Es wird empfohlen, sich etwas Zeit zu nehmen, um Ihren Original Prusa MINI/+ regelmäßig zu warten. Das sollten Sie auch dann tun, wenn der Drucker einwandfrei funktioniert.
Blech reinigen
Wenn die gedruckten Objekte Schwierigkeiten haben, auf der Druckoberfläche zu haften, müssen Sie das Blech sauber wischen. Wählen Sie das richtige Reinigungsprodukt für Ihr Blech (IPA, Fensterreiniger usw.), gießen Sie eine kleine Menge davon auf ein unparfümiertes Papiertuch und wischen Sie die Druckoberfläche ab.
Das Blech sollte in kaltem Zustand gereinigt werden, um die besten Ergebnisse zu erzielen - eine Reinigung in heißem Zustand kann zu potentiellen Verletzungen führen, entweder durch das beheizte Bett oder durch die Düse. Bei der Reinigung bei höheren Temperaturen verdunstet auch der Alkohol, bevor er etwas reinigen kann. Weitere Einzelheiten finden Sie in Erste Schicht Fragen.

Lagerwartung
Nach ~200 Druckstunden sollten die glatten Stäbe mit einem Papiertuch gereinigt werden. Sie können ein Schmiermittel kaufen (jedes gute Super-Schmiermittel reicht aus) und dieses auf die glatten Stäbe (XYZ-Achsen) auftragen. Der MINI/+ wird mit einer Tube Prusa-Schmiermittel geliefert und es ist auch in unserem E-Shop erhältlich.
Bewegen Sie bei ausgeschaltetem Drucker die X-Achse (Extruder) und die Y-Achse (Heizbett) einige Male von Hand hin und her. Wenn Sie das Gefühl haben, dass sich eine der Achsen nicht mehr leichtgängig bewegt, können die Lager herausgenommen und auf der Innenseite gefettet werden (sie sollten von der Achse entfernt werden, da die Kunststoff-Lippendichtung verhindert, dass das meiste Fett nach innen gelangt).
