Dies ist bei weitem das häufigste Problem beim 3D-Drucken und wahrscheinlich das erste, das Ihnen begegnen wird. Die erste Schicht ist die wichtigste, denn sie ist die Basis des gedruckten Objekts. Wenn sie also nicht perfekt ist, steigt die Wahrscheinlichkeit, dass der Druck fehlschlägt. Viele häufige Probleme beim 3D-Druck sind auf eine schlechte erste Schicht zurückzuführen. Es gibt einige Dinge, die beim Drucken Ihrer ersten Schicht schief gehen können. Lassen Sie uns also einen Blick darauf werfen, was Sie tun können, um diese Probleme zu vermeiden.
Die Druckoberfläche sollte regelmäßig gewartet werden, um eine optimale Druckqualität zu erzielen und die Wahrscheinlichkeit von fehlerhaften Drucken zu minimieren. Das ist ein einfaches Verfahren, also lassen Sie uns einen Blick auf unsere Tipps und Empfehlungen werfen.
Wie Sie Ihre Druckoberfläche vorbereiten
Wenn Sie die Druckoberfläche nicht mit Ihren Händen oder schmutzigen Werkzeugen berühren, dann müssen Sie sie nicht vor jedem Druck reinigen. Reinigen Sie Ihre Werkzeuge auf die gleiche Weise wie das Druckbett, und Sie können sofort mit dem nächsten Druck beginnen.
Isopropylalkohol - glatte, satinierte, strukturierte Bleche
Um die beste Haftung der gedruckten Oberfläche zu erreichen, ist es wichtig, sie sauber zu halten. Die beste Option beim Drucken mit ABS, PLA und vielen anderen Materialien ist 90%iger Isopropylalkohol, den Sie normalerweise in Drogerien oder Baumärkten kaufen können. Denaturierter Alkohol ist ebenfalls eine Option. Wir empfehlen, immer 90% IPA zu verwenden. Lösungen mit niedrigeren Prozentsätzen können ungeeignete Chemikalien und Öle enthalten.
PETG-, ABS-, ASA-, XT- und CPH-Filamente bilden eine Ausnahme - die Haftung kann zu stark sein, und Sie können Ihr glattes PEI Blech beschädigen. Wir empfehlen die Verwendung eines Trennmittels (z.B. eines Klebestifts). Weitere Informationen zum Drucken mit diesen Materialien finden Sie in unseren Materialanleitungen.
Geschirrseife und Wasser
Wenn die Haftung auch bei Verwendung von IPA mit der Zeit nachzulassen scheint, können Sie das Blech mit ein paar Tropfen Geschirrseife und warmem Wasser (nicht heiß!) reinigen. Dies sollte nicht oft gemacht werden und tauchen Sie das Blech nicht vollständig in heißes Wasser, aber es wird einige Öle und Zucker lösen, die sich im Laufe der Zeit angesammelt haben und die IPA nicht entfernen kann. Stellen Sie sicher, dass Sie nur Spülmittel verwenden und das Blech gut abtrocknen, bevor Sie es verwenden.
Aceton
PEI kann nach ein paar hundert Stunden seine Klebekraft verlieren. Wenn Sie sehen, dass sich die Modelle regelmäßig lösen, wischen Sie die Oberfläche gründlich mit Aceton ab, um die Haftung wiederherzustellen. Dies sollte nur bei glattem PEI-Blech und nur etwa einmal im Monat verwendet werden. Verwenden Sie Aceton nicht zu häufig. Ein längerer Gebrauch macht die PEI-Oberfläche brüchig. Verwenden Sie auch kein Aceton, bevor Sie mit PETG drucken.
Kleber
Kleber ist ein großartiges, einfach zu verwendendes Hilfsmittel, um die Haftung zu erhöhen. Es schafft auch eine schützende Trennschicht. Sie brauchen keinen Kleber, der speziell für den 3D-Druck gemacht ist. Sie können einen einfachen Klebestift (auf PVA-Basis) verwenden. Unserer Erfahrung nach wird er beim Drucken von PLA nicht benötigt, kann aber beim Drucken ratsam sein:
- Polyamid (Nylon)
- PETG
- Polykarbonat (PC)
- PET-basierte Materialien
- ABS
- ASA
- Andere exotischere Materialien
- Flexible Materialien
Falls Sie ABS-Saft verwenden, benutzen Sie ihn auf keinen Fall auf texturierten und satinierten Blechen!
Oberfläche auffrischen
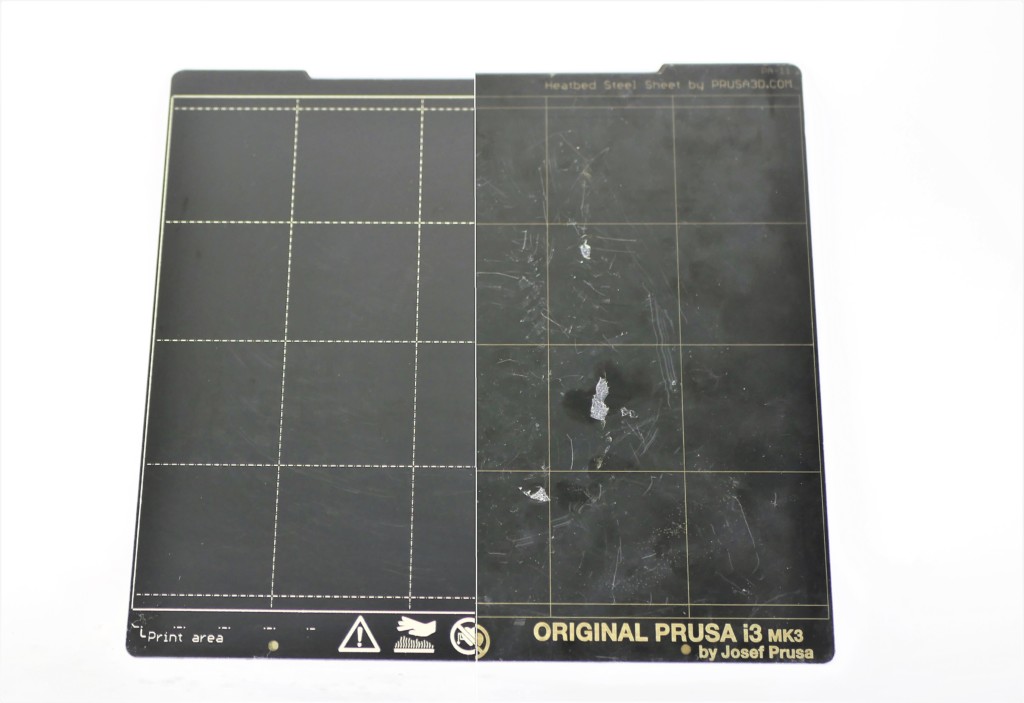
Es kann geschehen, dass Sie mit Ihrer Düse oder Ihren Werkzeugen kleine Spuren auf der gedruckten Oberfläche hinterlassen. In der Regel sind sie glänzender als der Rest des Blechs. Dies beeinträchtigt weder die Funktionalität noch die Haftung. Wenn Sie jedoch möchten, dass das gesamte Druckbett das gleiche Aussehen hat, können Sie es überarbeiten.
