Wenn Ihr Drucker plötzlich aufhört, Filament zu extrudieren, aber die Druckbewegungen fortsetzt, ohne einen Fehler zu melden, könnten Sie Opfer eines Wärmekriechens sein.
Wie sieht es aus
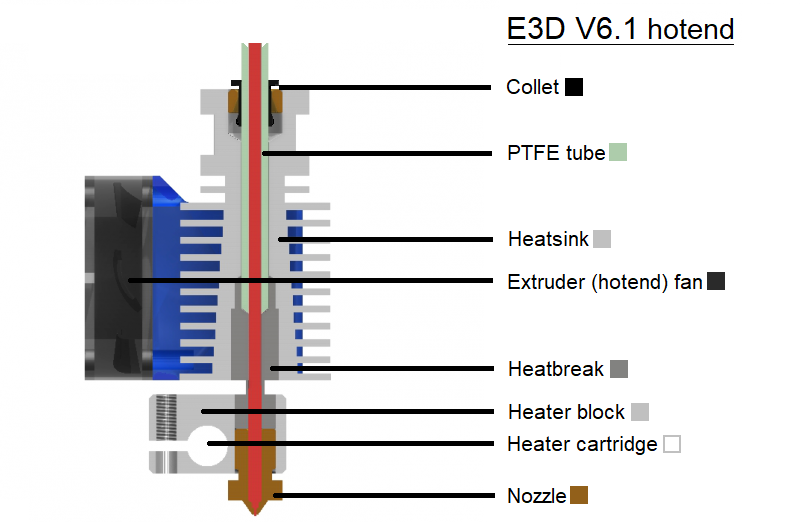
Im Großen und Ganzen sprechen wir von Wärmekriechen, wenn Teile des Hotends oberhalb des Heizblocks zu heiß werden. Unter normalen Umständen beginnt das Filament knapp oberhalb der Düse zu schmelzen. Wenn der Heatbreak jedoch zu heiß wird, die Wärme dehnt sich ungewollt nach oben in Ihrem gesamten Hotend aus, das Filament beginnt höher im Inneren des Hotends zu erweichen und verursacht eine Verstopfung. Der Extrudermotor schleift in das Filament hinein, er kann sogar ein “klickendes” oder ein "tickendes" Geräusch machen, wenn er versucht, das Filament im Extruder nach unten zu drücken.
Wie man es beheben kann
Häufigste Ursachen:
- Die Umgebungstemperatur (Raumtemperatur) liegt über 35°C (30°C für einige Filamente) oder der Drucker befindet sich in einem Gehäuse.
- Das von Ihnen verwendete Filament enthält Metallpartikel, die die Wärme nach oben leiten.
- Die Temperatur am Hotend ist zu hoch eingestellt.
- Der Wärmeübergang zwischen der Düse, dem Heatbreak und dem Kühlkörper ist unzureichend.
- Es gibt nicht genügend Luftstrom zur Kühlung des Kühlkörpers.
- Es strömt nicht genug Filament durch die Düse oder es strömt nicht schnell genug.
Wie kann man das verhindern
Nachdem Sie das Hotend gereinigt haben, Sehen Sie sich die unten stehende Sammlung von Tipps an, um zu verhindern, dass dieses Problem erneut auftritt.
Extruder-Baugruppe
Lücke zwischen der Düse und dem Heizblock
Bei allen zusammengebauten E3D v6.1-Hotends sollte zwischen dem Heizblock und dem Sechskantkopf der Düse ein Spalt von etwa 0,5 mm (0,02 Zoll) vorhanden sein. Auch dies dient der Kontrolle des Wärmeflusses innerhalb des Heizelements. Wenn Sie Ihre Düse in den Heizblock einschrauben, sollten Sie sie bis zum Anschlag anziehen, aber niemals versuchen, sie (über-)festzuziehen, so dass der Düsenkopf den Heizblock berühren würde.
