Czym jest prasowanie i jak działa?
Prasowanie (ang. "ironing" i ta nazwa jest często spotykana na grupach i forach) wygładza płaską górną powierzchnię drukując specjalną, cienką warstwę zwartego wypełnienia na tej samej wysokości.
Nagrzana dysza, poruszając się po wydrukowanej wcześniej górnej warstwie, wygładza wszelkie kawałki plastiku, które mogły zostać wypchnięte do góry. W trakcie prasowania wytłaczana jest również niewielka ilość materiału, który wypełnia szczeliny. Rozstaw linii prasowania jest zazwyczaj ułamkiem średnicy dyszy, co oznacza, że dysza przejdzie kilka razy ponad tym samym punktem. Kąt prasowania to stałe 45 stopni względem linii górnej warstwy, ponieważ taki kierunek zapewnia najlepsze rezultaty.

Wady
Główną wadą jest zwiększony czas drukowania, ponieważ drugie przejście zwartego wypełnienia górnej warstwy jest wykonywane z bardzo małym odstępem między ścieżkami. W podglądzie zobaczysz czas potrzebny na prasowanie.
Jeśli prasujesz warstwę o dużej powierzchni, niektóre drukarki mogą wykazywać przenikanie ciepła (tzw. "heat creep"), prowadzące do zatykania hotendu, ponieważ podczas tego procesu wytłaczanie jest bardzo niewielkie i powolne. Może to powodować problemy głównie podczas drukowania PLA, ze względu na niską wytrzymałość temperaturową tego materiału oraz latem, gdy temperatury powietrza są zwiększone.
Kolejną wadą mogą być bardziej poszarpane lub mniej ostre krawędzie. Ścieżki narzędzia są planowane dla niższego wytłaczania, jednak dysza ma ciągle ten sam rozmiar, więc odrobina plastiku może być "przelewana" poza krawędź.
Kiedy użyć prasowania
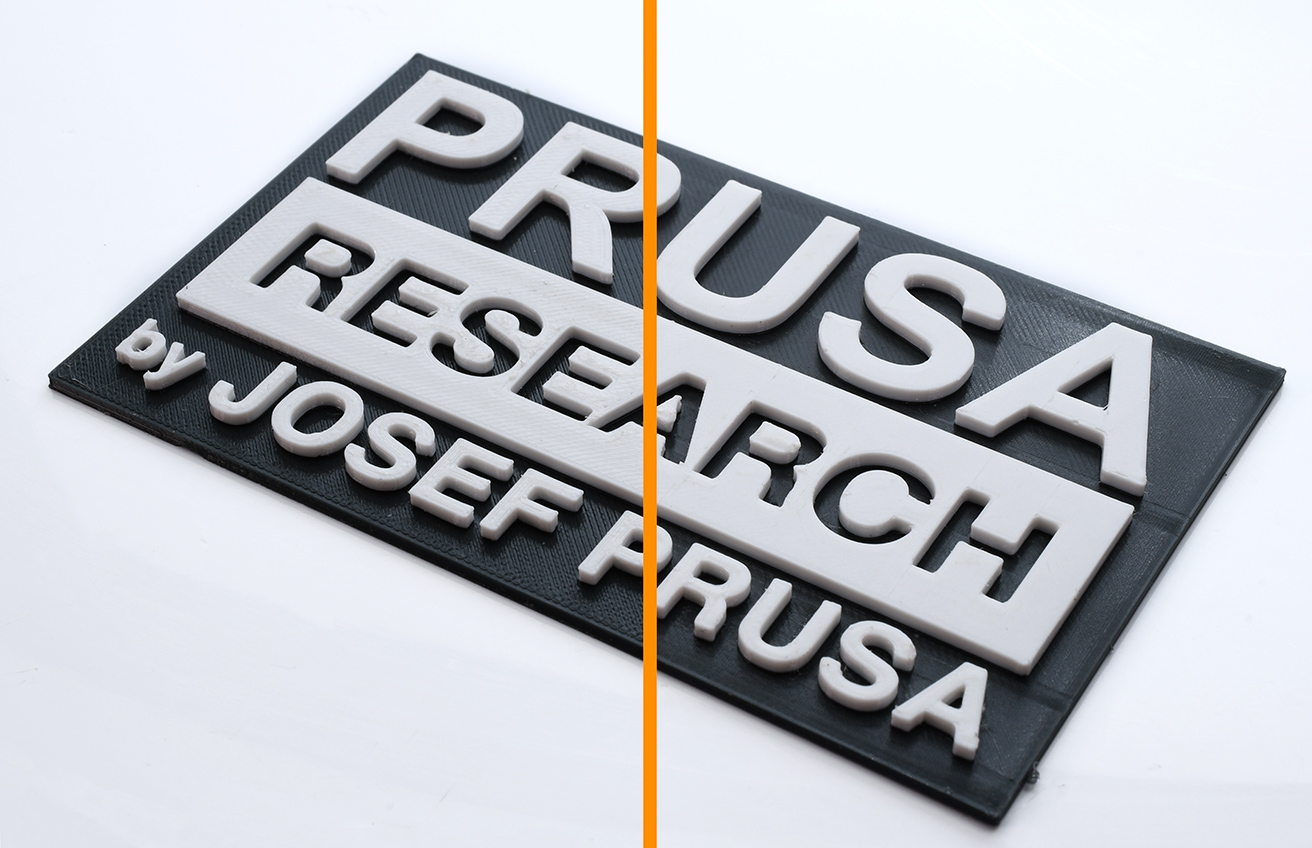
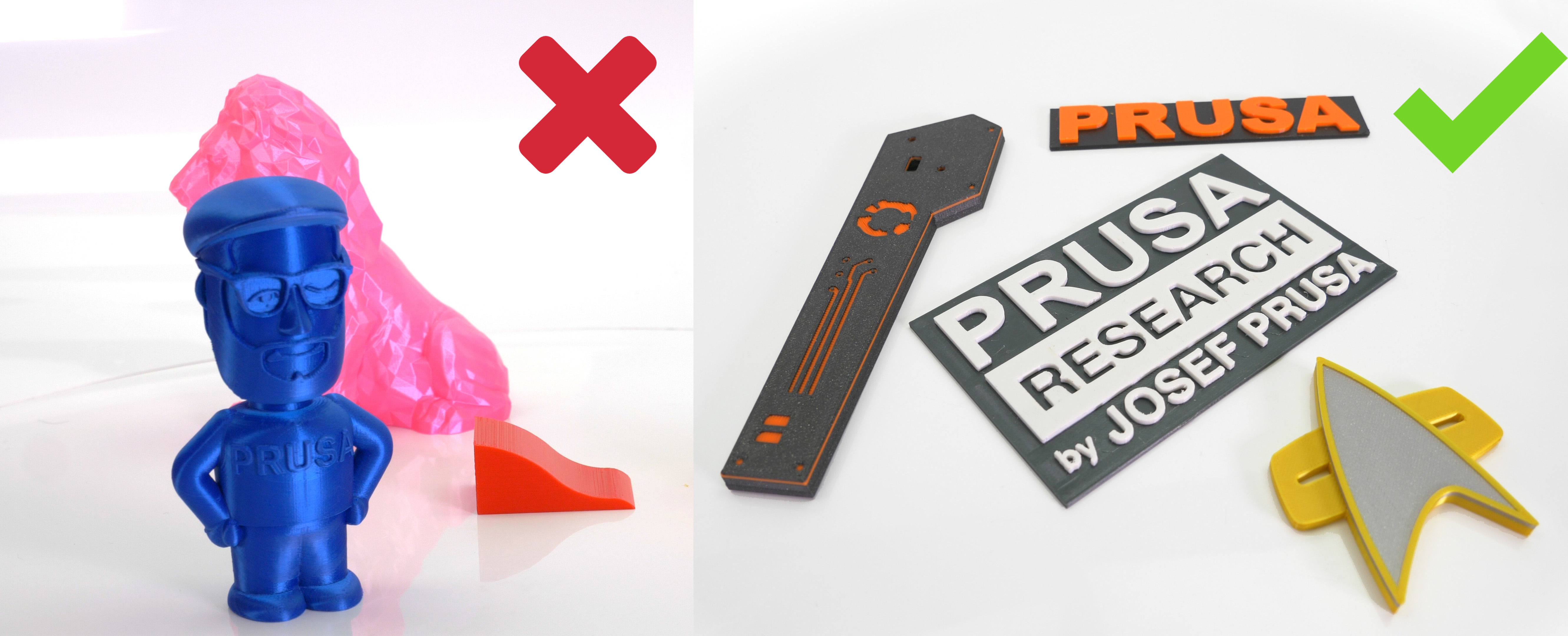
Prasowanie przydaje się przy wydrukach o dużych, płaskich powierzchniach, jak plakietki, loga, przywieszki, pudełka, pokrywki itp.