Am einfachsten nehmen Sie die harte Seite eines trockenen Küchenschwamms und wischen die betroffene Stelle ein paar Mal vorsichtig in kreisenden Bewegungen ab. Eine andere Möglichkeit ist, feines Schleifpapier (400-600) zu verwenden und das Blech leicht abzureiben. Wischen Sie danach mit IPA nach.
| Glattes PEI Blech |
| Verwenden Sie einen Klebestift, wenn Sie FLEX, PETG und andere Materialien auf PET-Basis sowie ABS und ASA drucken. IPA + PETG bewirkt, dass der Druck sehr stark am Blech haftet. Das Ablösen könnte extrem schwierig sein. |
| Texturiertes pulverbeschichtetes Blech |
| Niemals Aceton verwenden! |
| Satiniertes Blech pulverbeschichtet |
| Niemals Aceton verwenden! |
Spezielle Druckbleche
Bei Druckblechen, die NICHT glatt, satiniert oder strukturiert sind, kann die Oberflächenvorbereitung von Blech zu Blech unterschiedlich sein. Befolgen Sie die in den entsprechenden Artikeln beschriebenen Verfahren.
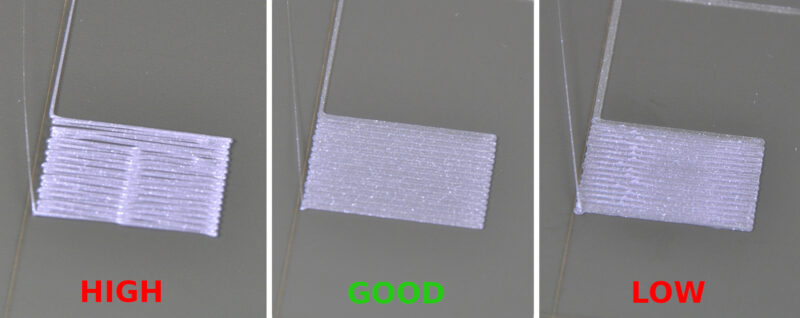
Die Düse ist zu nah/weit vom Blech entfernt (MK2/S, MK2.5/S, MK3/S/+, MK3.5/S)
Wenn die Düse zu nah am Druckbett ist, hat der Kunststoff nicht genug Platz, um aus dem Extruder zu kommen. Wenn die Düse zu nahe an der Druckoberfläche sitzt, blockieren Sie im Wesentlichen ihre Öffnung, so dass kein Kunststoff extrudiert werden kann. Sie können dieses Problem leicht erkennen, wenn der Drucker in den ersten ein oder zwei Schichten keinen Kunststoff extrudiert. Verwenden Sie die Funktion Live Adjust Z und die Optionen Kalibrierung der ersten Schicht (i3), um die Höhe der Düse zu optimieren. Sie führen die Kalibrierung über LCD Menü -> Kalibrierung -> Erste Schicht Kalibrierung durch. Weitere Informationen zu diesem Verfahren finden Sie in dem entsprechenden Artikel Kalibrierung der ersten Schicht (i3).
Geschwindigkeit und Temperatur
Verringern Sie die Druckgeschwindigkeit
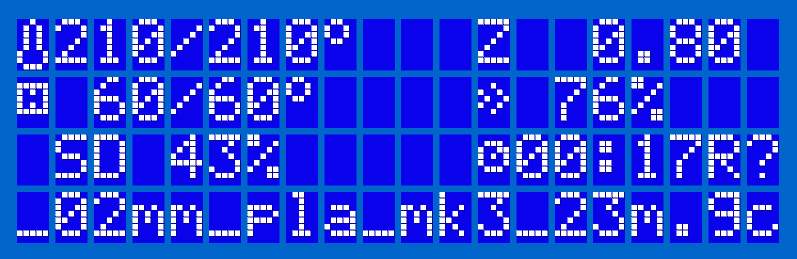
Wenn die oben beschriebenen Schritte nicht geholfen haben, dann versuchen Sie, die Druckgeschwindigkeit zu verringern. Das geht am einfachsten, indem Sie den Knopf während des Druckens drehen und so den Prozentsatz verringern. Gegen den Uhrzeigersinn = Geschwindigkeit verringern, im Uhrzeigersinn = Geschwindigkeit erhöhen. Wir empfehlen, die Geschwindigkeit für die ersten drei Schichten auf etwa 75 % zu verringern und dann wieder auf den normalen Wert zu erhöhen.
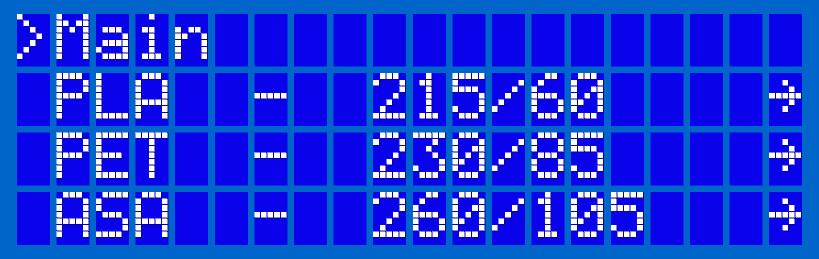
Verwenden Sie die empfohlenen Drucktemperaturen
Vergewissern Sie sich, dass Sie die empfohlenen Düsen- und Heizbetttemperaturen verwenden. PrusaSlicer konfiguriert diese auf der Grundlage des ausgewählten Materials korrekt, so dass Sie die Temperaturen nicht manuell am Drucker selbst einstellen müssen. Wenn Sie mit neuen Materialien experimentieren, die nicht gut haften, können Sie versuchen, die Temperatur des Heizbetts um 5-10 °C zu erhöhen. Auf diese Weise wird der Kunststoff etwas besser haften.
Eine vollständige oder teilweise Verstopfung
Der Extruder könnte verstopft sein. Dies kann entweder geschehen, wenn sich zu viele Ablagerungen in der Düse festsetzen, wenn heißer Kunststoff zu lange im Extruder verbleibt oder wenn die thermische Kühlung des Extruders nicht ausreicht und das Filament außerhalb der gewünschten Schmelzzone zu erweichen beginnt. Bitte lesen Sie unseren entsprechenden Artikel Verstopfte Düse/Hotend (MK3.5/S, MK3S+, MK2.5S).
