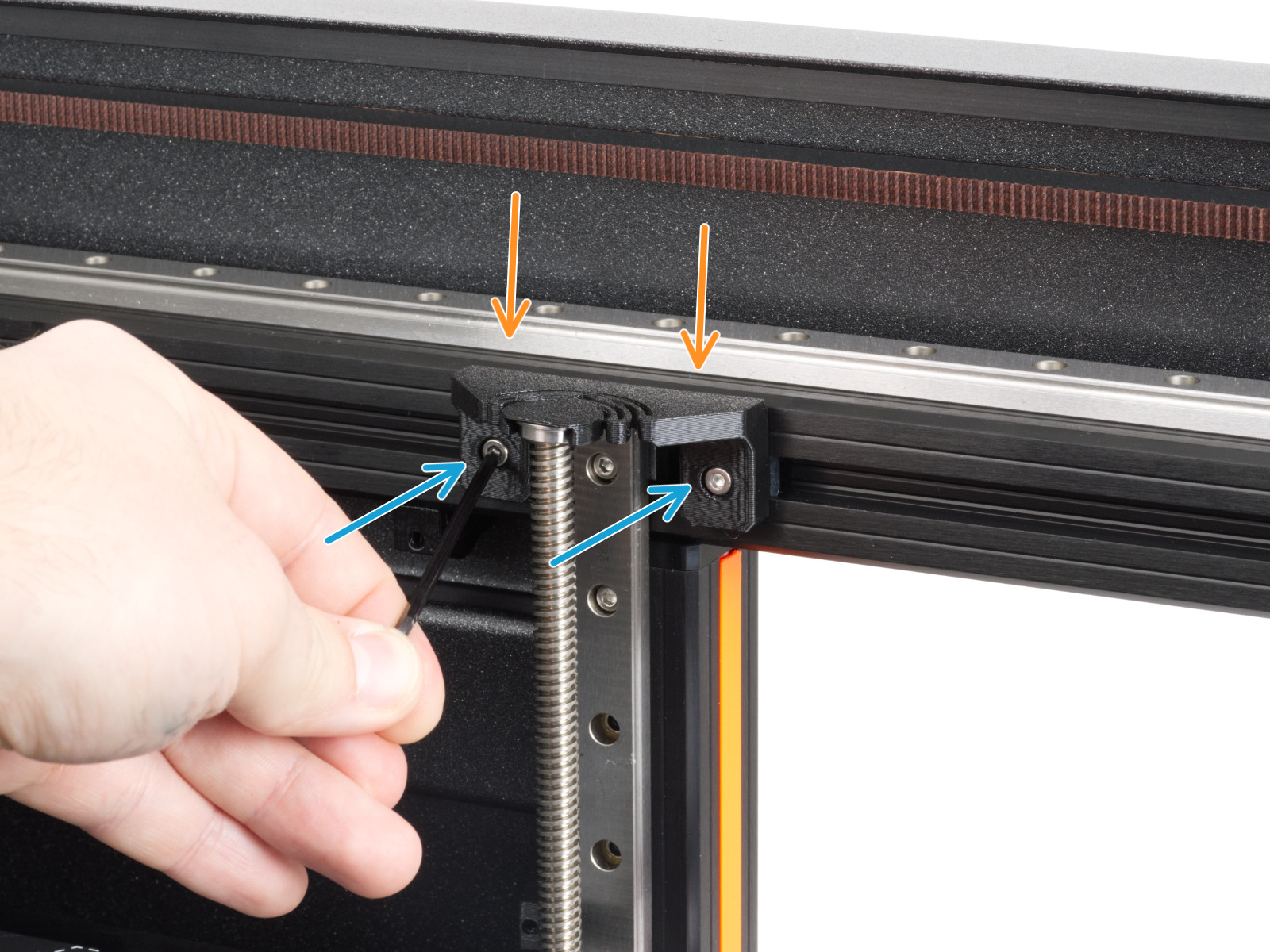
Die Lagergehäuse der Z-Achse sind der Endanschlag für die Z-Achse. Es ist wichtig, dass zwischen den Z-Achsen-Lagergehäusen und dem Heizbett-Rahmen ein geringer Abstand eingehalten wird, wenn sich der Drucker in seiner oberen Position befindet.
Auf diese Weise kann während der Gitter-Bett-Nivellierung und des Autohome-Verfahrens ein idealer, winziger Kontakt zwischen der Düse und der Druckoberfläche bestehen.