Może się również przydać, gdy potrzebujesz idealnie płaskich powierzchni, co pozwoli zminimalizować szparę między częściami, które będą ze sobą sklejone.
Kiedy nie używać prasowania
Prasowanie nie sprawdzi się w modelach okrągłych, figurkach oraz innych organicznych kształtach. Nie sprawdzi się również w modelach z powierzchniami płaskimi ustawionymi nierównolegle do powierzchni stołu. Nie będzie mieć jednak żadnego negatywnego wpływu na drukowanie takich modeli - po prostu niepotrzebnie zwiększy czas potrzebny na ich wydrukowanie.

Niektóre modele możesz wydrukować do góry nogami. Warstwa kładziona na stole będzie prawdopodobnie nawet gładsza od wyprasowanej górnej warstwy. Wybierając odpowiednią płytę stołu możesz również nadać powierzchni teksturę.
Wypełnienie monotoniczne jest kolejną funkcją, która poprawia jakość górnych warstw. Użyj tego rodzaju wypełnienia w połączeniu z prasowaniem, aby uzyskać najlepsze rezultaty. Profile dla Original Prusa mają wypełnienie monotoniczne włączone domyślnie dla dolnych i górnych warstw.
Jak włączyć prasowanie
Dla wszystkich modeli
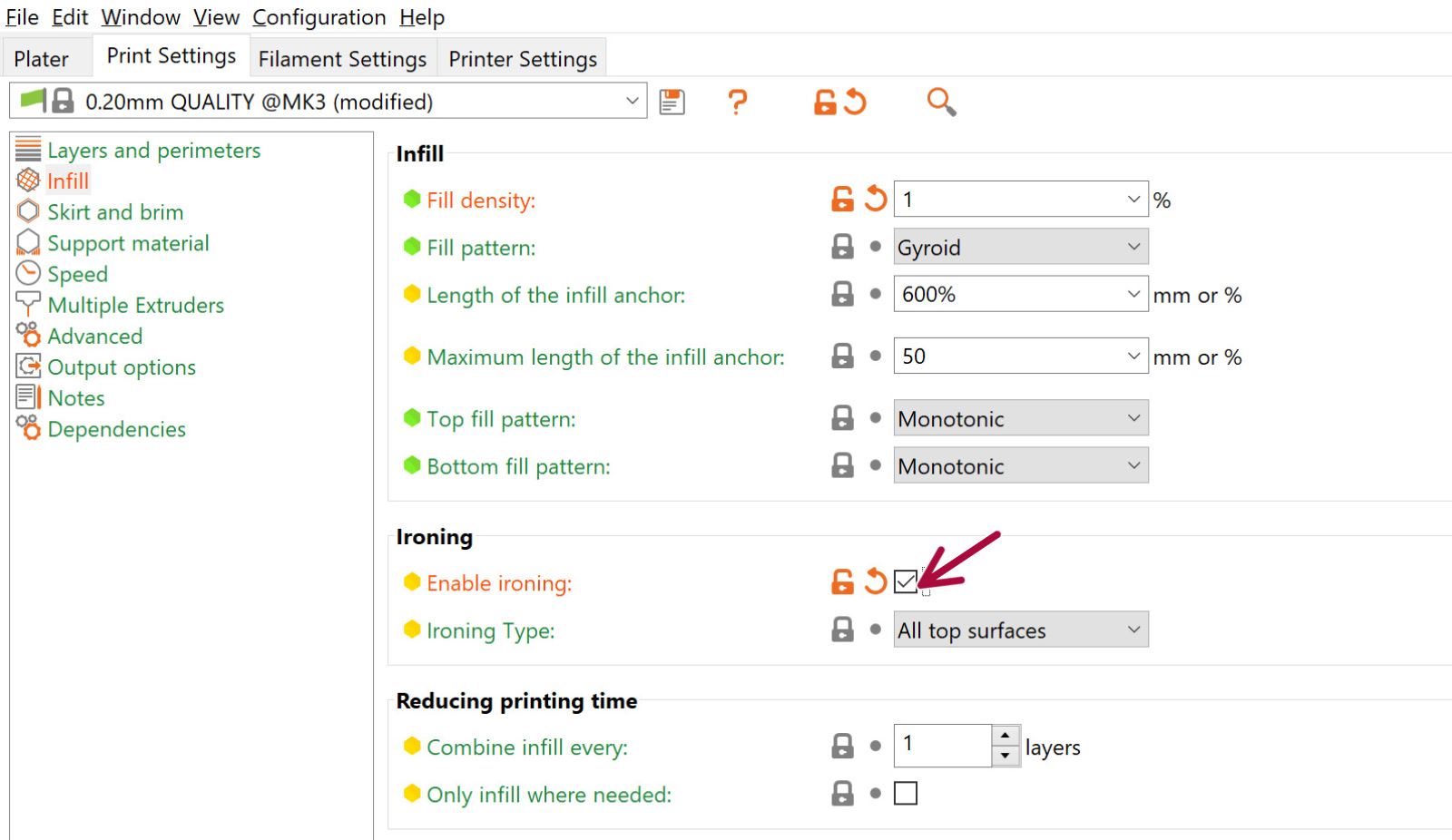