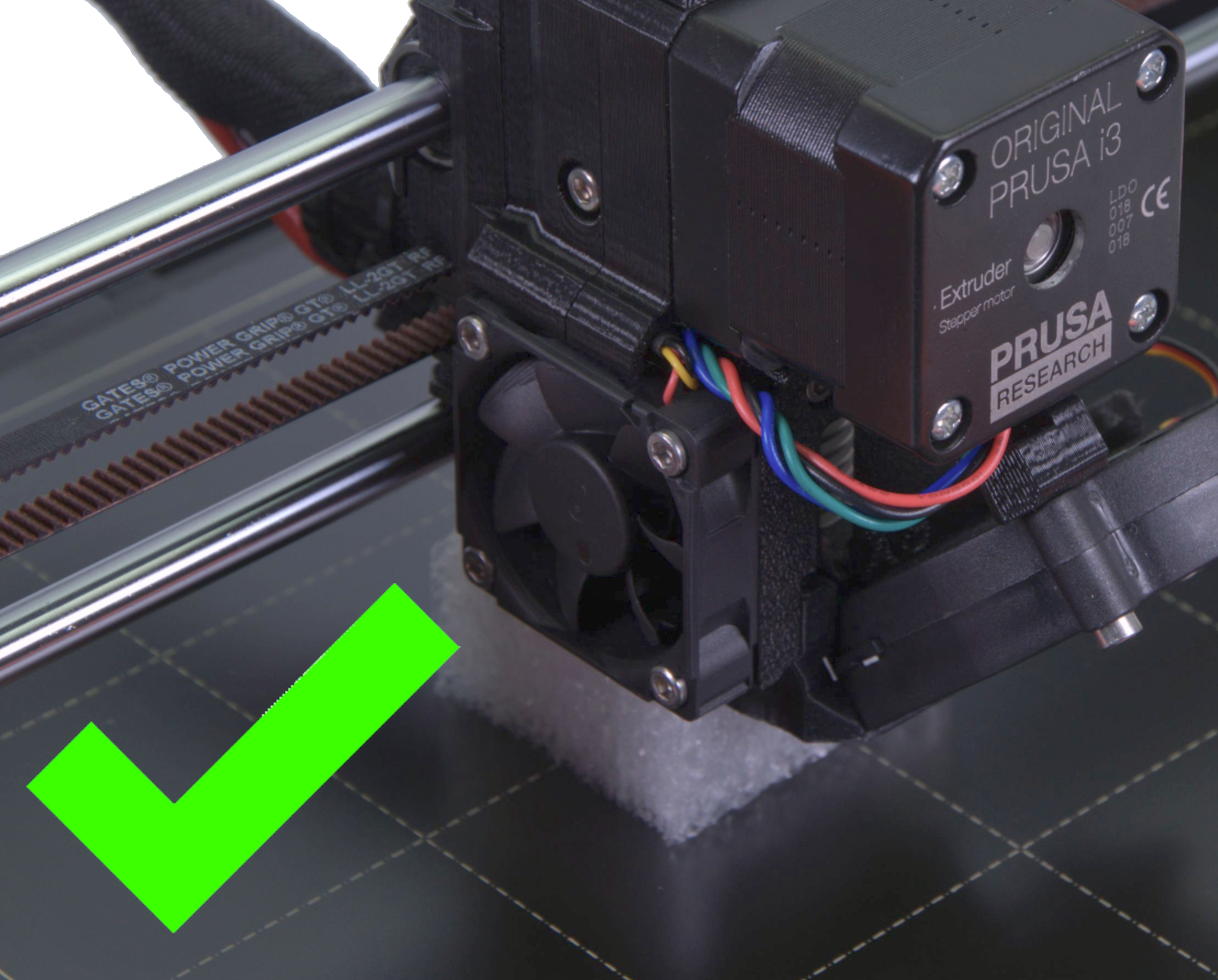
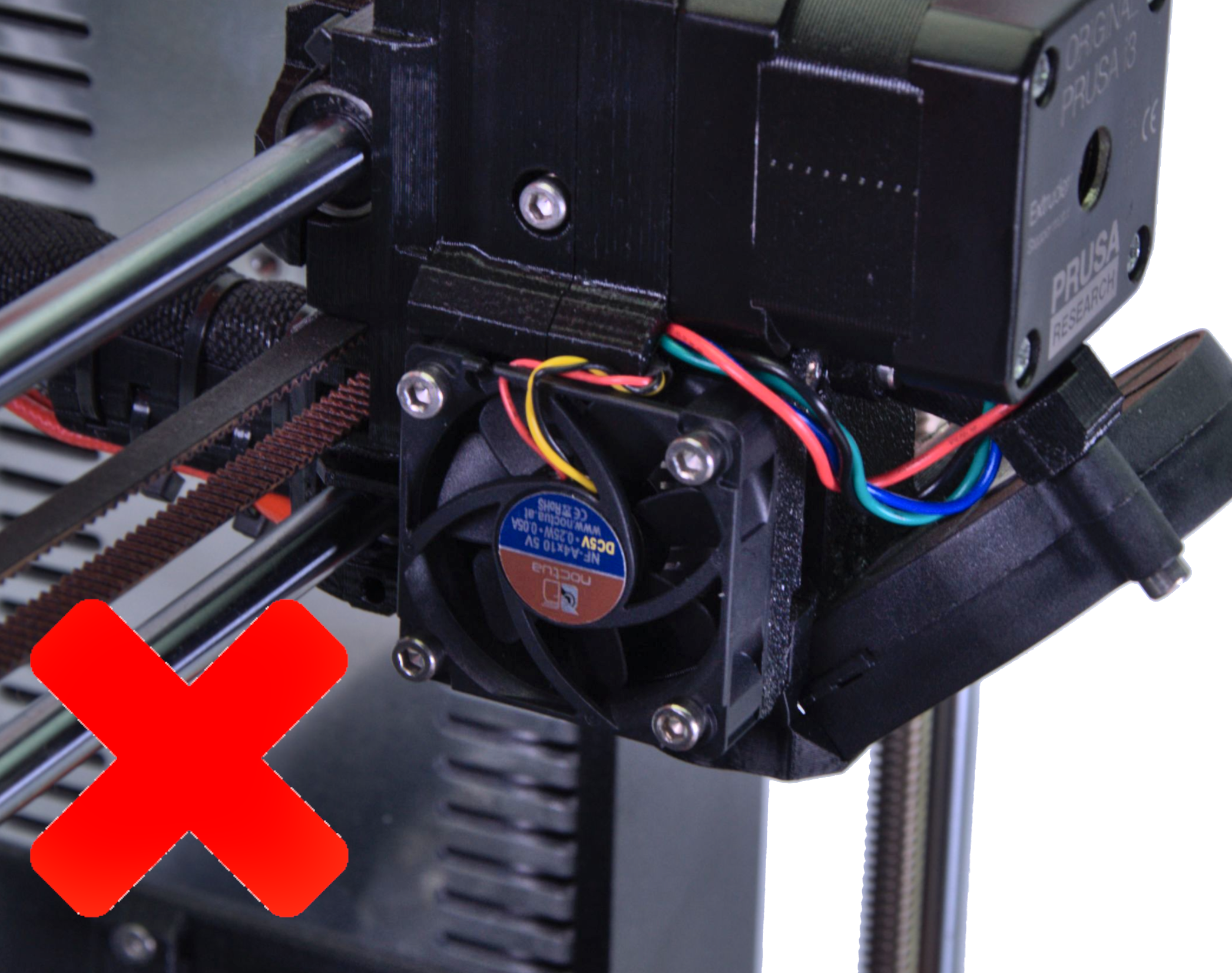
Extrudergebläse prüfen
Wie Sie sich vorstellen können, muss der Kühlventilator richtig funktionieren, um den Kühlkörper ausreichend zu kühlen. Stellen Sie zunächst sicher, dass Sie nicht den Aufkleber auf dem Lüfter sehen - das würde bedeuten, dass der Lüfter nach hinten montiert ist. Während er sich dreht, muss er Luft nach innen, nicht nach außen drücken.
Wenn der Lüfter korrekt montiert ist, können Sie überprüfen, ob er schnell genug dreht. Navigieren Sie während des Drucks zu LCD-Menü -> Support -> Extruder-Info -> Lüftergeschwindigkeit. Der Drehzahlwert für den Düsenventilator sollte zwischen 4000 und 4400 liegen.
 |  |
Spannung der Umlenkrolle und Bondtech-Getriebe
Zu wenig oder zu viel Spannung an der Extruder-Rollenfeder kann ebenfalls Probleme bei der Filament-Extrusion verursachen. Wenn die Spanrollenschraube zu locker ist, können die Zahnräder das Filament nicht greifen und der Motor kann zu springen beginnen. Wenn die Spannschraube zu fest angezogen ist, können die Zähne auf den Zahnrädern das Filament schleifen und sich zusetzen - stellen Sie immer sicher, dass die Zahnräder sauber sind.