Unebene Oberfläche
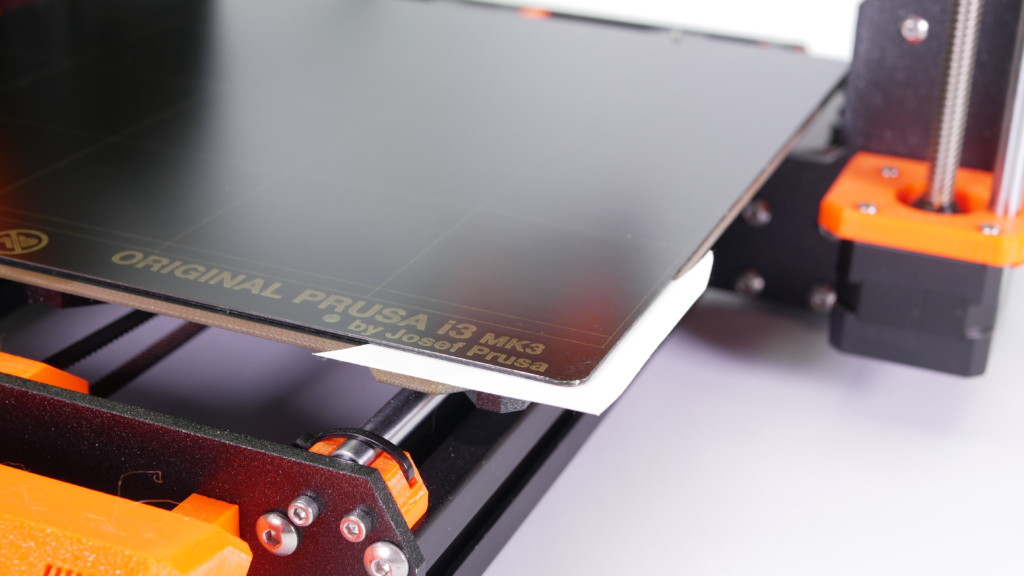
Wenn Ihre gedruckte Oberfläche nicht eben ist und die Ausrichtung des Gitters nicht hilft, um eine ebene Druckoberfläche zu erreichen, besteht eine vorübergehende Lösung darin, ein Stück Papier unter den unebenen Bereich des Blechs zu legen. Eine dauerhaftere Lösung wäre die Durchführung der Firmware Druckbett-Nivellierung.
Falsch aufgelegtes Blech
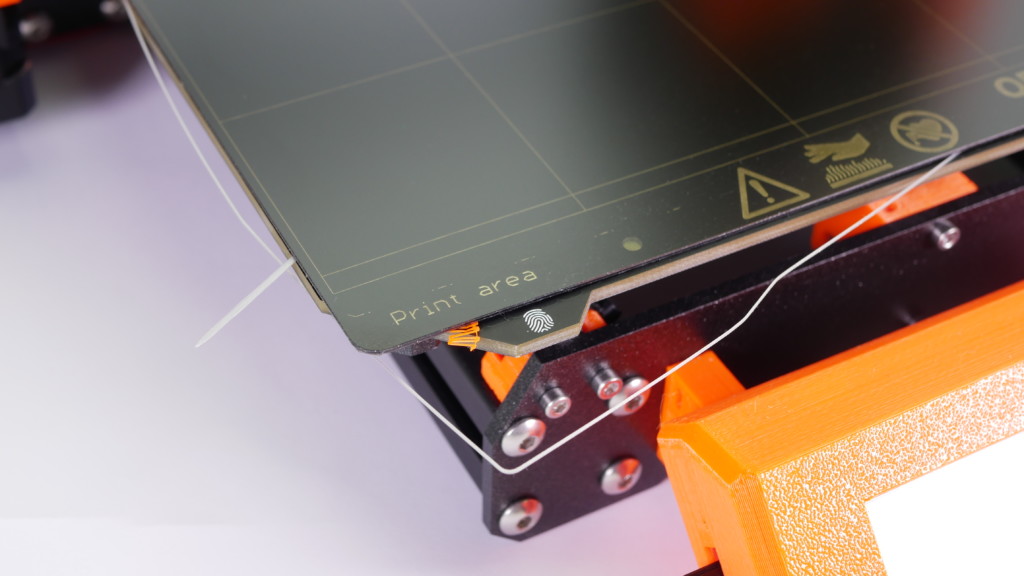
Vor dem Drucken sollten Sie sich vergewissern, dass das Druckblech ordnungsgemäß installiert ist und dass keine Reste vom vorherigen Druck oder loses Filament vorhanden sind, die die Position des Blechs beeinträchtigen könnten. Stellen Sie außerdem sicher, dass das Blech gerade und nicht verbogen oder beschädigt ist.