Prasowanie jest niedostępne w trybie prostym, więc przełącz PrusaSlicer w tryb Zaawansowany lub Ekspert. Następnie przejdź do sekcji Ustawienia druku → Wypełnienie → Prasowanie → Włącz prasowanie.
Dla wybranego modelu
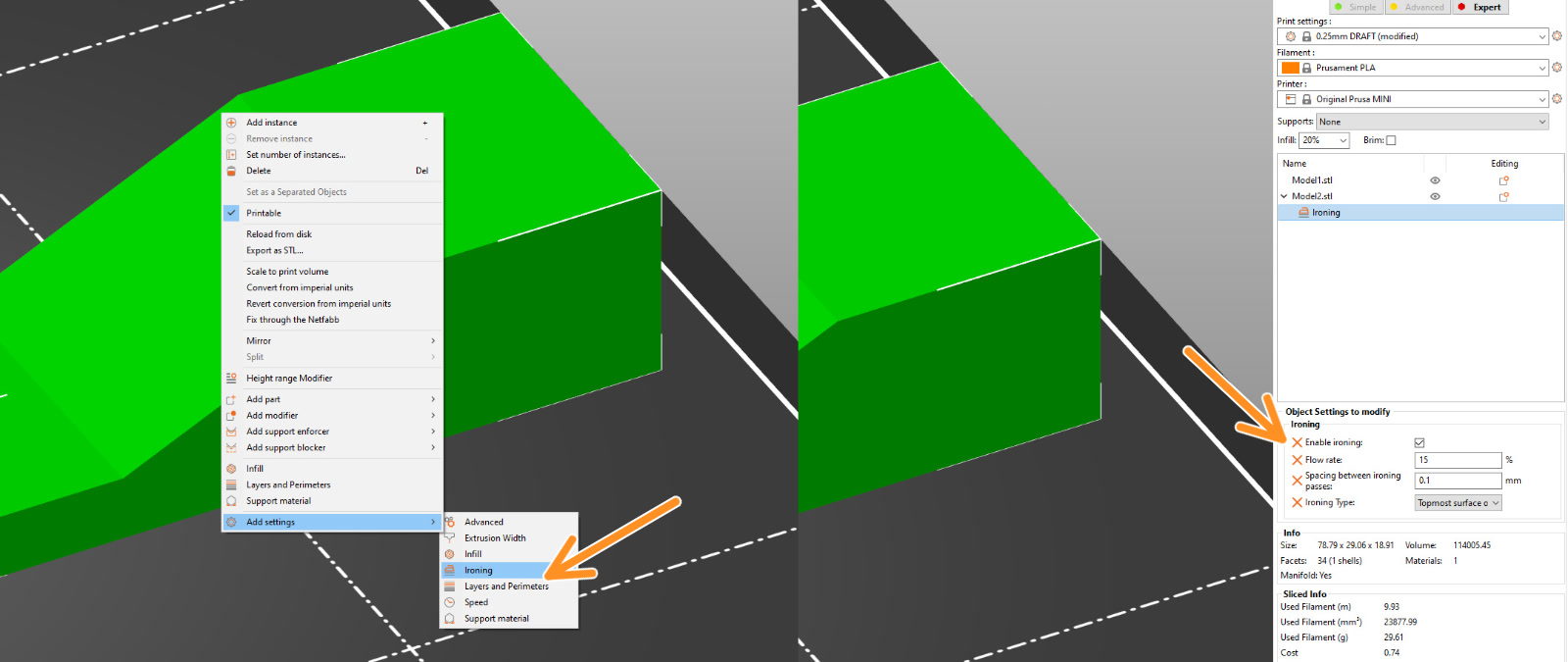
Jeśli chcesz włączyć prasowanie tylko dla jednego modelu, musisz włączyć tryb Ekspert. Kliknij model prawym przyciskiem i z menu kontekstowego wybierz Dodaj ustawienia → Prasowanie. Zaznacz Włącz prasowanie, opcjonalnie możesz również zmienić resztę parametrów, aby dopasować je do konkretnych modeli. Opcje znajdziesz w prawym panelu.
Jeśli masz kilka instancji tego samego modelu, a chcesz włączyć prasowanie tylko dla jednego z nich, musisz najpierw oddzielić go od grupy. Kliknij model prawym przyciskiem i z menu kontekstowego wybierzUstaw jako osobny model. W przeciwnym razie prasowanie zostanie zastosowane do wszystkich modeli, ponieważ dzielą one te same ustawienia.
Modyfikatory
Możesz również użyć modyfikatorów zakresu wysokości lub modyfikatorów kształtu, aby włączyć prasowanie tylko wybranej części modelu (w trybie Ekspert).
Modyfikatory zakresu wysokości