Ein zu geringer Abstand kann dazu führen, dass die Warnmeldung „Düsenreinigung fehlgeschlagen“ erscheint. Um in diesem Fall den idealen Abstand zu erreichen, die Schrauben, die die Lagergehäuse in Position halten, leicht lösen.
Wenn die Warnmeldung immer noch erscheint, lösen Sie die genannten Schrauben noch einmal leicht und achten Sie darauf, dass die Z-Achsen-Lagergehäuse angemessen fest und an ihrem Platz gehalten werden.
Wenn Sie einen idealen Anzug für die Schrauben gefunden haben, der funktioniert und die Z-Achsen-Lagergehäuse an ihrem Platz hält, behalten Sie die Änderung dauerhaft bei.
Prüfen Sie die Schrauben, die mit der Wägezelle zusammenwirken (MK3.9/S, MK4/S, CORE One/+, CORE One L)
Einige der Schrauben des Nextruders können, wenn sie zu fest angezogen sind, zusätzliche Kräfte erzeugen, die von der Wägezelle wahrgenommen werden können und deren Messwerte verfälschen und somit möglicherweise das Problem verursachen. Prüfen Sie, ob Sie das Problem lösen können, indem Sie die folgenden Schrauben leicht lockern, während die Teile weiterhin fest angezogen und gesichert sind.
Lüfter des Hotend
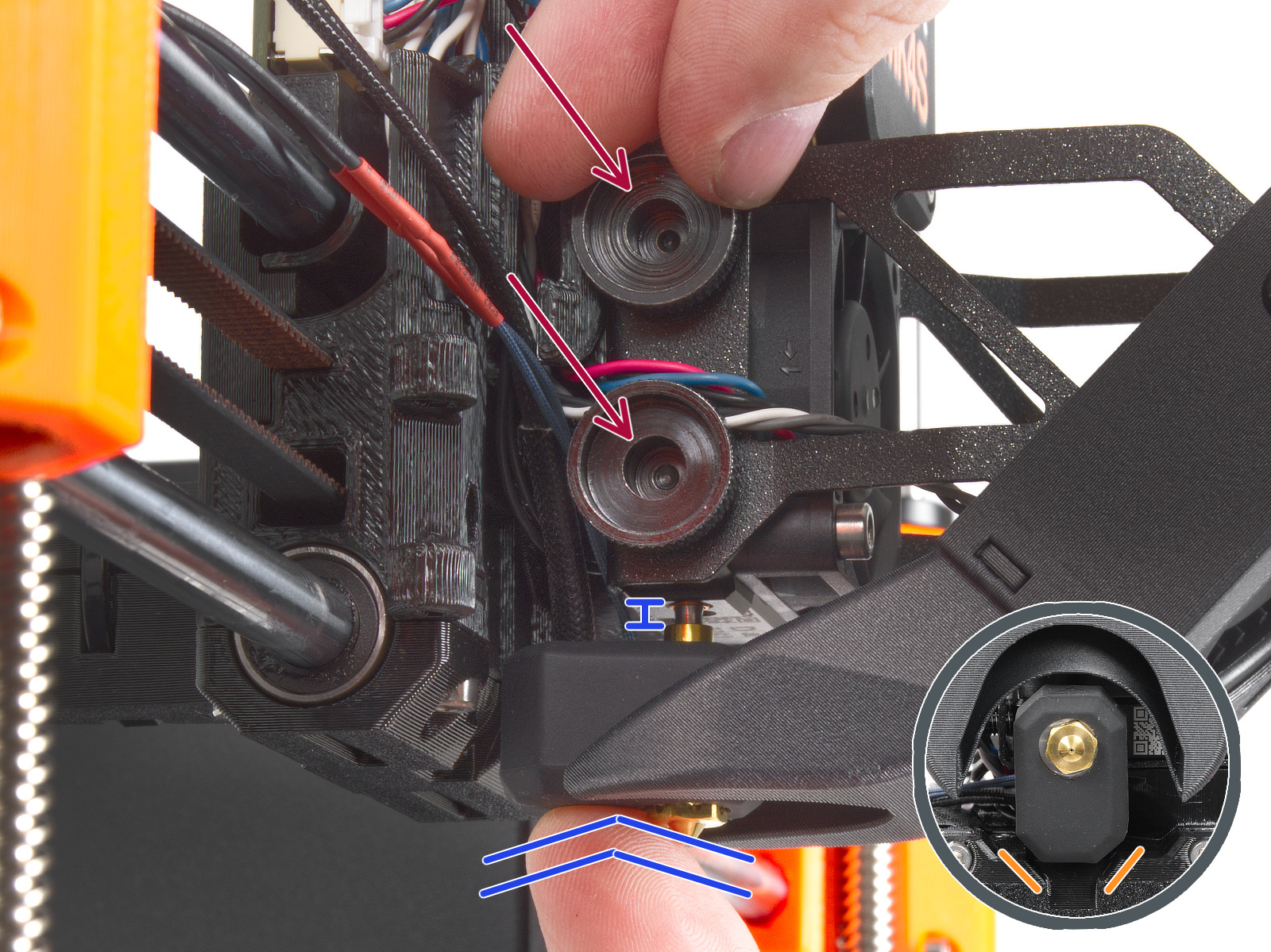
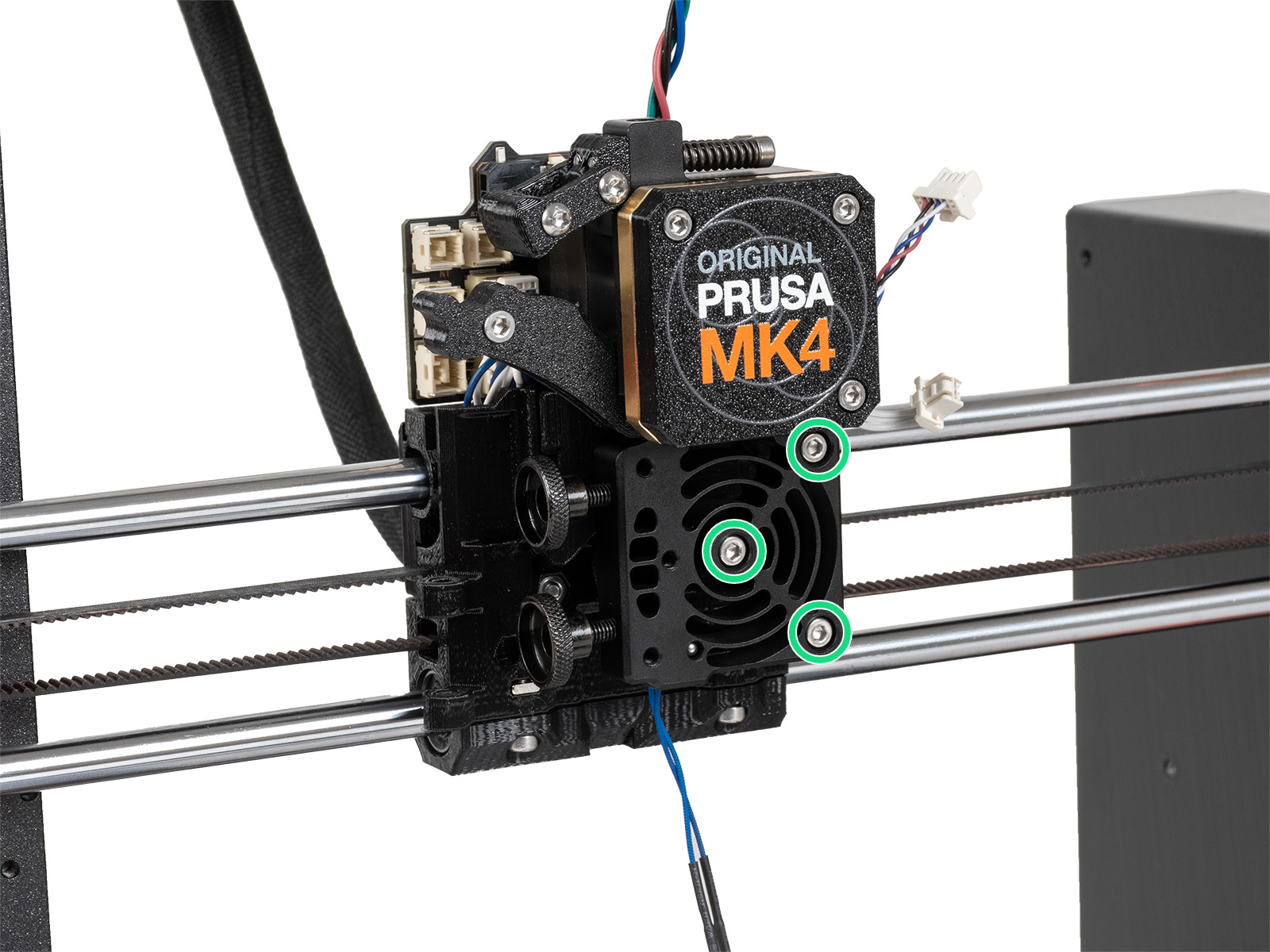
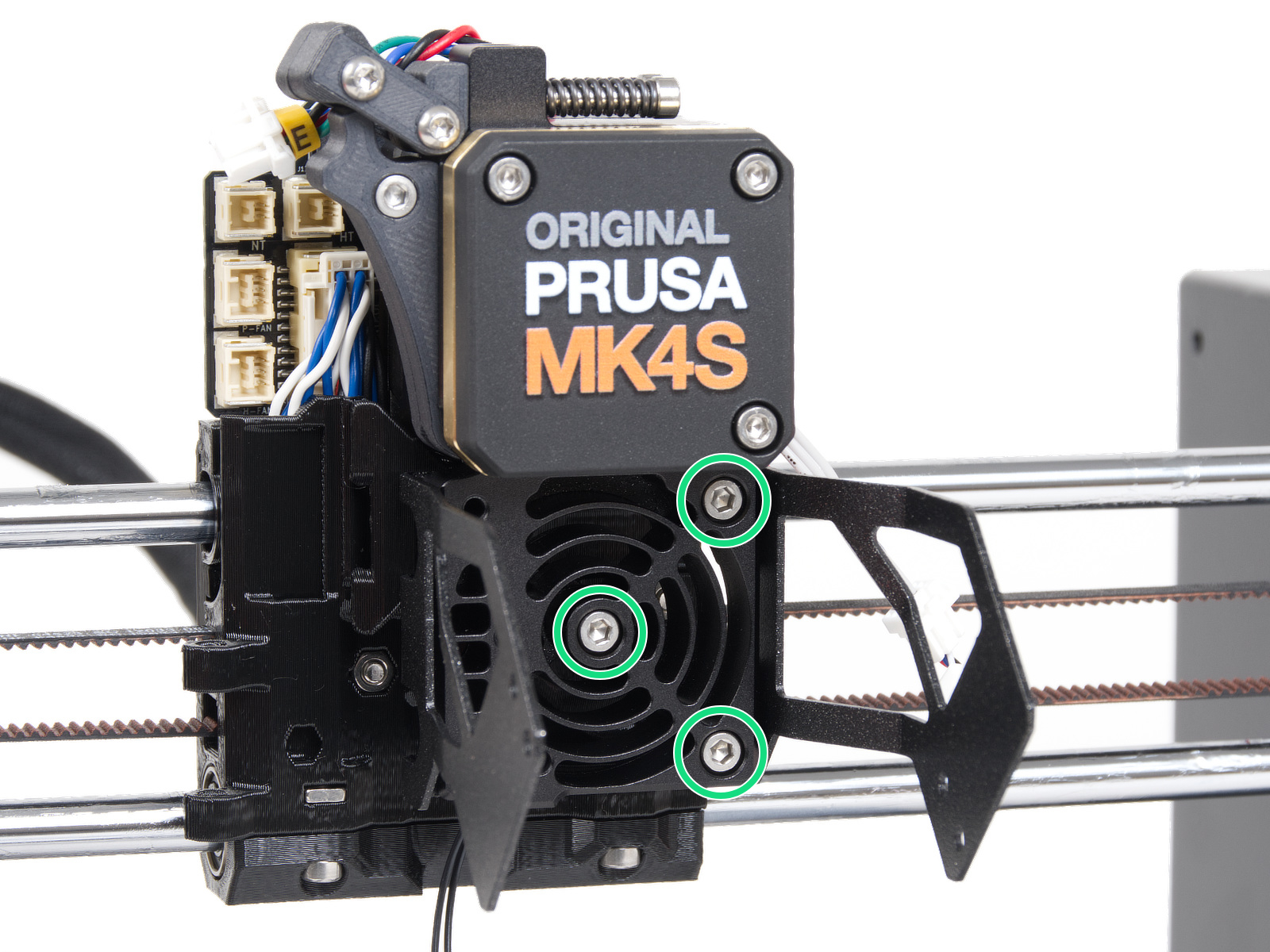
Prüfen Sie, ob der Lüfter des Hotends nicht zu fest angezogen ist. Sie können die Schrauben um eine 1/2 Umdrehung lockern.