Rand
Bevor Sie in Erwägung ziehen, zusätzliche Klebematerialien auf das Bett aufzubringen, sollten Sie die Rand-Option in PrusaSlicer verwenden, die die Oberfläche der ersten Schicht vergrößert. Sehen Sie dazu unseren Artikel Schürze und Rand.
Ausgleichsverbindungen (CORE One, MK4/S, MK3.9/S, MK3.5/S)
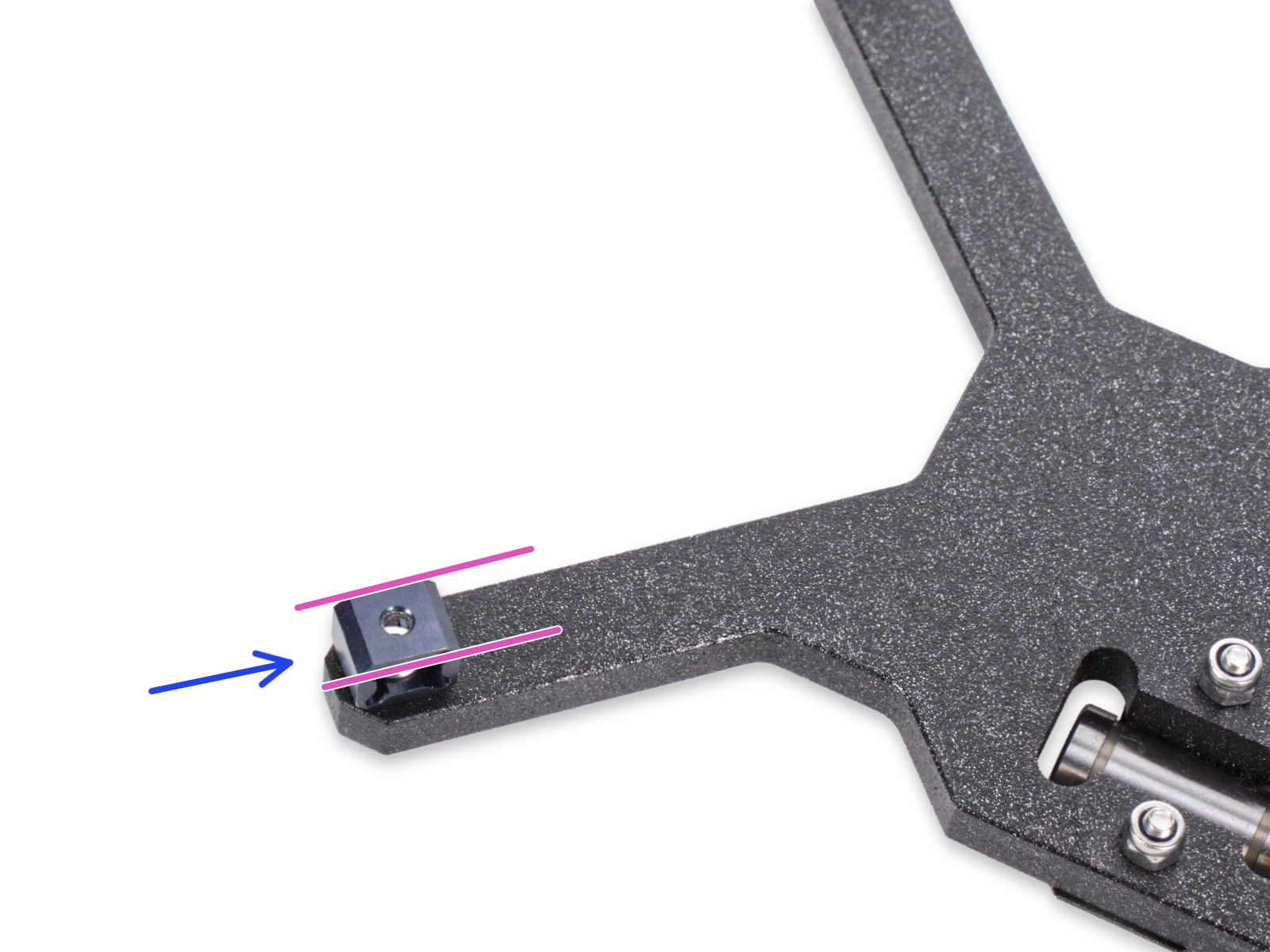
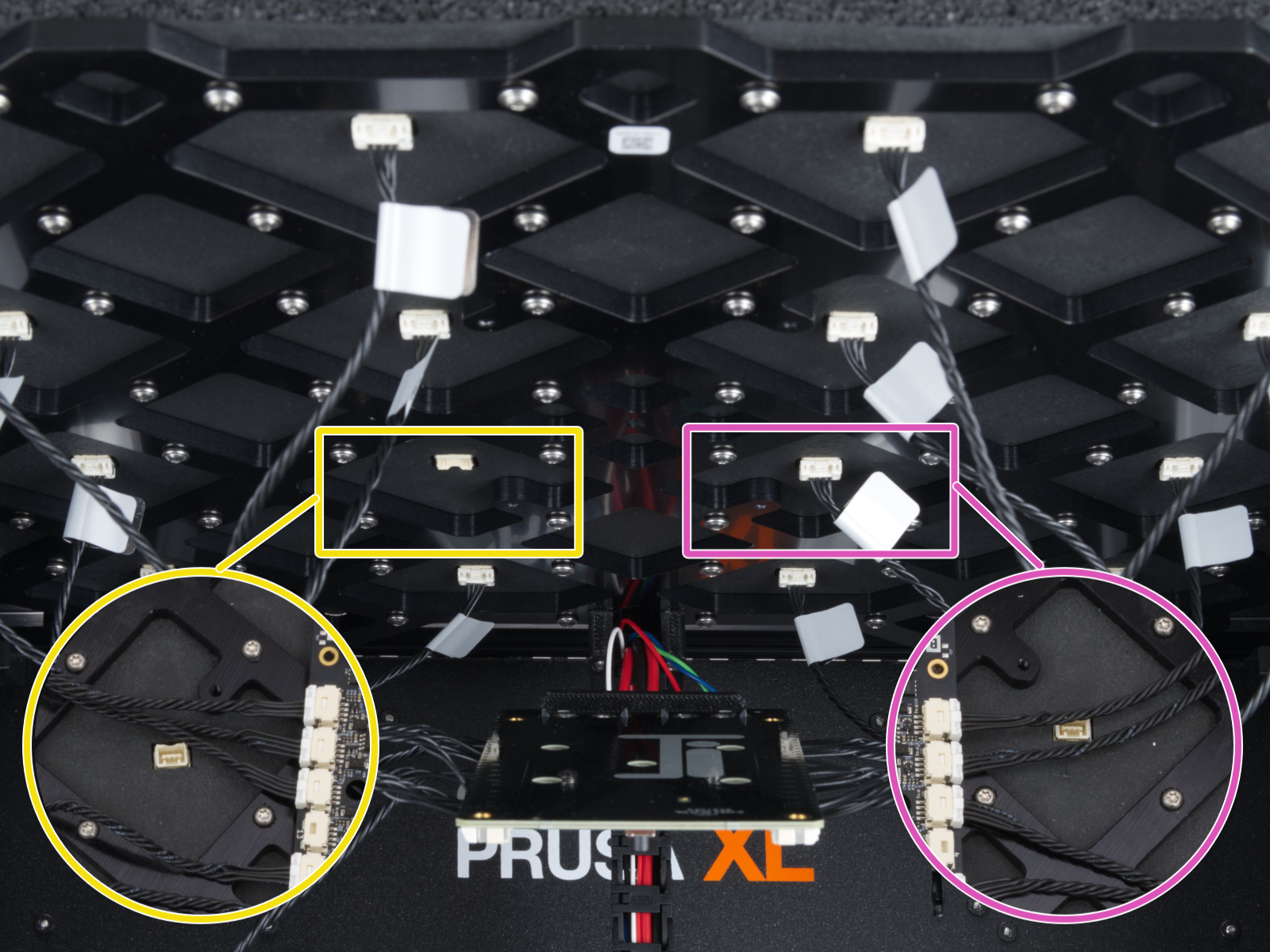
Eine falsche Ausrichtung der Ausgleichs-Verbinder kann zu einer ungleichmäßigen ersten Schicht führen. Stellen Sie sicher, dass alle Ausgleichs-Verbinder mit der vollen Seite zur Mitte des Wagens zeigen.