Ponieważ prasowanie działa tylko na płaskich powierzchniach, zasadne jest użycie modyfikatorów zakresu wysokości, aby określić interwał w osi pionowej dla tej funkcji.
- Kliknij model prawym przyciskiem i wybierzModyfikator zakresu wysokości.
- Określ początek i koniec zakresu w prawym panelu
- Kliknij prawym przyciskiem na kółko zębate obok pól zakresu wysokości w prawym panelu
- Wybierz Dodaj ustawienia - Prasowanie
- Zaznacz "Włącz prasowanie" - w prawym panelu pojawi się opcja wyboru prasowania tylko dla obszaru znajdującego się w tym zakresie
Modyfikatory kształtu
- Kliknij model prawym przyciskiem i wybierz Dodaj modyfikator
- Możesz użyć podstawowych kształtów (sześcian, cylinder) lub wybrać opcjęZaładuj..., aby zaimportować własny kształt
- Ustaw modyfikator tak, aby pokrywał się z elementami modelu, które chcesz wyprasować
- Kliknij prawym przyciskiem na kółko zębate obok pól zakresu wysokości w prawym panelu
- Wybierz Dodaj ustawienia - Prasowanie
- Zaznacz "Włącz prasowanie" - w prawym panelu pojawi się opcja wyboru prasowania tylko dla obszaru pokrywającego się z modyfikatorem
Rodzaje prasowania
Wszystkie powierzchnie górne
Dysza wyprasuje górną warstwę każdej powierzchni (ostatnia warstwa każdego z płaskich obszarów).
