Non appena la plastica fusa esce dall'ugello, non è più sotto il preciso controllo del sistema di estrusione. Ci sono quindi due problemi da considerare:
- La stampa deve sempre essere realizzata su uno strato già solidificato, altrimenti la plastica precedentemente estrusa verrà spostata e distorta dal nuovo strato
- Quando si stampano sporgenze o ponti(bridge), è importante bloccare e solidificare la plastica in posizione il più presto possibile. Altrimenti il filamento si affloscerà.
La maggior parte delle stampanti 3D sono dotate di una ventola di stampa dedicata. Mediante la soffiatura dell'aria in corrispondenza del filamento estruso, il raffreddamento può essere notevolmente migliorato. Tuttavia, con alcuni materiali, questo potrebbe in realtà peggiorare le cose e causare deformazioni o la separazione degli strati. PrusaSlicer consente di regolare le impostazioni di raffreddamento per ogni filamento.
Tenere la ventola sempre accesa
La ventola di stampa manterrà sempre almeno una velocità minima. Questa impostazione è tipicamente attivata per la maggior parte dei materiali ad eccezione dell'ABS, ASA, del PC e di alcuni materiali flessibili.
Attivare il raffreddamento automatico
Quando è abilitata, la ventola di raffreddamento e la velocità di stampa cambieranno durante la stampa in base alle impostazioni riportate di seguito. La descrizione del testo sottostante si aggiornerà ad ogni cambiamento delle impostazioni di raffreddamento e spiegherà in dettaglio il comportamento di raffreddamento risultante.
Quando è disabilitata, la ventola di stampa funzionerà ad una velocità fissa per tutto il tempo definito da Velocità ventola - Min con l'eccezione dei bridge, che possono ancora essere definiti tramite Velocità ventola Bridge.
Impostazioni ventola
Velocità ventola
È possibile impostare la velocità Minima e Massima in valore percentuale dei RPM massimi della ventola (giri per minuto).
Il valore Massimo verrà usato quando il tempo di stampa del layer è inferiore al valore Rallenta se il tempo di stampa del layer è inferiore a.
Il valore Minimo verrà usato quando il tempo di stampa del layer è inferiore al valore Attiva ventola se il tempo di stampa del layer è inferiore a.
Se il tempo di stampa del layer è compreso tra questi due valori, la velocità della ventola funzionerà proporzionalmente ad una velocità compresa tra il valore Minimoe Massimo.
Tutto questo può sembrare un po' confuso, ma è possibile utilizzare la descrizione del testo di aggiornamento in tempo reale sopra le impostazioni della ventola, che si spera renderà tutto più chiaro. Prova a cambiare i valori e vedi come cambia la descrizione.
Velocità ventola Bridge
Sovrascrive la velocità della ventola con il valore impostato quando si stampano bridge (ponti) e sporgenze. Di solito si imposta un valore più alto rispetto alla stampa normale.
Disattiva ventola per i primi X layer
Il raffreddamento dei primissimi layer solitamente non è necessario, in quanto il filamento viene steso su una superficie piatta. Con molti filamenti, si potrebbe anche voler saltare il raffreddamento per qualche altro primo strato (tipicamente tra 1-5) per evitare che la stampa si deformi e si stacchi dal piano di stampa, il che porterebbe inevitabilmente ad una stampa rovinata.
