Mit der 'Kaltzug'-Technik können Sie die Düse und das Hotend Ihres Druckers von festsitzendem oder verbranntem Material reinigen. Sie können damit auch Ihr Hotend während Ihrer üblichen Wartungsroutine reinigen.Ab der Firmware 6.0.0 auf MK4/S und MK3.9/S und ab der Firmware 6.1.3 auf XL führt der Drucker diesen Vorgang automatisch durch.
Den Kaltzug sollten Sie durchführen, wenn Ihre Düse nur teilweise verstopft ist und noch etwas Filament extrudiert wird. Wenn die Düse vollständig verstopft ist, lesen Sie bitte den verstopftes Hotend Artikel für den MK4/MK3.9, oder für den XL.
Unsere Tests haben ergeben, dass PLA am besten für einen Kaltzug geeignet ist, da andere Filamente die Spitze nicht so gut halten wie PLA und entweder reißen oder zu stark schmelzen. Es gibt jedoch Filamente, die speziell für die Reinigung von Hotends gemacht sind.
Automatischer Kaltzug
Halten Sie mindestens 30 cm PLA zur Verfügung, wenn Sie dieses Verfahren durchführen. Wählen Sie im Multi-Tool XL das gewünschte Werkzeug. Navigieren Sie zu LCD Menu -> Steuerung -> Aufn./Parken Werkzeug -> Werkzeug # auswählen.
Navigieren Sie dann zu LCD-Menü -> Steuerung -> Kaltzug.
Auf MK4/S und MK3.9 sehen Sie die Optionen: Aktuelles Filament entladen (empfohlen, falls Sie ein anderes Filament als PLA geladen haben), PLA-Filament laden und mit dem geladenen Filament fortfahren (nur verwenden, wenn das geladene Filament PLA ist).
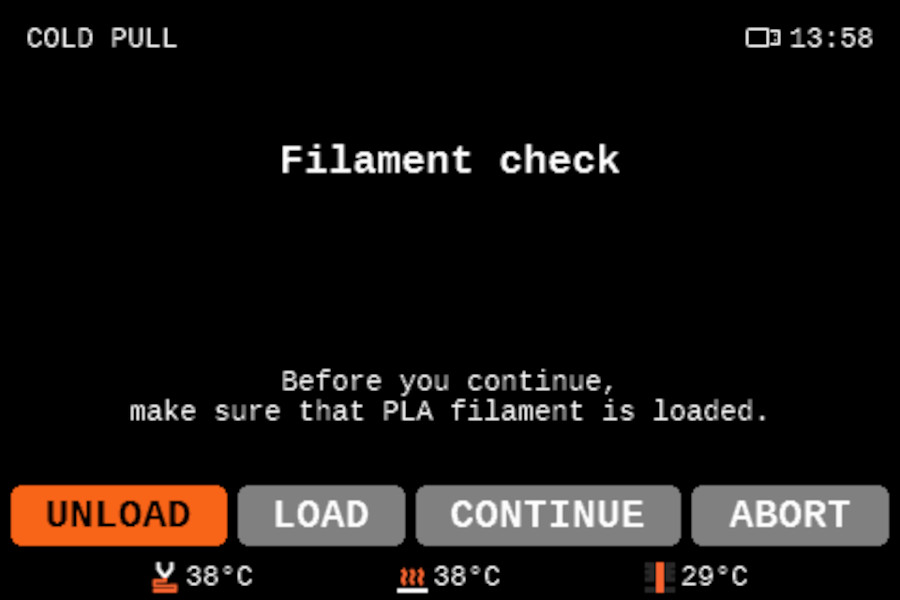 Bildschirmdarstellung für MK4/S, MK3.9/S
Bildschirmdarstellung für MK4/S, MK3.9/S
Beim XL ist es notwendig, das Filament direkt in den Nextruder zu laden. Bevor Sie fortfahren, sollten Sie daher das Filament entladen. Drücken Sie dann den blauen Teil am Fitting herunter und ziehen Sie den PTFE-Schlauch aus dem Werkzeugkopf. Danach laden Sie das PLA Filament direkt in den Nextruder.
 |  |
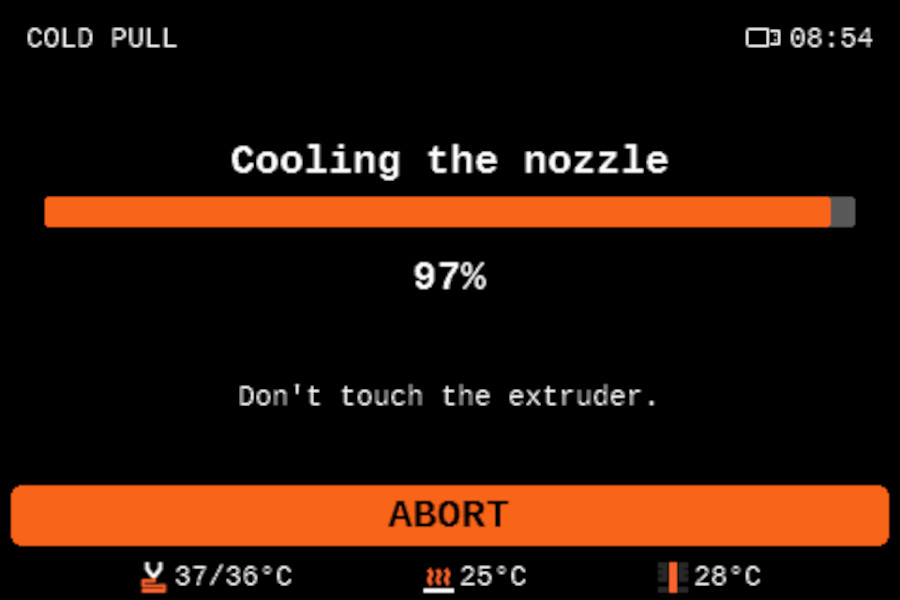
Wenn die Düse erhitzt ist, wartet der Drucker, bis sie auf 36 ºC abgekühlt ist. Dann heizt er den Drucker auf 80 ºC auf. Danach entlädt der Drucker das Filament automatisch bei dieser Temperatur.