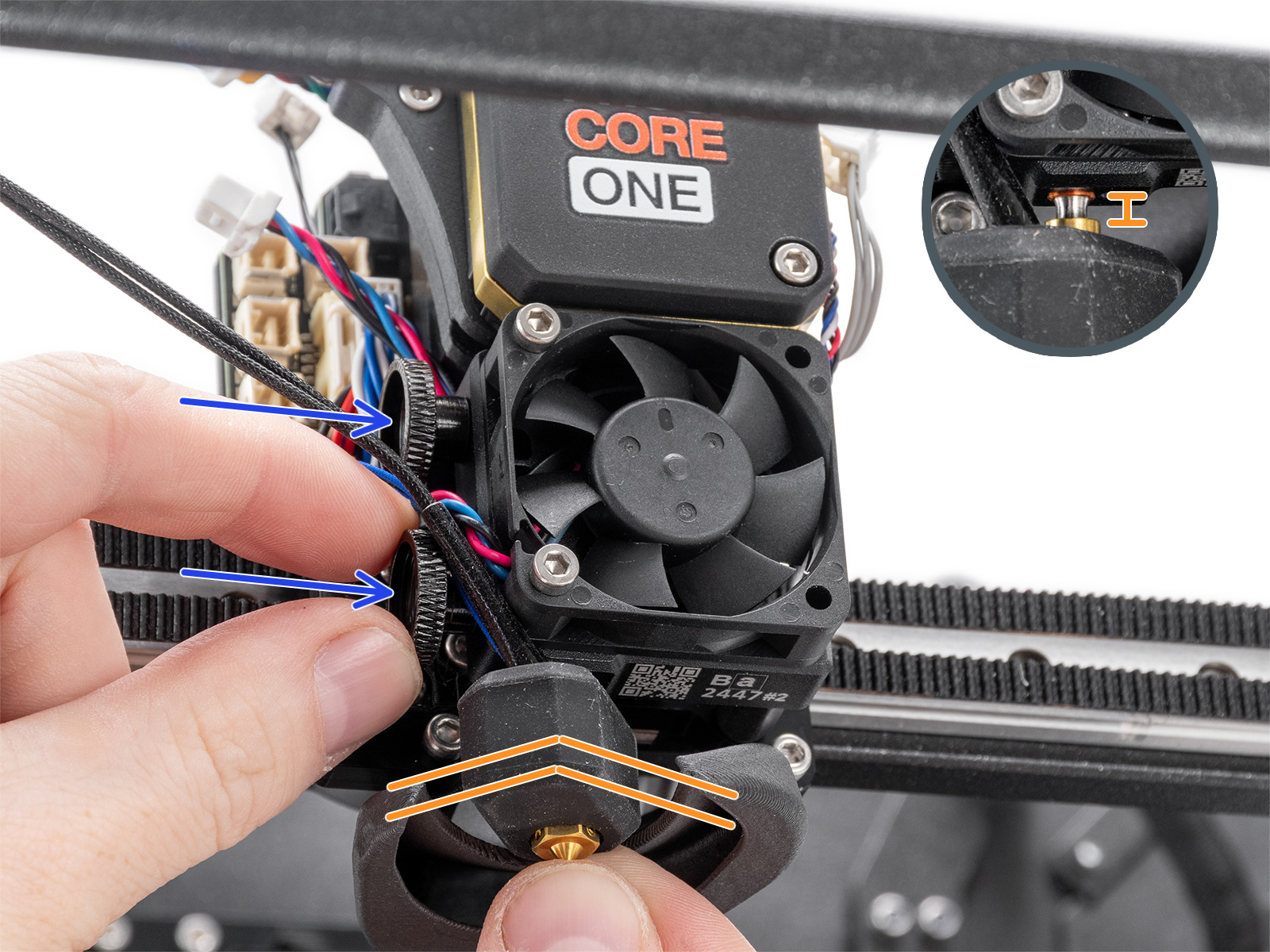
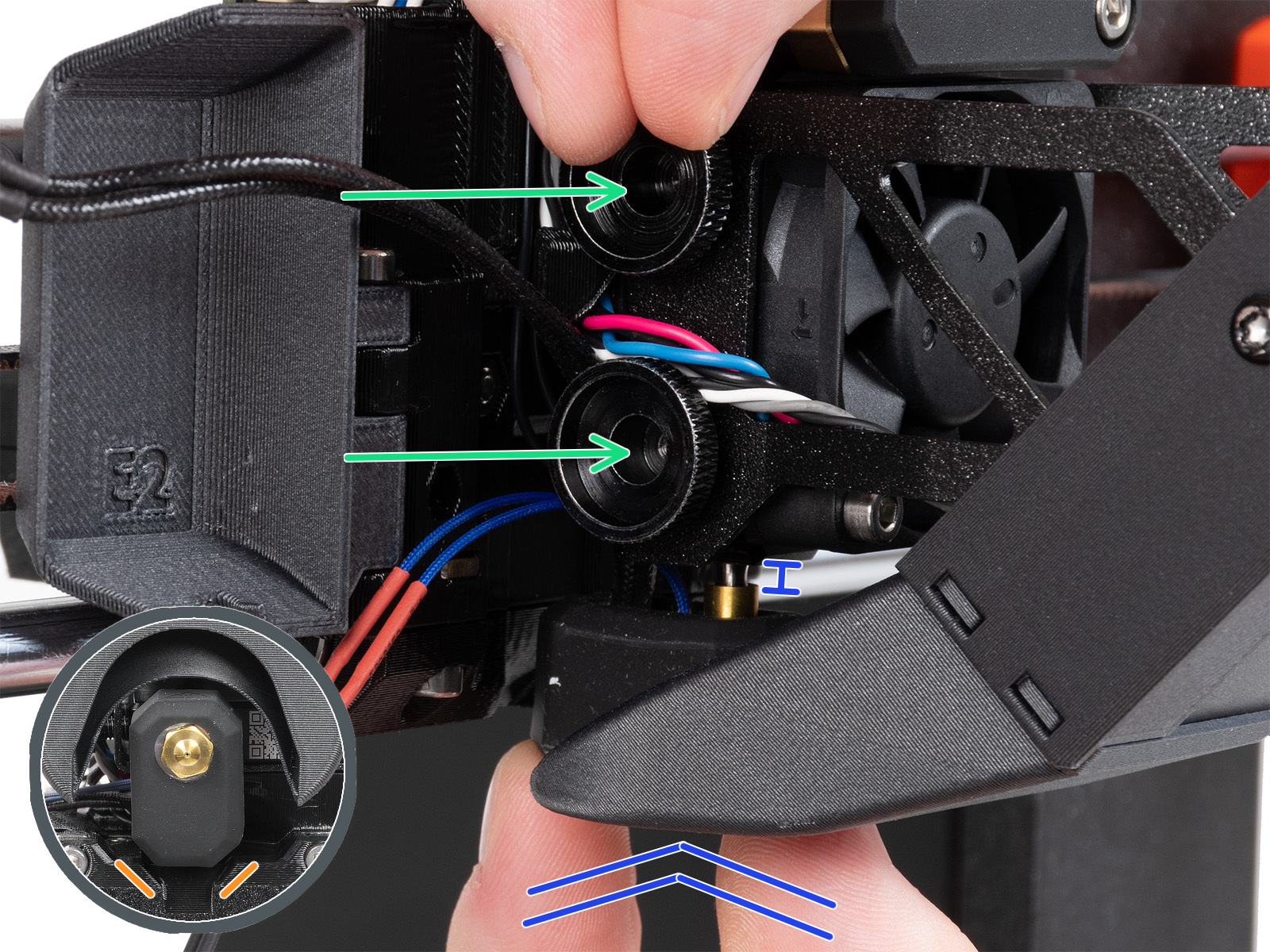
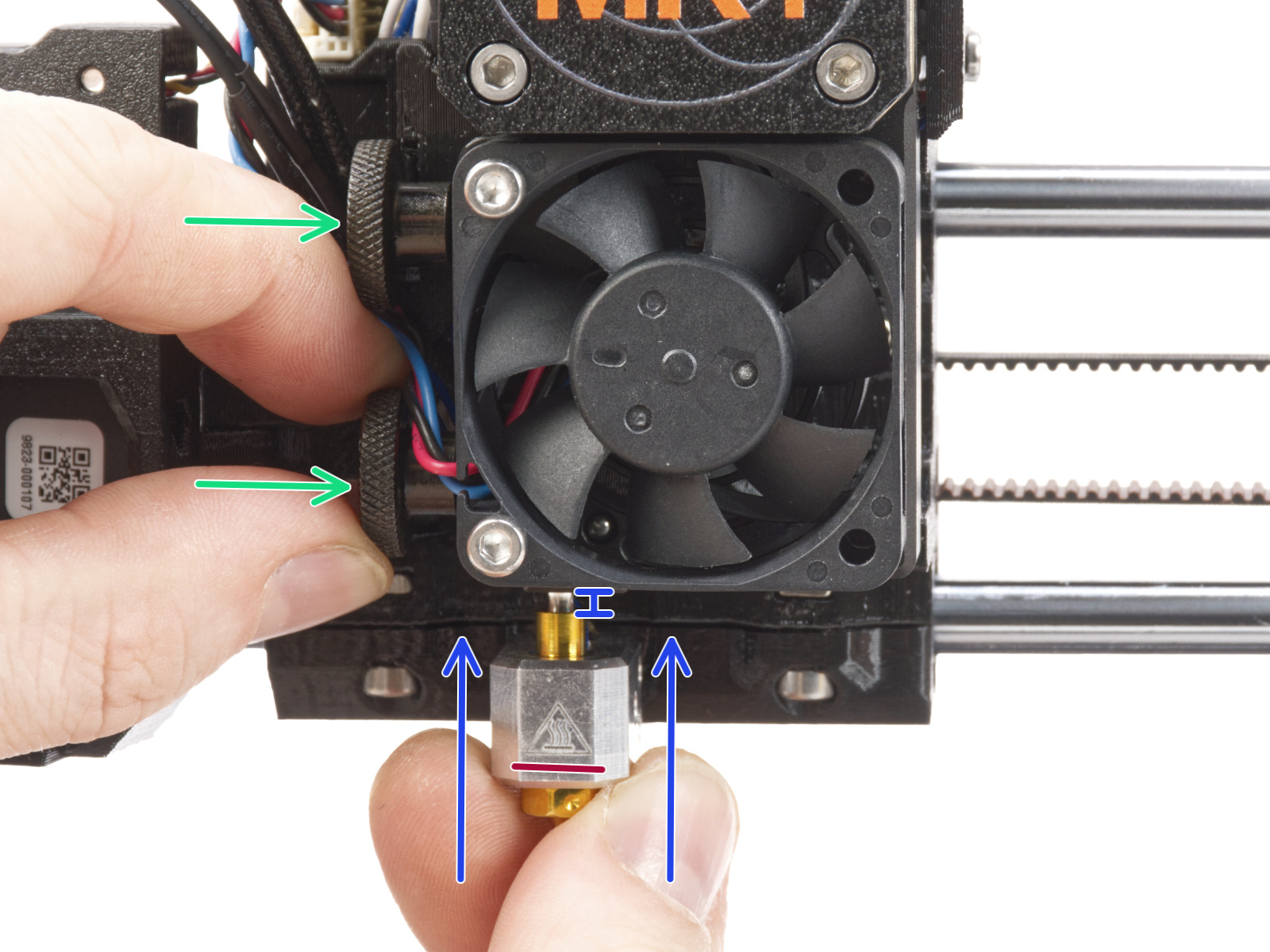
Düsenzustand (CORE One, MK4/S, MK3.9/S)
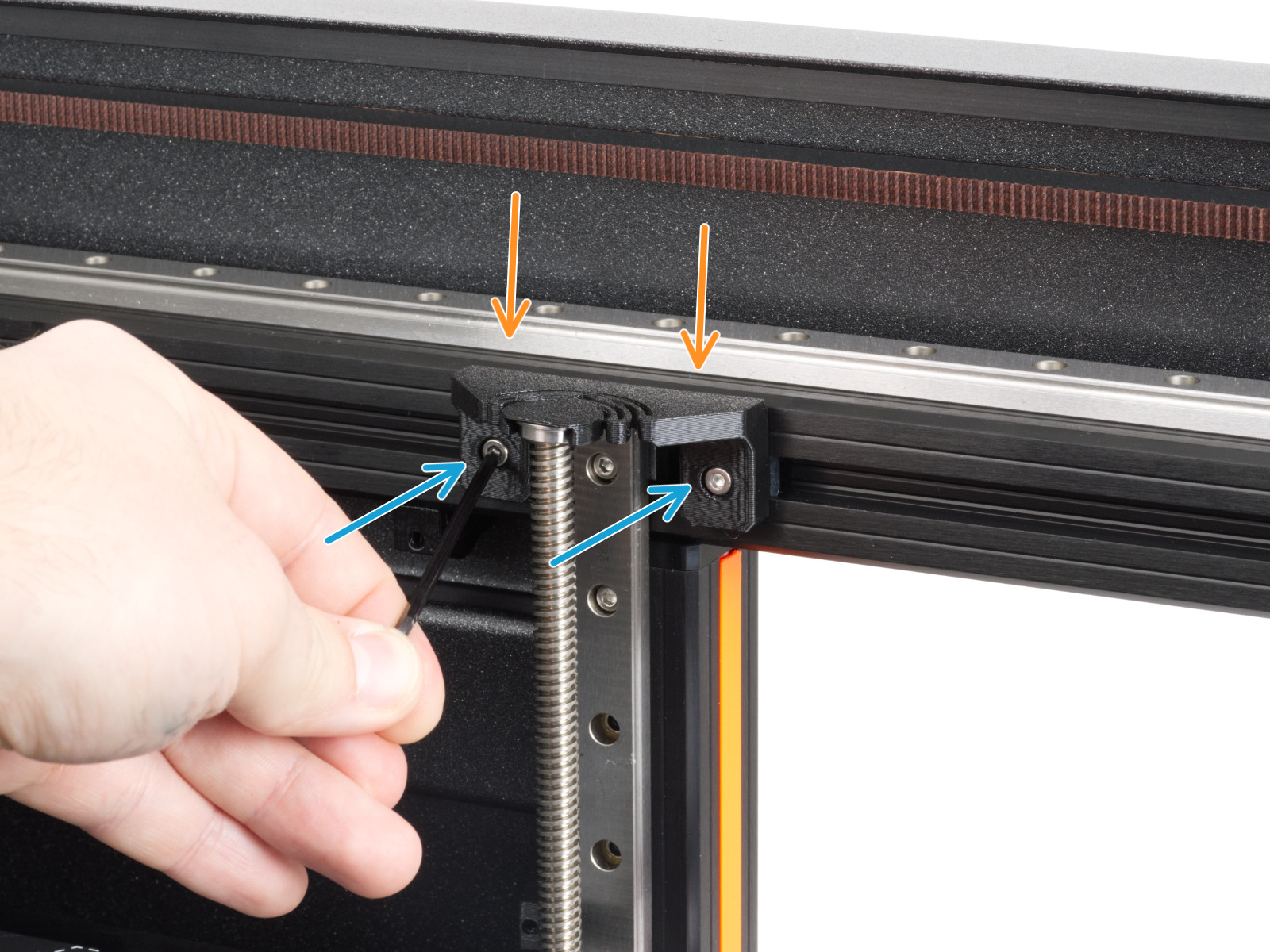
Die Düse des Nextruders muss sich auf der richtigen Höhe befinden. Wenn Sie sich nicht sicher sind, ob die Höhe korrekt ist, öffnen Sie die Rändelschrauben an der Seite des Heatbreaks und schieben Sie die Düse nach oben. Ziehen Sie die Rändelschrauben nur mit der Hand an, verwenden Sie kein Werkzeug.