Für unseren detaillierten Wartungsleitfaden siehe Tipps für die Wartung.
Ventilatoren
Beide Ventilatoren sollten alle paar hundert Stunden überprüft und gereinigt werden. Computerreinigerspray (Druckluft) entfernt den Staub, und für kleine Kunststoffstränge kann eine Pinzette verwendet werden. Halten Sie die Blätter immer fest, wenn Sie den Ventilator mit Druckluft reinigen.
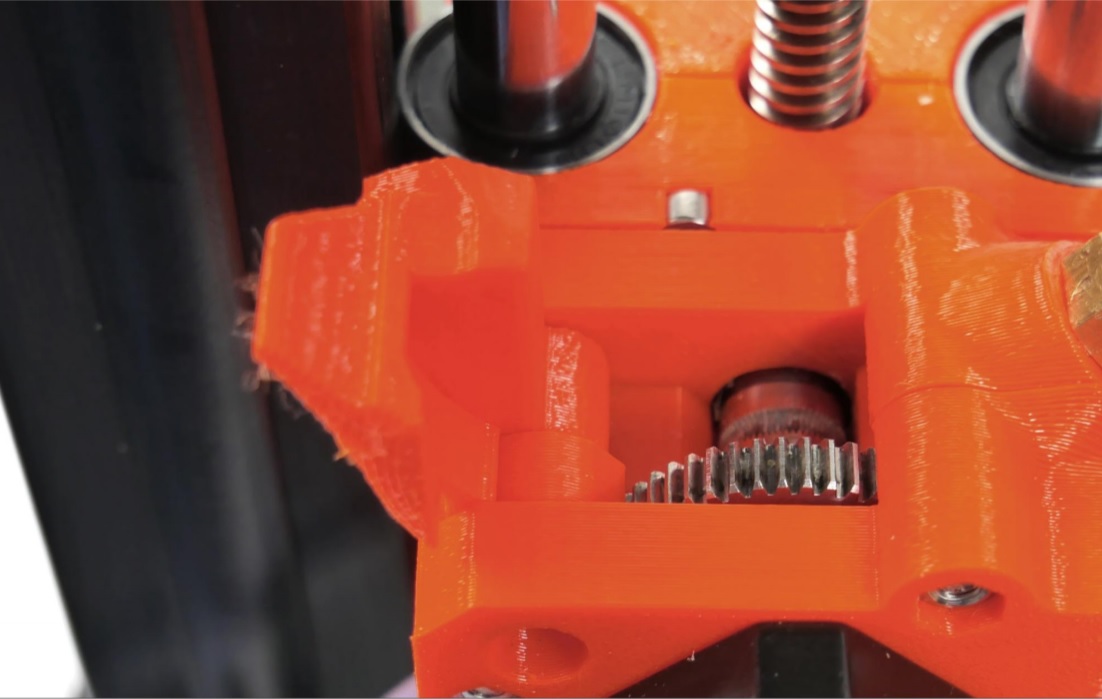
Reinigung des Extruderantriebsgetriebes
Die Extrudergetriebe benötigen keine Schmierung. Im Laufe der Zeit können sie jedoch unter einer Anhäufung von Filamentspänen in den Nuten leiden, sowie unter einer zu lockeren Klemmkraft, die zu einer Unterextrusion führen kann. Verwenden Sie Druckluft, um die Späne auszublasen, oder verwenden Sie eine kleine Messingbürste, um die Nuten zu reinigen; ein normaler Zahnstocher wird diese Aufgabe ebenfalls erfüllen. Prüfen und reinigen Sie vom Zugangsfenster auf der Oberseite der Extruderbaugruppe aus. Reinigen Sie, was Sie können, drehen Sie dann das Zahnrad und wiederholen Sie. Eine sehr geringe Schmiermittelmenge auf nur den Antriebszähnen schadet nicht, kann aber Probleme verursachen, wenn sie die Filamentzähne erreicht oder beginnt, Ablagerungen zu sammeln.
Für weitergehende Demontage siehe Zugang und Reinigung der Extruderscheibe (MINI/MINI+)
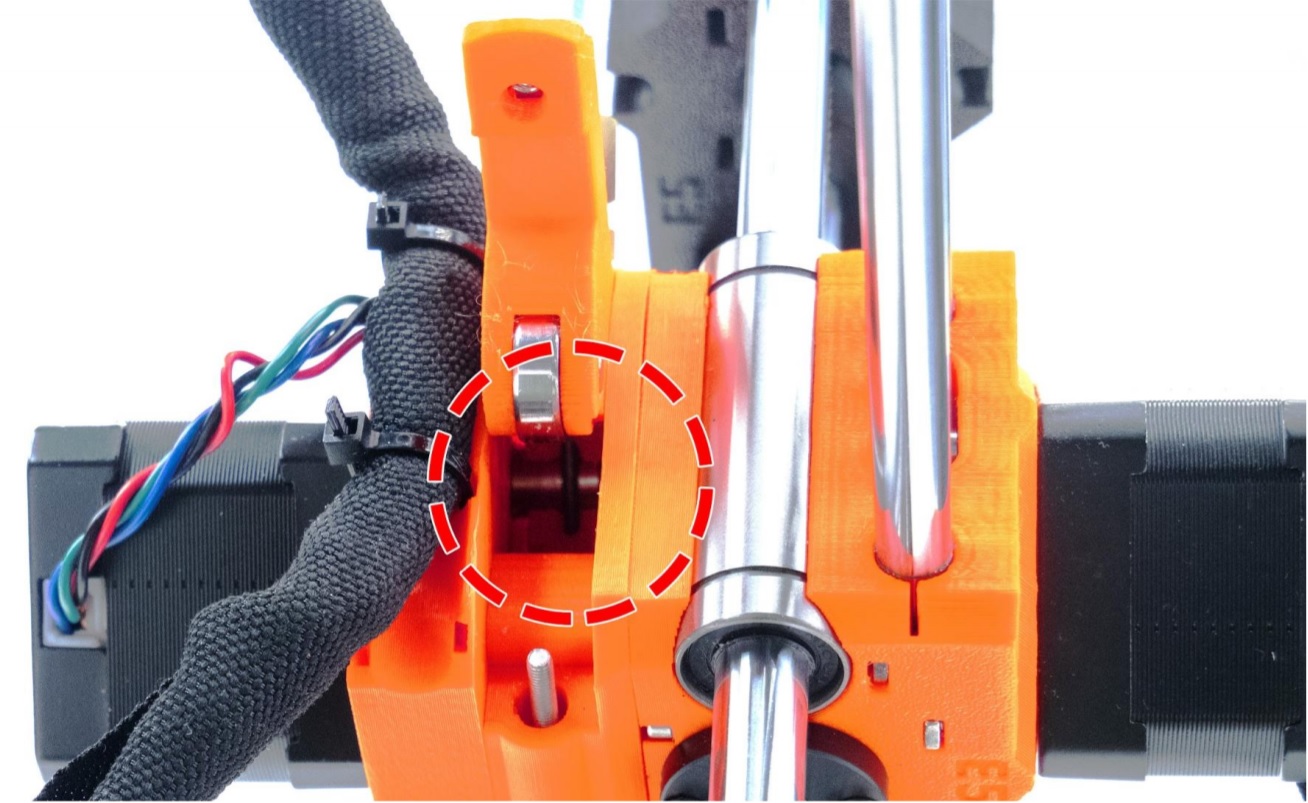
Wenn Sie das Leerlaufrad öffnen, können Sie beide Zahnräder reinigen und/oder in den Extruderzahnrädern hängen gebliebene Fadenreste entfernen. Es ist ratsam, die Zahnräder von Zeit zu Zeit zu inspizieren und alle in den Extruder eingeklemmten Rückstände zu entfernen.