 |  |
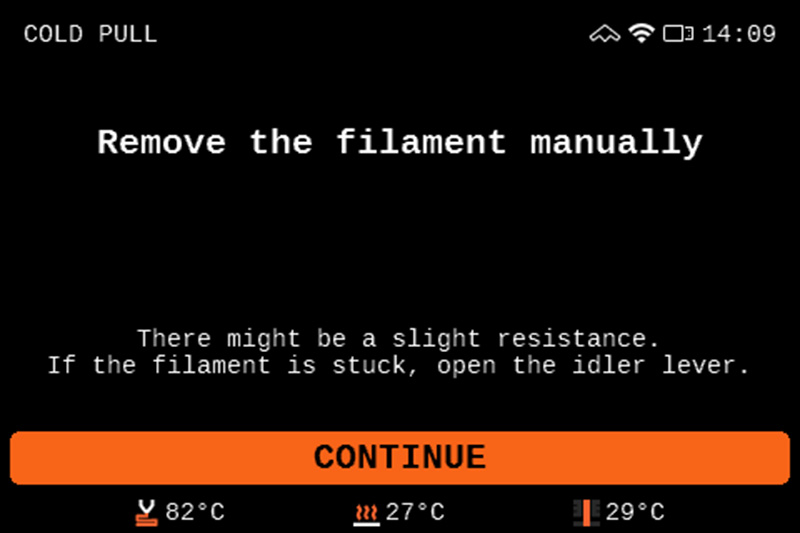
Um den Vorgang abzuschließen, entfernen Sie das Filament von Hand, indem Sie es nach oben ziehen. Möglicherweise gibt es einen leichten Widerstand. Wenn das Filament festsitzt, öffnen Sie den Idler-Hebel.
Manueller Kaltzug (XL, MK4/MK3.9 Vor-Firmware 5.1.3)
Vorbereitende Schritte (XL)
- Wählen Sie im Multi-Tool XL das gewünschte Werkzeug. Navigieren Sie zu LCD-Menü -> Steuerung -> Werkzeug auswählen/parken -> Werkzeug auswählen #.
- Schrauben Sie vorübergehend den Fitting oberhalb des Nextruders ab.
Vorgehensweise (XL Vor-Firmware 6.1.3, MK4/MK3.9 Vor-Firmware 5.1.3)
- Laden Sie ein Stück PLA Filament in den Extruder, indem Sie es von oben in den Extruder einführen. Der Drucker fordert Sie zur Materialauswahl auf: Wählen Sie PLA und schließen Sie den Ladevorgang ab.
- Öffnen Sie den Idler Swivel.
- Gehen Sie zu LCD Menü -> Steuerung -> Temperatur -> Düsentemperatur und stellen Sie die Temperatur auf 270 °C ein.
- Wenn die Temperatur von 270 °C erreicht ist, drücken Sie das PLA Filament hinein, bis es aus der Düse austritt.
- Beenden Sie das Aufheizen, indem Sie im LCD-Menü -> Steuerung -> Temperatur -> Abkühlen auf Abkühlen drücken, oder indem Sie die Reset-Taste drücken.
- Schieben Sie das Filament manuell weiter nach unten, bis die Temperatur zu niedrig ist, um es zu schmelzen und herauszutreten (ca. 170 °C für PLA). Die Düse muss gefüllt sein, damit der Kaltzug erfolgreich ist.
- Kratzen Sie das extrudierte Material von der Düse, damit der Zug später nicht behindert wird.
- Warten Sie, bis die Temperatur 100 °C erreicht hat. Sobald die Temperatur 100 °C erreicht hat, greifen Sie das Filament mit einer Zange und ziehen es langsam, aber gleichmäßig aus dem Extruder. Achten Sie darauf, dass Sie gerade nach oben ziehen, nicht seitwärts, sonst kann das Filament im Inneren abreißen. Halten Sie den Extruder mit Ihrer anderen Hand fest.
- Hören Sie nicht auf, bis das Filament vollständig aus dem Extruder gezogen ist.
- Schließen Sie den Idler und den Idler Swivel (Spannrolle und Spannrollenverschluss).
Ergebnisse
An der Spitze des herausgezogenen Filaments sehen Sie möglicherweise Reste des/der zuvor verwendeten Materials/Materialien oder etwas verbrannten Schmutz, der sich in der Düse abgesetzt hat (Bild links). Möglicherweise müssen Sie diesen Vorgang mehrmals wiederholen, bis das Filament sauber herauskommt.
Das rechte Bild zeigt, wie ein sauberes kaltgezogenes Filament aussehen sollte. Es ist wichtig, dass der Abdruck der Düse darauf zu sehen ist. Auf diese Weise können Sie sicher sein, dass die Düse gefüllt war und nichts im Inneren zurückgeblieben ist. Außerdem ist die Farbe nicht mit der Farbe, die Sie zuvor verwendet haben, vermischt oder weist dunkle Flecken auf.
 |  |
2 Kommentare