Su Original Prusa XL, la regolazione della tensione ottimale della cinghia è fondamentale per ottenere una buona qualità di stampa. Una cinghia allentata può causare Scostamento dei layer, Ghosting, o altre anomalie di stampa, come la formazione di forme irregolari anziché di un cerchio perfetto. Una cinghia troppo tesa può causare un movimento irregolare sugli assi X e Y.
La geometria di Original Prusa XL è CoreXY: ha due cinghie per gli assi XY.
Allineamento
È fondamentale che l'allineamento tra i lati destro e sinistro sia perfetto. L'asse X deve raggiungere contemporaneamente entrambi i lati delle parti stampate anteriori.
Per la procedura, assicurarsi che i motori passo-passo siano disabilitati. Ciò può essere fatto spegnendo la stampante o tramite il menu LCD -> Controllo -> Disabilita Motori.
A mano, spostare il tool-changer o Nextruder nella posizione più avanzata dell'asse Y, e al centro dell'asse X.
Verificare l'allineamento stringendo il gantry CoreXY e la parte stampata ad angolo, prima da un lato e poi dall'altro. Le parti non devono presentare alcun gioco. In caso di allineamento perfetto, la prova di schiacciamento su entrambi i lati sarà come premere tra loro due oggetti solidi.
Se c'è un disallineamento, il test di compressione rivela un gioco nell'angolo anteriore. In questo caso, allentare leggermente la cinghia su entrambi i lati finché il portale non è allineato. Allentare la vite di tensionamento dell'angolo con maggiore gioco rispetto all'altro.
Ripetere la procedura e le prove di compressione fino a ottenere un allineamento perfetto.
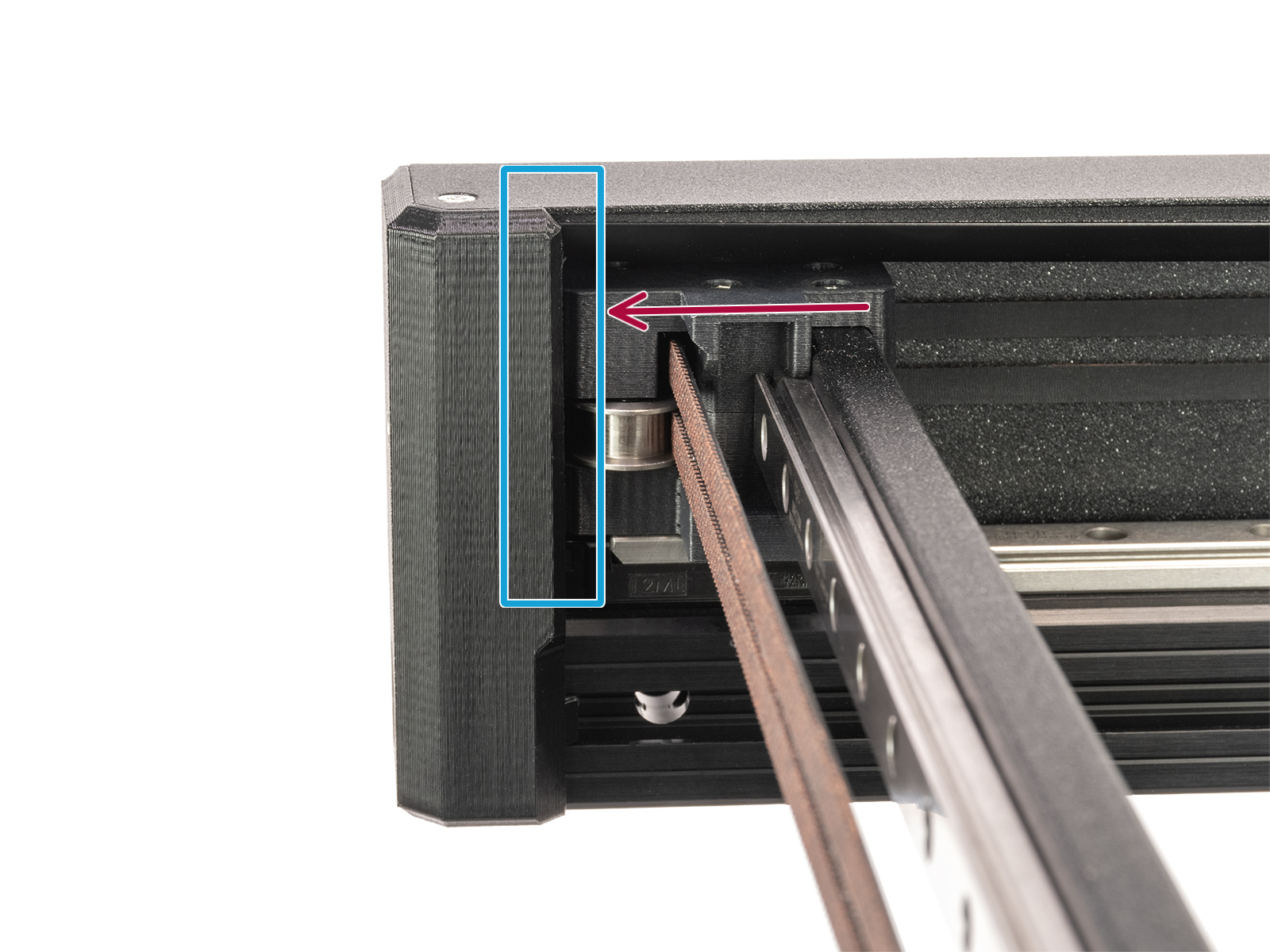
L'immagine a destra mostra il meccanismo dietro la vite di tensionamento. Stringendo la vite, il tenditore viene spinto verso la parte anteriore e la cinghia risulta più tesa su quel lato.
 |  |
Accordatore della cinghia
Abbiamo disponibile il nostro accordatore della cinghia. L'applicazione determina la tensione della cinghia misurando la frequenza della vibrazione generata suonando la cinghia. Segui le istruzioni del video qui sotto per regolare la cinghia.