Vergewissern Sie sich, dass der Kühlkörper staubfrei ist
Die Aufgabe des Kühlkörpers ist zu verhindern, dass die Temperatur entlang des Filamentweges zu stark ansteigt. Nach vielen Stunden des Druckens können die Lamellen des Kühlkörpers Feinstaub akkumulieren, was die Effektivität des Kühlkörpers bei der Wärmeableitung verringert. Eine einfache Möglichkeit, dies zu beheben, besteht darin, das Kühlgebläse des Hotends (das quadratische Gebläse auf der linken Seite des Extruders) zu entfernen und den Staub mit Druckluft aus der Dose wegzublasen. Dabei den Staub auch vom Gebläse selbst wegblasen.
Prüfen Sie, ob der PTFE-Schlauch vollständig in das Hotend eingeführt ist
Es ist sehr wichtig, sicherzustellen, dass der PTFE-Schlauch im Inneren des Hotends bündig mit der Kante des Heatbreaks abschließt. Wenn Sie den PTFE-Schlauch vor kurzem aus dem Kühlkörper herausgenommen haben, ist es immer ratsam, zu überprüfen, ob der PTFE-Schlauch sicher an seinem Platz sitzt und sich nicht auf und ab bewegt. Glücklicherweise haben wir dafür eine Anleitung hier.
Hinzufügen der Wärmeleitpaste zum Heatbreak
Besonders wenn Sie das Hotend auseinandernehmen, um es zu reinigen, vergessen Sie nicht, vor dem Zusammenbau des Hotends etwas Wärmeleitpaste auf das Gewinde, das mit dem Kühlkörper in Kontakt steht, aufzutragen (dieselbe Art von Wärmeleitpaste, die für Computerprozessoren verwendet wird). Sie können die Paste über unseren E-Shop beziehen, oder eine ähnlich hochwertige gemeine Wärmeleitpaste sollte den Zweck erfüllen. So sollte Ihr Heatbreak mit genügend Wärmeleitpaste aussehen. Siehe dieser Leitfaden (für MK3S/MK2.5S/MMU2S. Für MK3/MK2.5 gibt es eine separate Anleitung) für weitere Informationen über die Demontage des Extruders und des Hotends.

Druckeinstellungen
Senken der Heizbetttemperatur
Die vom Heizbett aufsteigende Wärme kann zur Überhitzung der Extruderteile beitragen. Speziell (aber nicht nur) für einen PLA-Druck können Sie die Heizbetttemperatur im Prusa Slicer um 5 oder 10 Grad absenken. Im PrusaSlicer können Sie zu Filament-Einstellungen -> Filament gehen und die Temperatur im Feld Temperatur °C ändern.
Sie können dies auch während des Drucks tun, im LCD-Menü -> Tune -> Bett (und ändern Sie den Wert durch Drehen des Knopfes), aber in diesem Fall tun Sie es nur, bevor die erste Schicht fertig ist, sonst kann die plötzliche Temperaturänderung den Druck verformen.
Schichthöhe erhöhen
Das Drucken mit dünnen Schichten verbraucht sehr wenig Filament auf einmal, so dass nicht viel Filament durch die Düse strömt, wodurch sich die Wärme im Extruder nach oben bewegen kann. Ein einfach zu testender Trick besteht darin, mit Schichthöhen von z.B. 0,15mm oder 0,20mm zu drucken. Wenn Sie keinen besonders detaillierten Druck benötigen, wählen Sie dickere Schichten.
Druckgeschwindigkeit erhöhen
Ein langsamer Druck kann beim Drucken mit dünnen Schichten aus dem gleichen Grund ein Wärmekriechen verursachen. Eine Erhöhung der Druckgeschwindigkeit um 10% kann helfen, wir empfehlen jedoch, die Geschwindigkeiten von 200mm/s für die Infill-Druckgeschwindigkeit bei Schichten von 0,20mm und darunter nicht zu überschreiten.