PTFE-Schläuche
Der MINI hat vier PTFE-Schläuche, zwei externe und zwei interne, die von Zeit zu Zeit eine grundlegende Aufmerksamkeit erfordern können. PTFE-Schläuche werden verwendet, um den Filamentstrang von der Spule durch den Extruder bis zur Düse zu führen. Mit der Zeit können sich Filamentreste in den PTFE-Schläuchen ansammeln.
Diese Schläuche sollten sauber und gleichmäßig sein. Wenn sie deformiert sind oder verschlissen aussehen, sollten sie ersetzt werden. Verwenden Sie eine Dose mit Druckluft, um sie zu reinigen. Die Verwendung eines Stückes Massivdraht kann sie innen beschädigen.
 Der Schlauch ganz links hat einen normalen Innendurchmesser, während der Schlauch ganz rechts eine verformte, abgenutzte Spitze aufweist.
Der Schlauch ganz links hat einen normalen Innendurchmesser, während der Schlauch ganz rechts eine verformte, abgenutzte Spitze aufweist.
Zugang zu den PTFE-Schläuchen:
Außenschläuche
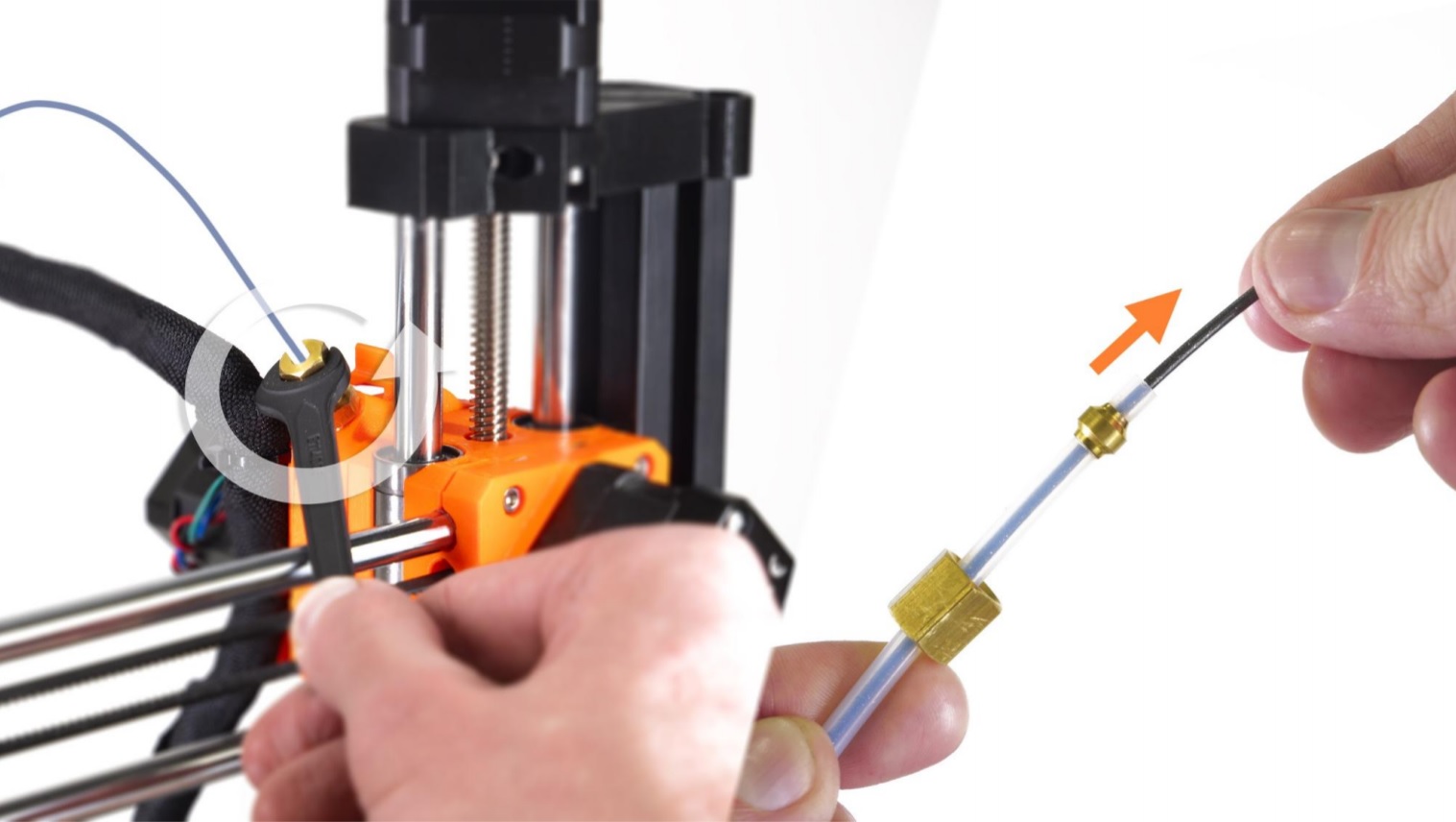
- Der erste Schlauch, in den Sie das Filament laden, das zum Extruder führt, kann von Hand herausgezogen werden. Wenn Sie den ersten Schlauch nicht von Hand herausziehen können, folgen Sie bitte Zugang und Reinigung der Extruderscheibe (MINI/MINI+) zu Schritt 8, um die Schraube M3x12 zu lösen, die ihn sichert.
- Das zweite, längere Hauptbowdenschlauch führt vom Extruder zum Druckkopf. Lösen Sie mit einem Schraubenschlüssel (Größe 10) die Muttern, mit denen er an den Fittings befestigt ist, die sich an beiden Enden befinden.
- Unter jedem Anschluss des Hauptbowdenschlauchs finden Sie einen PTFE-Schlauch. Beide sollten inspiziert werden, wenn Sie Probleme mit der Beladung haben. Der im Extruder befindliche Schlauch ist ein kurzer Schlauch, der den Austritt des Filaments aus dem Extruder unterstützt.