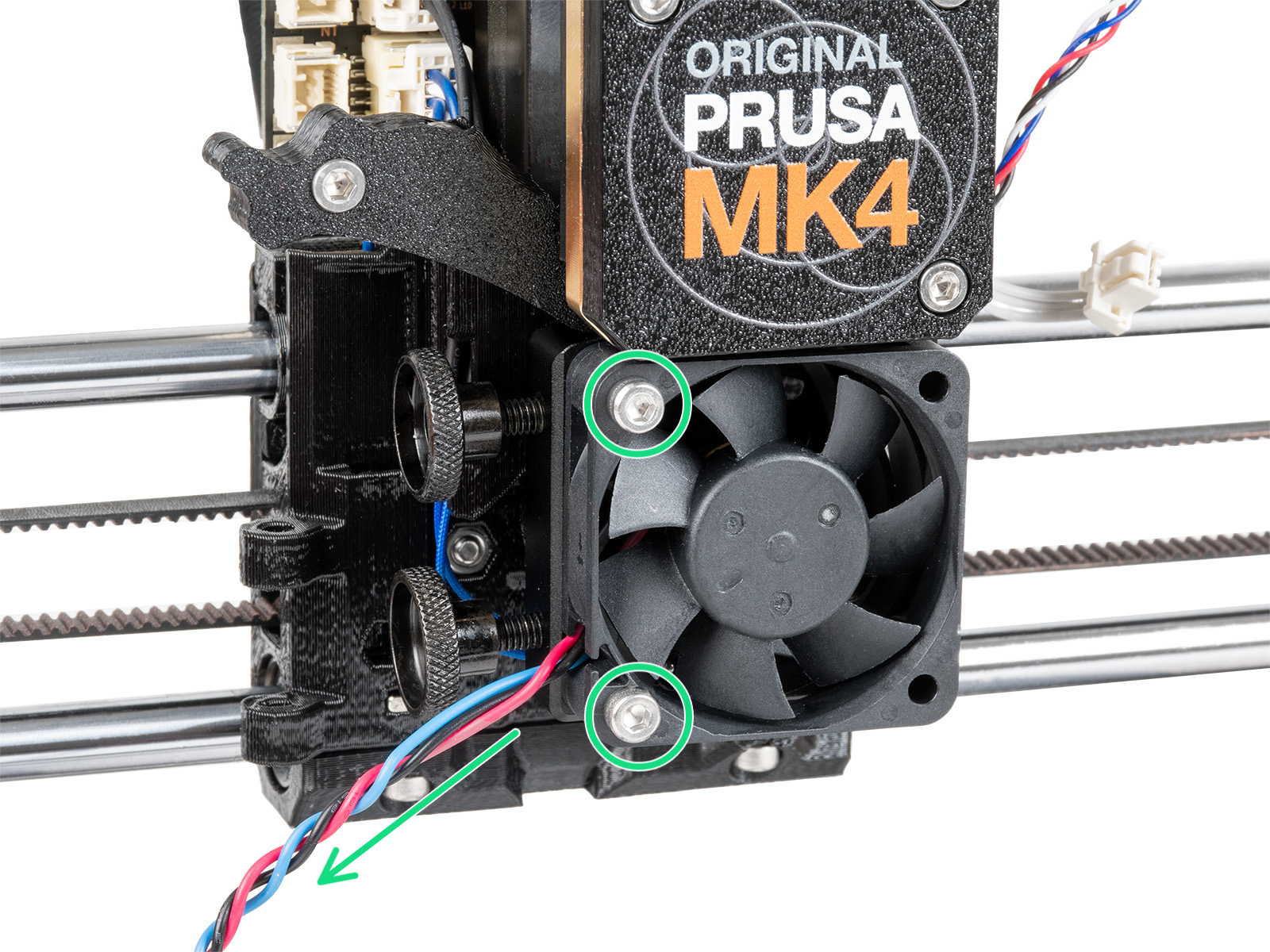 | 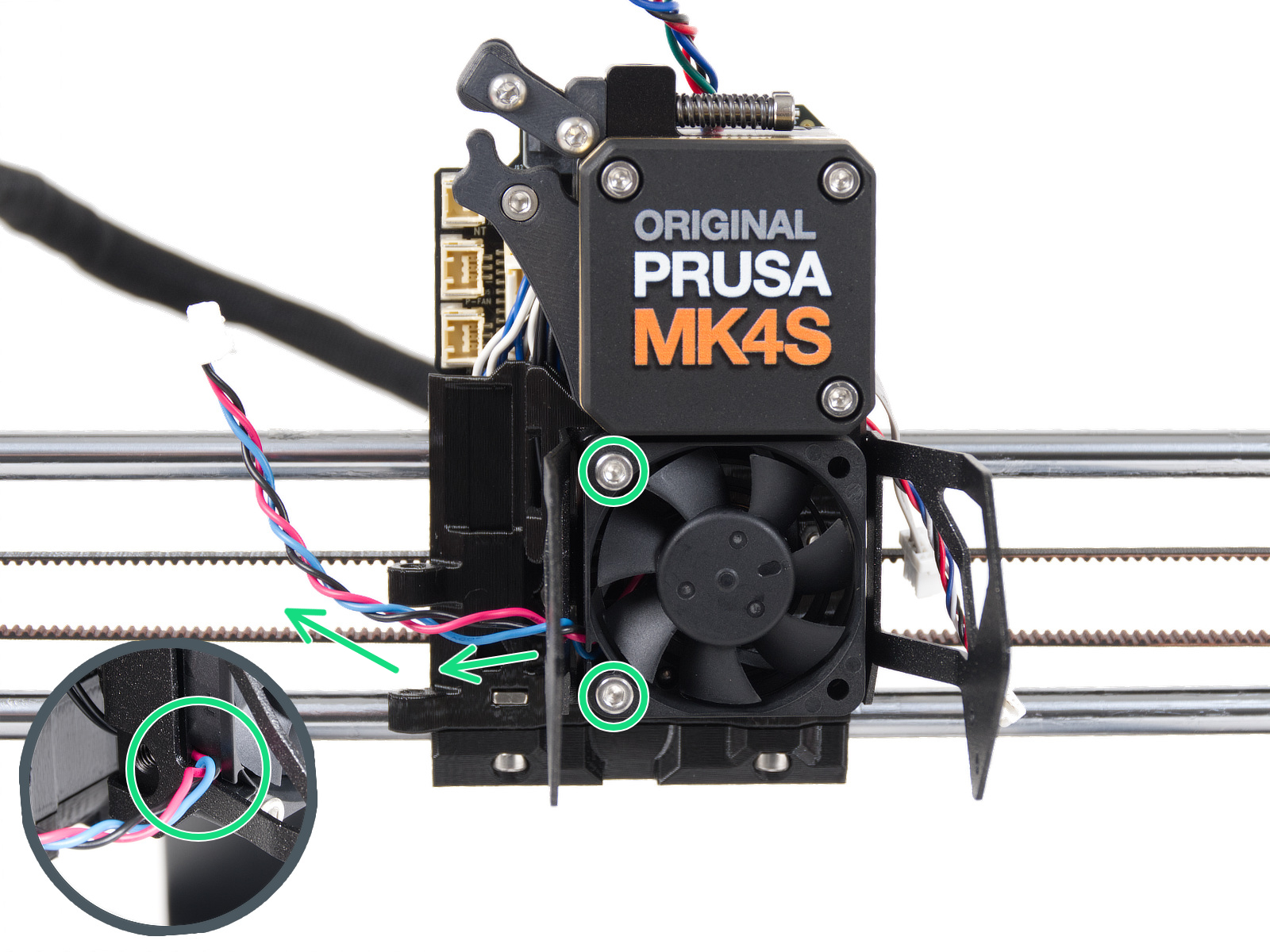 |
| MK4, MK3.9 | MK4S, MK3.9S |
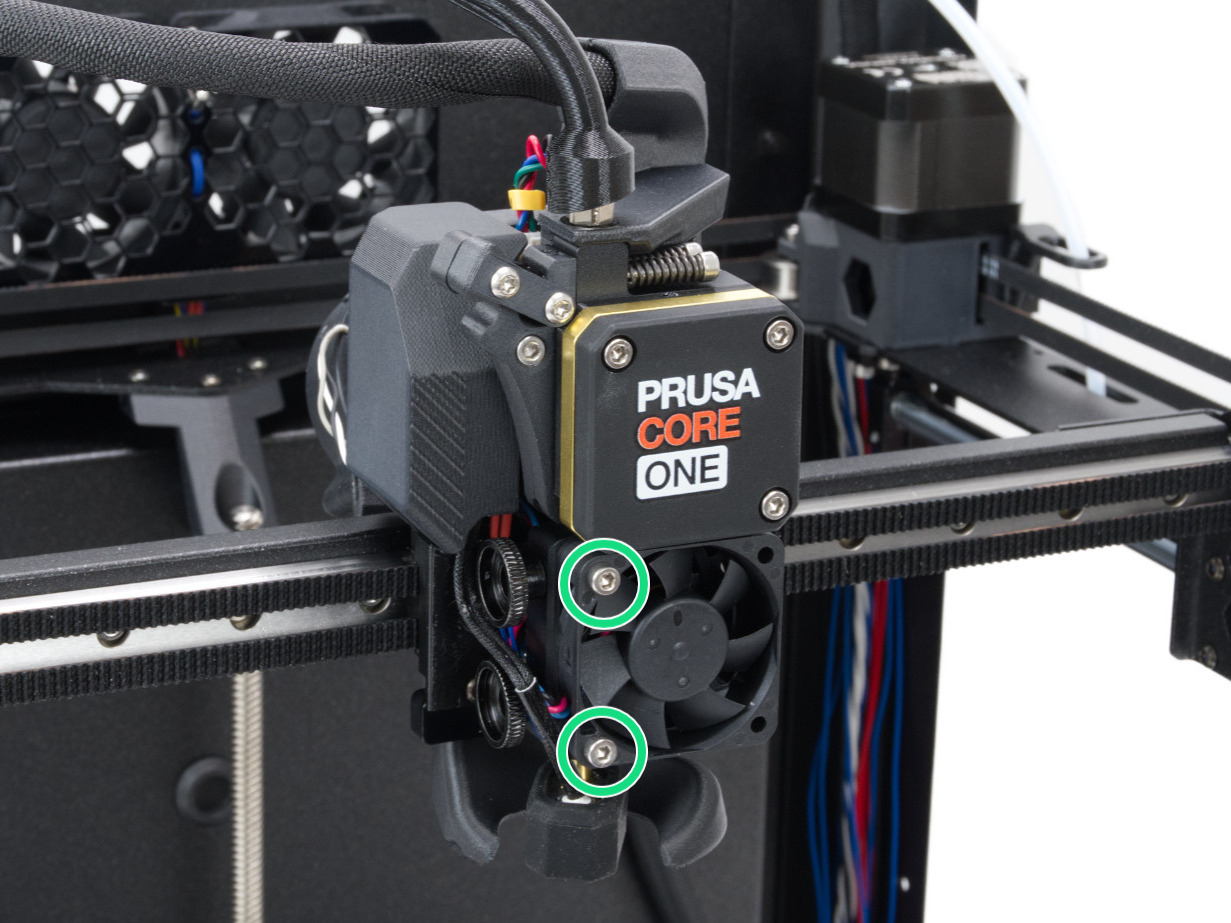 | |
| CORE One, CORE One L | |
Kühlkörper
Entfernen Sie vorübergehend den Lüfter des Hotends, indem Sie die zuvor eingestellten Schrauben entfernen. Dadurch wird der Kühlkörper/die Wägezelle freilgelegt. Lösen Sie dann sehr leicht die drei Schrauben, die den Kühlkörper/die Wägezelle in Position halten.