Torre di Homing
We prepared a specific homing tower, to visualize possible issues with the belt tension and have the possibility to correct them on the spot.
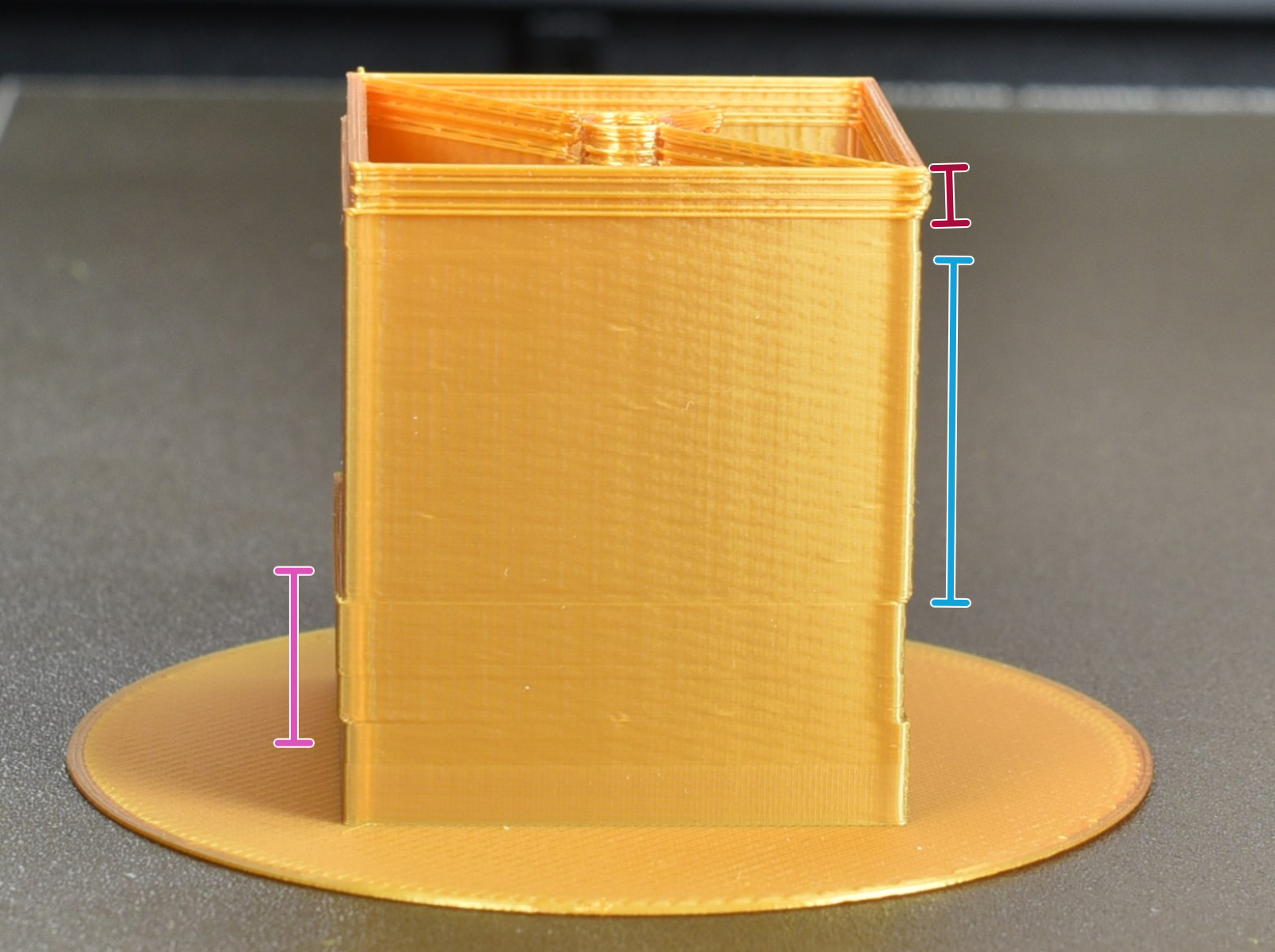
Nel caso in cui la cinghia è lenta, la torre avrà una finitura non uniforme, con materiale sparso sulle pareti invece di una finitura liscia. Senza interrompere la stampa, stringi le viti di entrambi i binari dell'asse Y di mezzo giro.
Se la finitura della stampa non migliora completamente, ripeti la procedura un'altra volta, fino a quando la torre di homing non avrà una finitura consistente e liscia.
Una cinghia troppo tesa può essere causa di scostamento dei layer.
Una volta che la torre presenta una finitura liscia, allenta leggermente le stesse viti e osserva se questo migliora ulteriormente la torre. Ripeti la procedura fino a quando la torre non avrà una finitura ideale.