- Der PTFE-Schlauch des Hotends/Druckkopfes muss sauber und leicht komprimiert sein, wenn er innerhalb des Heat Breaks installiert wird. Bitte beachten Sie unsere umfassende illustrierte Anleitung zum Austausch des PTFE-Schlauches im MINI.
Düse
Innerhalb
Wenn Sie eine Verstopfung oder einen Druckfehler haben, müssen Sie unter Umständen ein paar Kaltzüge vornehmen. Auch der Wechsel von PLA zu PETG bei PLA-Temperaturen kann Probleme verursachen. Kaltzüge sollten jede teilweise oder vollständige Verstopfung beseitigen und Sie wieder drucken lassen. Siehe unseren Leitfaden unter Einen Kaltzug auf dem Prusa MINI durchführen. Wenn erwärmt, kann es auch helfen, eine Akupunkturnadel (eine ist im Lieferumfang enthalten) zu verwenden, um das Innere der Düse zu reinigen.
Außerhalb
Wenn Ihre Düse außen mit Kunststoff überzogen ist, kann dies ihre thermischen Eigenschaften beeinträchtigen. Um sie zu reinigen, erhitzen Sie die Düse für 5 Minuten und drücken Sie die Reset-Taste.
Verwenden Sie danach sofort eine kleine Messingbürste, um den alten Kunststoff an der Düse und dem Heizblock zu entfernen. Seien Sie besonders vorsichtig in der Nähe der empfindlichen Drähte der Hotend-Heizung und des Thermistors.
Austausch
Die Düsen verschleißen mit der Zeit, auch wenn nur PLA und PETG gedruckt wird. Wenn Sie versuchen, abrasive Filamente, wie z.B. Stahlfüllungen, mit der Standardmessingdüse zu drucken, wird die Düse schnell zerstört.
Sollten Sie die Düse wechseln müssen, finden Sie hier eine komplette Anleitung, die das gesamte Verfahren sowie einige häufige Fehler, die Sie vermeiden sollten, abdeckt.
Aktualisierung der Firmware
Es ist wichtig, Ihr System aktuell und auf dem neuesten Stand zu halten. Die Firmware wird ständig weiterentwickelt, und neue Funktionen und Betriebsverbesserungen werden auf der Grundlage von Tests und Rückmeldungen unserer Benutzer regelmäßig implementiert. Eine vollständige Anleitung zum Flashen der Firmware finden Sie unter Firmware-Aktualisierung (MINI/MINI+).