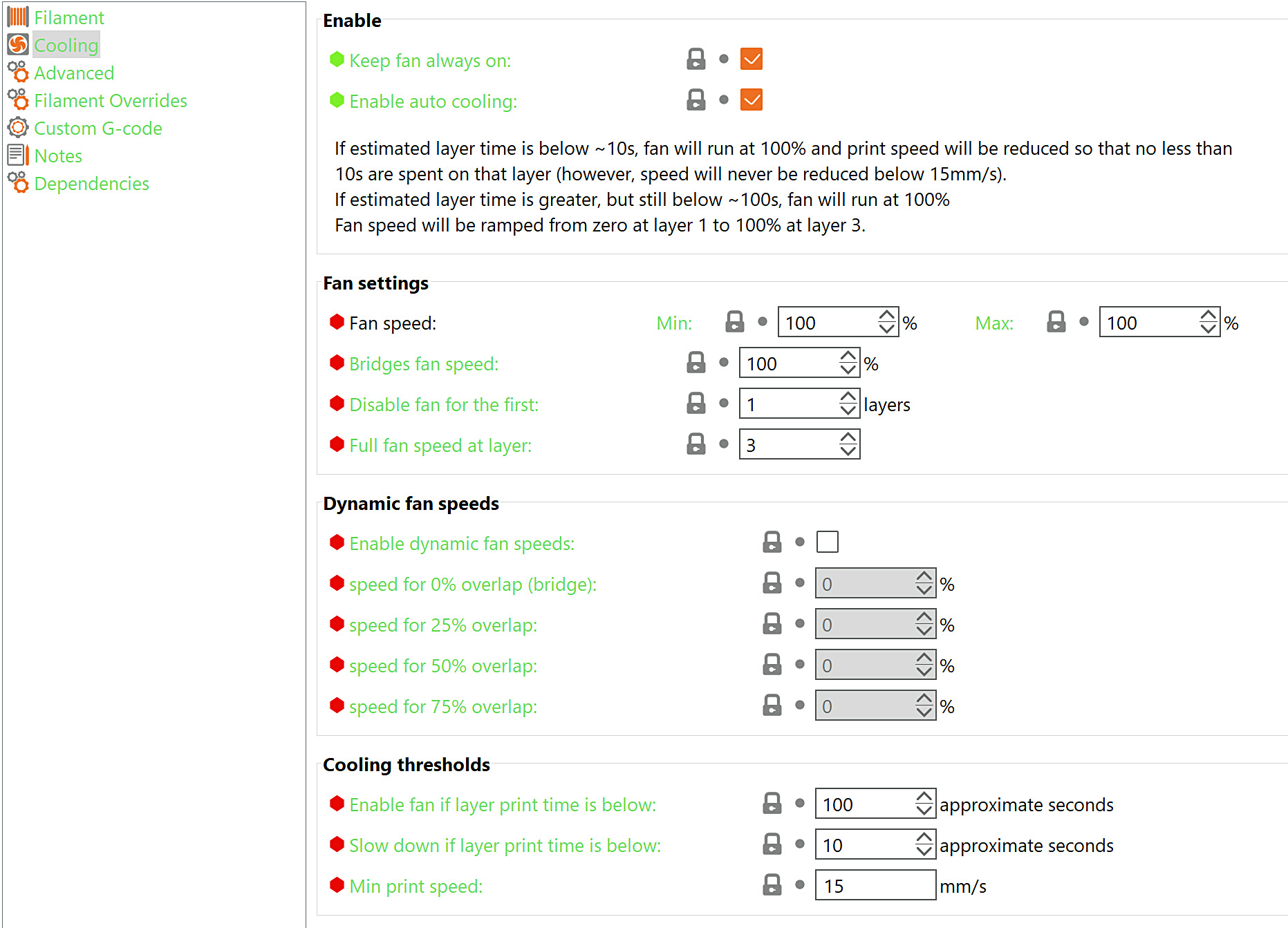
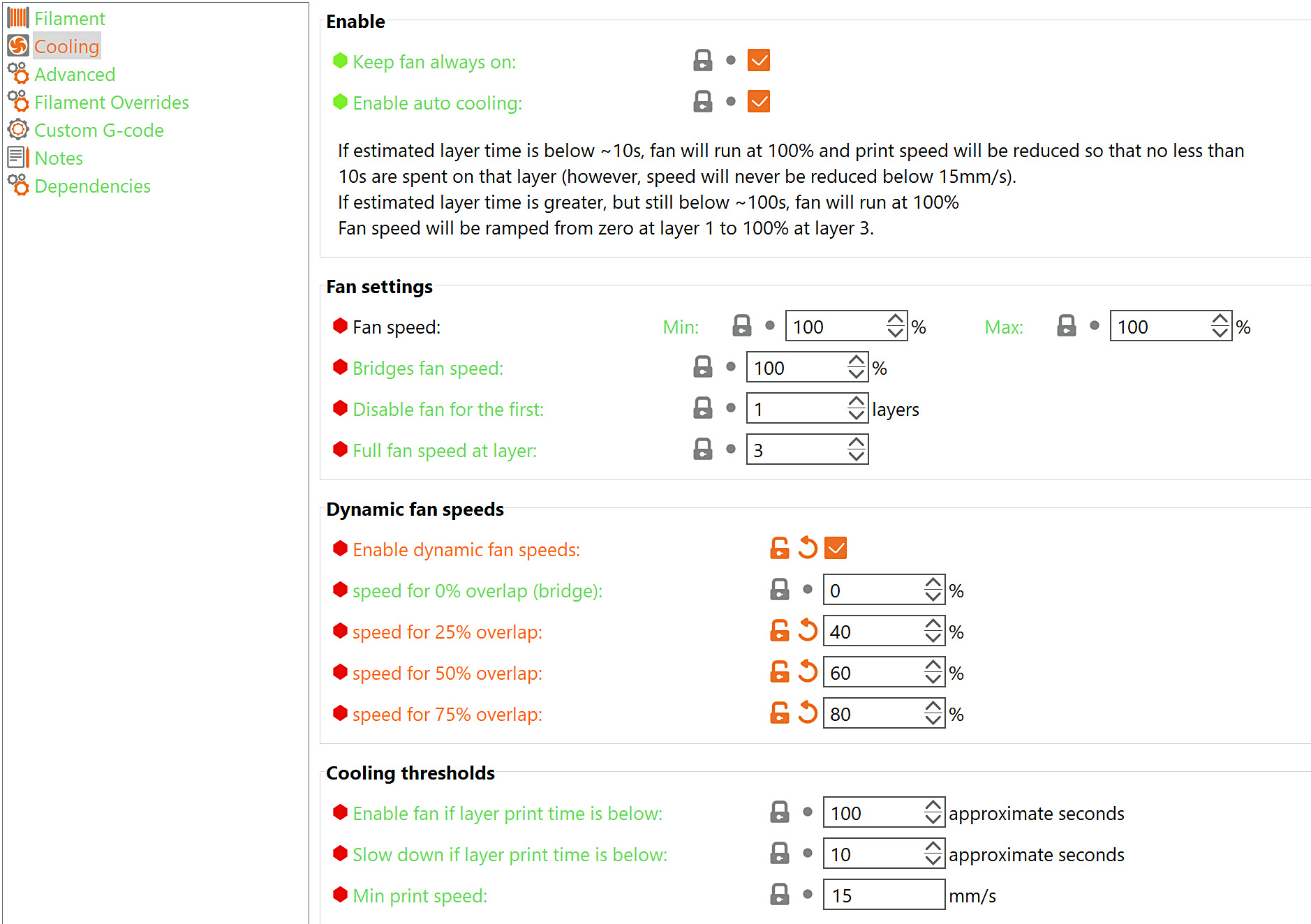
Velocità dinamiche della ventola
L'impostazione abilita e controlla la velocità dinamica e variabile della ventola in funzione della percentuale di sovrapposizione.
La percentuale di sovrapposizione rappresenta la sovrapposizione dell'estrusione con il livello precedente. Una sovrapposizione del 100% rappresenta una sovrapposizione completa (nessuna sporgenza), mentre una sovrapposizione dello 0% rappresenta una sporgenza completa (estrusione galleggiante, ponte).
The input fan speed values represent the percentage of the fan's max RPM.
Fan speeds for overhang sizes in between are calculated via linear interpolation.
Soglie di raffreddamento
Attiva ventola se il tempo di stampa del layer è inferiore a
Se il tempo di stampa del layer è stimato al di sotto di questo numero di secondi, la ventola di stampa sarà abilitata e la sua velocità sarà calcolata interpolando tra la velocità Min e Max.
Rallenta se il tempo di stampa del layer è inferiore a
Se il tempo di stampa del layer è stimato al di sotto di questo numero di secondi, la velocità dei movimenti di stampa sarà rallentata per estendere la durata a questo valore. Il rallentamento viene effettuato scalando le velocità di stampa, quindi alcuni movimenti saranno comunque più veloci di altri.
Velocità minima di stampa
La velocità minima a cui PrusaSlicer ridurrà le velocità. Stampare a velocità estremamente basse per periodi di tempo prolungati potrebbe portare a problemi come lo slittamento termico.
Tieni presente che alzando troppo questo valore, si può invalidare parzialmente il tempo minimo di stampa del layer impostato sull'opzione Rallenta se il tempo di stampa del layer è inferiore a, poiché anche quando si stampa a questa velocità minima, il tempo del layer potrebbe essere più breve del valore impostato.