Tylko najwyżej położona warstwa
Tylko ostatnia (najwyżej położona) warstwa modelu zostanie wyprasowana. Oznacza to, że w przypadku wytłoczonego tekstu (ustawionego równolegle do stołu), tylko wierzch liter zostanie wyprasowany, ale nie przestrzenie między nimi.
Wszystkie zwarte warstwy
Każda drukowana warstwa będzie wyprasowana. Jest to funkcja eksperymentalna, przeznaczona do tworzenia przejrzystych modeli z wypełnieniem 100%.
Przepływ
Przepływ wyrażony w procentowym stosunku do normalnej wysokości warstwy.
Rozstaw linii prasowania
Odstęp między ścieżkami przebiegu dyszy podczas prasowania. Wartość ta powinna być mniejsza od średnicy dyszy, aby mogła ona przejść kilka razy nad każdym punktem warstwy.
Prędkość
Opcja ta nie jest dołączona do pozostałych parametrów prasowania, ale znajduje się w sekcji Ustawienia druku → Prędkość → Prasowanie. Nie wahaj się poeksperymentować z tą opcją, ale ogólnie rzecz biorąc, niższe prędkości sprawdzają się najlepiej.
Kalibracja
Bardzo duży wpływ na efekt prasowania ma dokładna kalibracja ekstrudera. Zbyt mały przepływ spowoduje pozostawienie błyszczących zagłębień, które będą widoczne na górnej warstwie. Zbyt duży, a nadmiar plastiku będzie ciągnięty przez dyszę po całej warstwie, do krawędzi wydruku. Kalibracja jest więc kwestią prób i błędów. Możesz poeksperymentować ze wszystkimi parametrami, czyli z przepływem, rozstawem linii i prędkością dla osiągnięcia najlepszych rezultatów.
Różne materiały
Jeśli chodzi o ustawienia, to nie różnią się szczególnie między materiałami. Prasowanie działa jednak lepiej z niektórymi filamentami.
PLA prasuje się bardzo ładnie, jednak jest podatny na przenikanie ciepła (w zależności od drukarki i temperatury otoczenia).
PETG prasuje się dobrze, jednak istnieje ryzyko zbierania nadmiaru materiału na dyszy. Może on kłębić się na jej powierzchni, ciemnieć od przegrzewania i przyklejać do wydruku. To samo dotyczy materiałów elastycznych, jednak w ich przypadku efekt jest nawet silniejszy.
ASA prasuje się niewiarygodnie dobrze, dając super gładkie powierzchnie.
Próbowaliśmy również prasowania filamentów domieszkowanych drewnem, jednak nie osiągnęliśmy zbyt dobrych rezultatów. Ty możesz mieć jednak inne doświadczenia.
Historia
Idea prasowania została zaprezentowana w 2016 roku przez Hiszpana "Neotko" na forum Ultimakera. Neotko opracował "Neosanding" - wygładzanie górnych powierzchni w Simplify3D drugim przebiegiem zwartego wypełnienia na tej samej wysokości, z zerową lub minimalną ekstruzją, prostopadle do pierwszego przebiegu. "Neosanding" został później wdrożony przez Ultimakera do slicera Cura. Kisslicer wprowadził prasowanie z drobną zmianą: drugi przebieg nie jest prostopadły do pierwszego, ale ustawiony pod kątem 45 stopni. Dzięki temu otrzymujemy lepszy efekt, co sprawdził Jonathan, autor Kisslicera. W PrusaSlicerze zaimplementowaliśmy "Neosanding" opracowany przez Neotko pod kątem 45 stopni, jak w Kisslicerze.