Wenn Sie einen Düsenadapter haben, überprüfen Sie die Installation noch einmal, um sicherzustellen, dass die Düse beim Einbau des Adapters nicht abgesenkt wurde.
 Prusa CORE One
Prusa CORE One
 |  |
| Original Prusa MK4S, MK3.9S | Original Prusa MK4, MK3.9 |
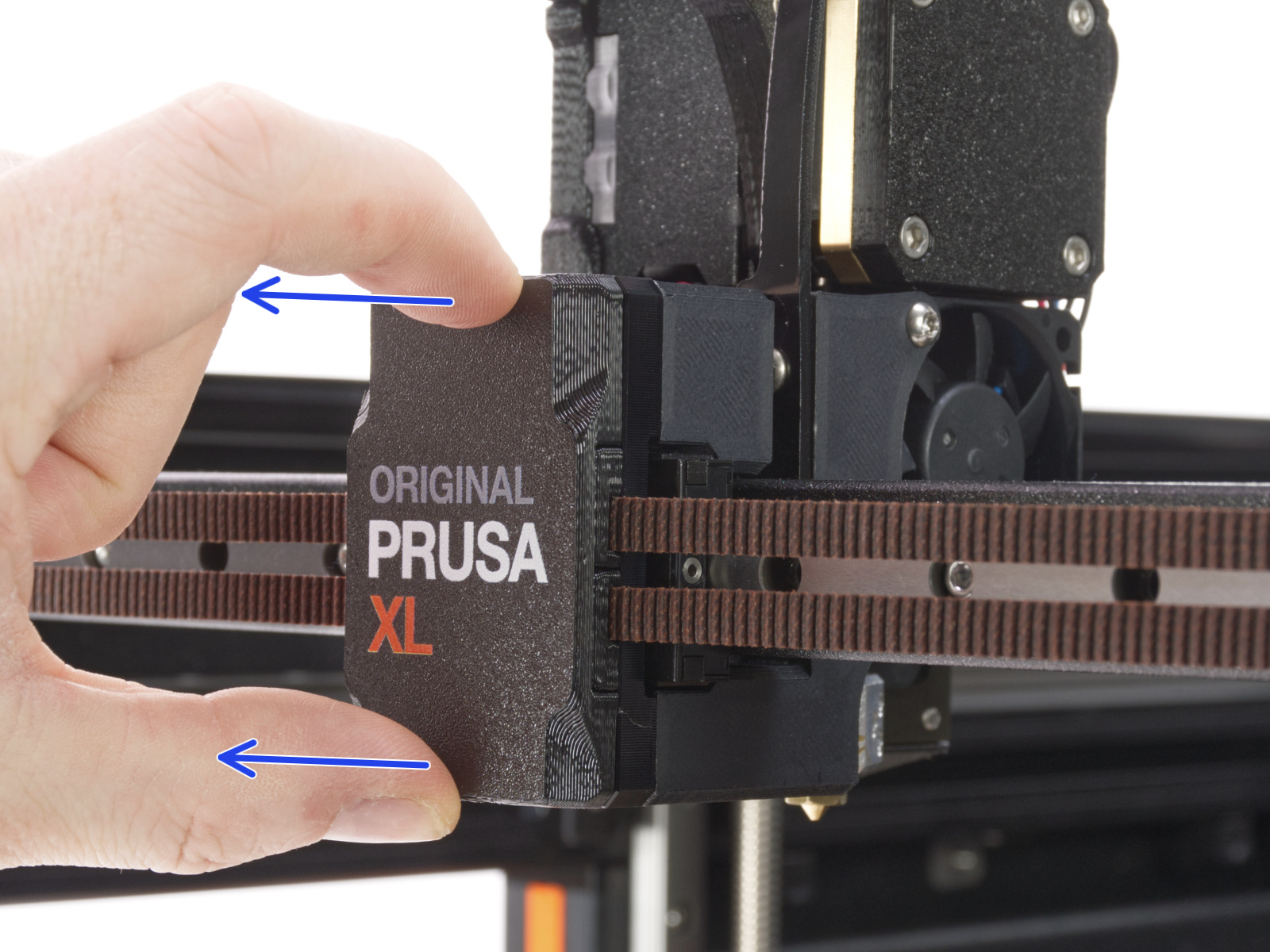
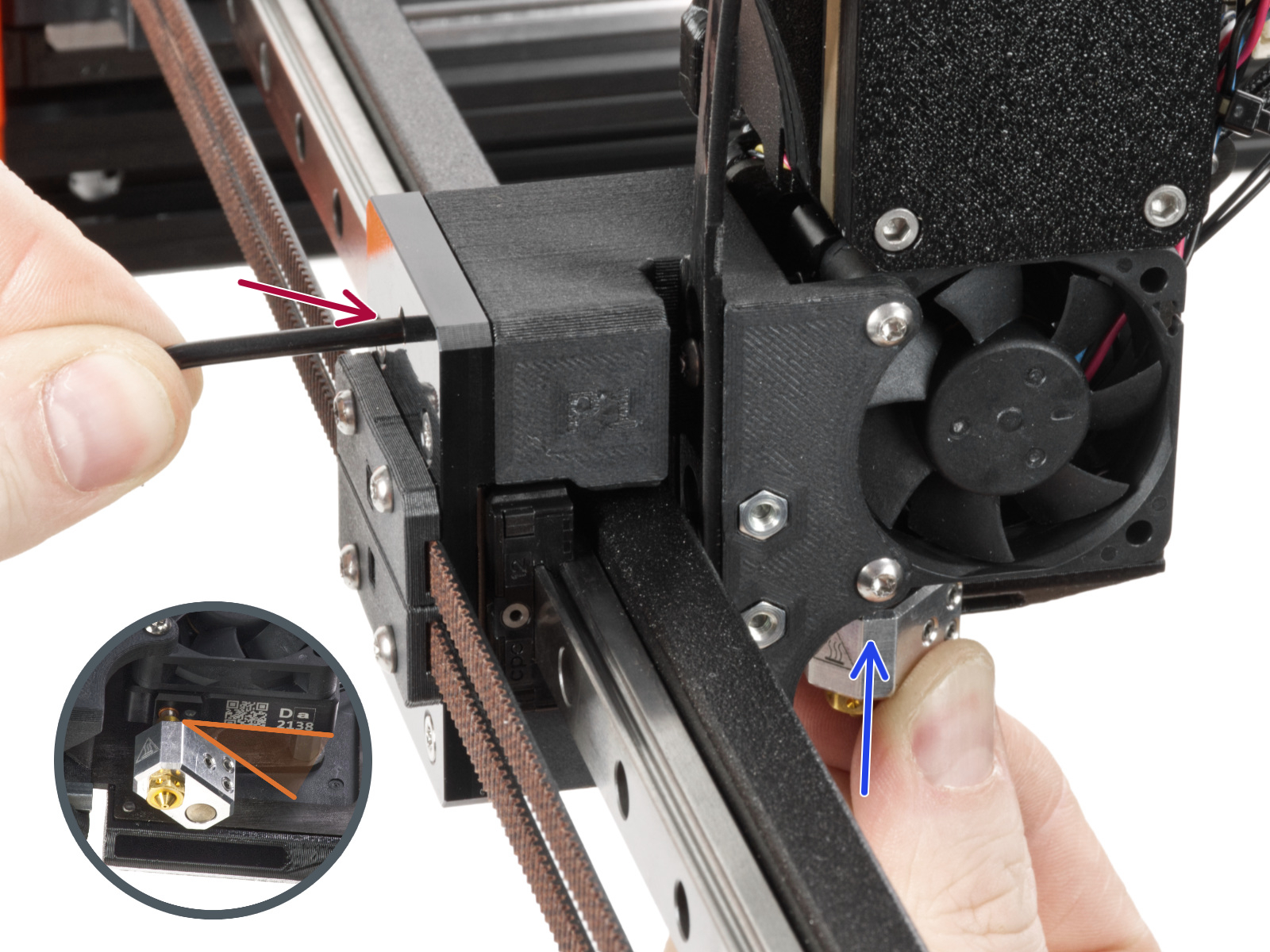
Düsenzustand (XL)
Beim XL mit einem Werkzeug, nach Entfernen der X-carriage-cover den Heizblock festhalten (darauf achten, dass die Düse nicht erhitzt ist!) und den TX8-Schlüssel wie in der Abbildung gezeigt verwenden, um die Madenschraube festzuziehen. Beim Festziehen keine übermäßige Kraft anwenden, da dies das Hotend-Rohr beschädigen kann. Die Düse muss in einem Winkel von ca. 35°-40° stehen, um eine Beschädigung der Hotend-Kabel zu vermeiden.
 |  |
Beim Multitool XL das Werkzeug mit der zu prüfenden Düse identifizieren und parken. Halten Sie den Heizblock (Versichern Sie sich, dass die Düse nicht erhitzt ist!), und verwenden Sie den TX8 Schlüssel im abgebildeten Teil, um die Madenschraube festzuziehen. Wenden Sie beim Festziehen keine zusätzliche Kraft an, da dies das Hotend-Rohr beschädigen kann. Die Düse muss ungefähr in einem Winkel von 35°-40° stehen, um eine Beschädigung der Hotend-Kabel zu vermeiden.

Überprüfung der Wägezelle (CORE One, MK4/S, MK3.9, XL)
Wenn das Filament geladen ist, während der Drucker zu Beginn eines Drucks die Nivellierung vornimmt, überprüfen Sie, ob der Extruder das Filament nicht nach unten zieht, indem Sie die Filamentspule etwas lockern. Wenn das Filament durch einen PTFE-Schlauch zugeführt wird, stellen Sie sicher, dass der Schlauch nicht kurz ist.
Nach den vorherigen Überprüfungen gehen Sie im Druckermenü auf Steuerung -> Kalibrierungen & Tests -> Wägezellentest und machen den Wägezellentest gemäß den Anweisungen auf dem Bildschirm.
Mechanische Prüfungen (XL)
Core XY
Wenn Ihre erste Schicht auf dem Original Prusa XL eine Seite höher als die anderen zeigt, überprüfen Sie die Montage des Core auf lose Schrauben, die den Core an den vier Profilen halten. Benutzen Sie auch die Drehmomentanzeige, die auf der XL Druckbare Teile Seite im Ordner Others gefunden werden kann, um sicherzustellen, dass die Schrauben richtig angezogen sind.