 |  |
| MK4, MK3.9 | MK4S, MK3.9S |
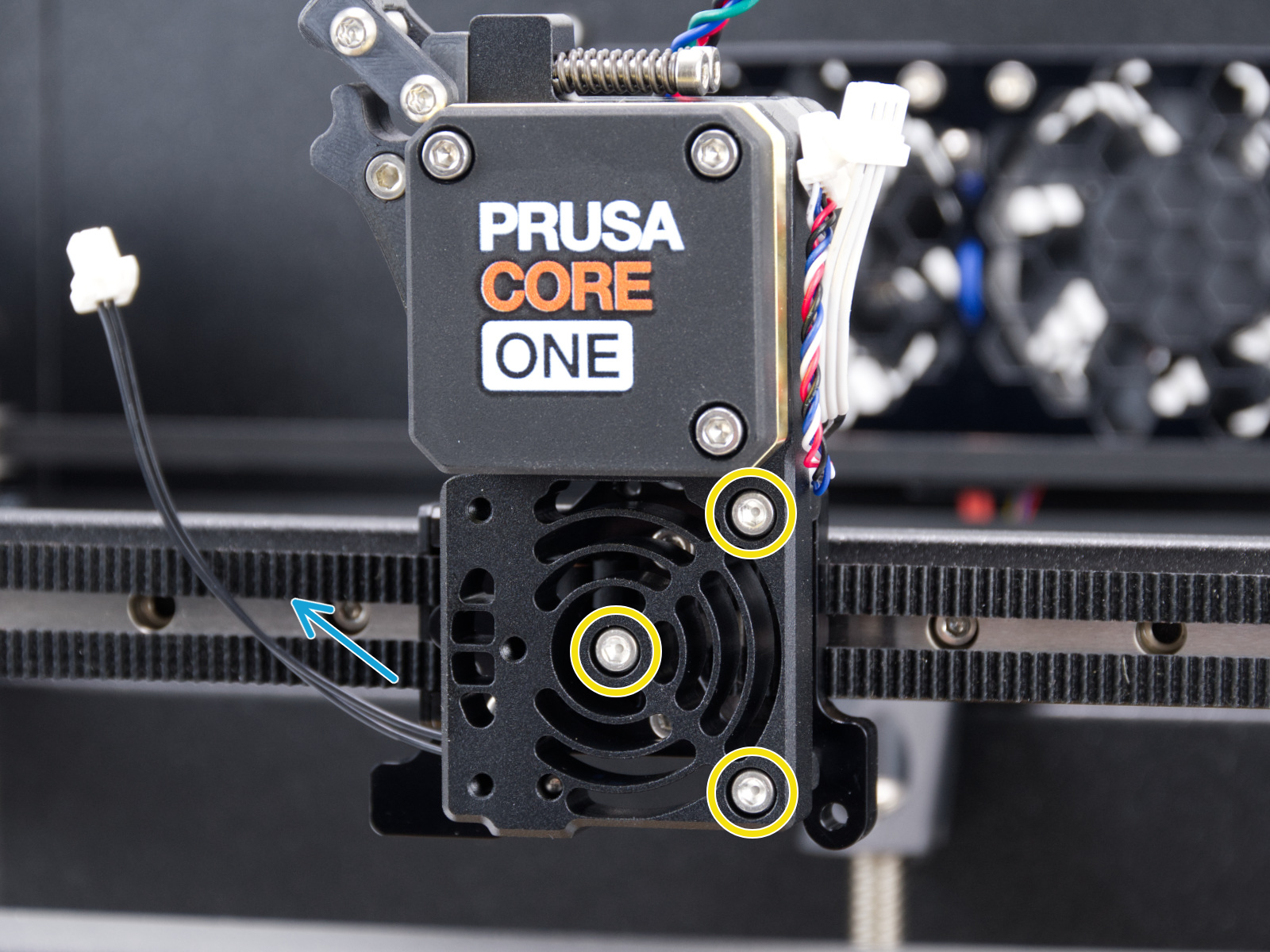 | |
| CORE One, CORE One L | |
Dichtung der Wägezelle
Die Drähte der Wägezelle befinden sich im Kühlkörper des Druckers. Die Drähte und die Dichtung, die sie schützen, können beschädigt werden. Um an die Dichtung zu gelangen, öffnen Sie die vier Schrauben, mit denen das vordere Gehäuse befestigt ist. Entfernen Sie dann das Frontgehäuse zusammen mit dem PG-Ring, dem Getriebe und der Main-Plate in einem Stück. Beachten Sie, dass die Dichtung weiß oder schwarz sein kann.
 |  |
Expansions-joints (CORE One, MK4/S, MK3.9/S)
Wenn Sie die Expansion-joints falsch ausrichten, kann dies zu mehreren Fehlern führen, einschließlich der fehlgeschlagenen Düsenreinigung. Stellen Sie sicher, dass alle Dehnungsstücke mit der vollen Seite zur Mitte des Wagens zeigen.
6 Kommentare
Das sollte Prusa unbedingt beheben.
Ich möchte die 170 Grad Vorheiztemperatur dauerhaft ändern. Nach meinem Verständnis sollte das unter Filament management->Edit filaments->Nozzle preheat temperature möglich sein. Aber dieser Wert ist nicht änderbar - oder muss ich da etwas freischalten?Danke
Frank