 |  |
Heizbett-Kacheln
Prüfen Sie, ob eine der Schrauben unter den Heizbett-Kacheln locker ist. Sie können in der Heizbett-Kachel Austauschanleitung nachlesen, wie Sie an die Teile gelangen und sie überprüfen können.
 |  |
| Die Kacheln mit Ausnahme von 4, 5, 12 und 13 können ohne Demontage geprüft werden. | Bei den Kacheln 4, 5, 12 und 13 muss die Modular-Bett-Platine oder ihre Abdeckung entfernt werden, um an die Schrauben zu gelangen. |
Lagergehäuse für die Z-Achse
Die Lagergehäuse für die Z-Achse sind der Endanschlag für die Z-Achse. Es ist wichtig, einen kleinen Abstand zwischen den Z-Achsen-Lagergehäusen und dem Heizbett-Rahmen zu haben, wenn sich der Drucker in der oberen Position befindet.
Auf diese Weise kann während der Gitterbett-Nivellierung und des Autohome-Verfahrens ein idealer kleiner Kontakt zwischen der Düse und der Druckoberfläche bestehen.
Ein zu geringer Abstand kann dazu führen, dass die Warnmeldung Düsenreinigung fehlgeschlagen erscheint. Um den idealen Abstand zu erreichen, sollten Sie in diesem Fall die Schrauben leicht lösen, die die Lagergehäuse in Position halten.
Wenn die Warnmeldung immer noch erscheint, lösen Sie die erwähnten Schrauben noch einmal leicht, wobei Sie darauf achten, dass die Lagergehäuse der Z-Achse immer noch anständig fest und an ihrem Platz gehalten werden.
Wenn Sie einen idealen Anzug für die Schrauben gefunden haben, der funktioniert und die Z-Achsen-Lagergehäuse an ihrem Platz hält, behalten Sie die Änderung dauerhaft bei.
1 Kommentar
You need to use warm water with dish soap and rinse it off completely - putting just the liquid on the bed and smearing it all over without washing off will have a completely adverse effect, just like in your case. There should be no soapy residue from the liquid on the sheet at all. You can put a few drops of dish soap on a sponge soaked in hot water and wash the sheet to degrease it, then rinse it thoroughly. After doing so, you should only use 99% alcohol before the prints, nothing else unless specified otherwise for certain materials (like glue for nylon/TPU/PETG). Make sure to use a paper towel each time instead of a cloth, which can accumulate dirt.
Have a great day