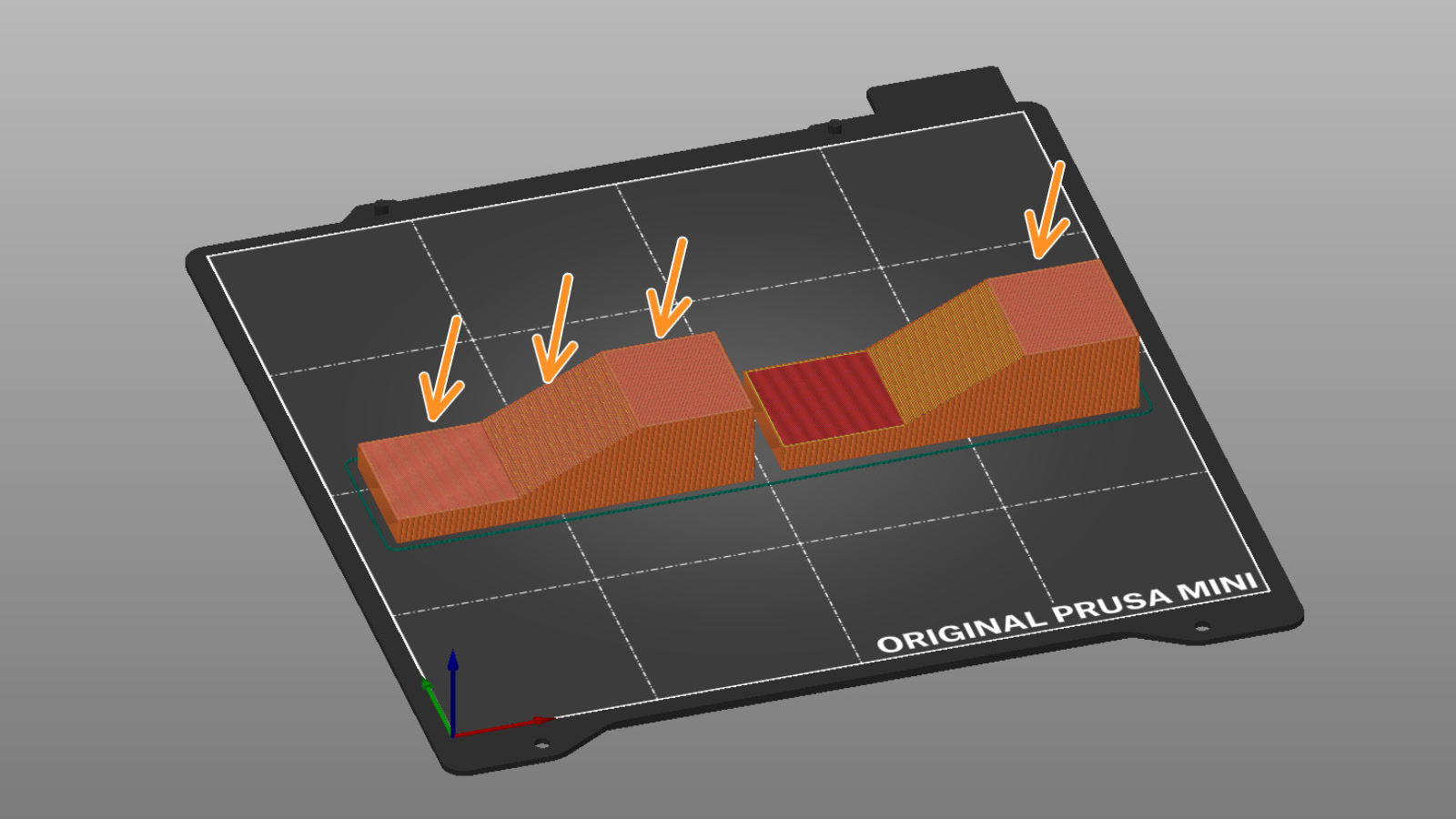
Na prawej kostce widzisz przejście prasowania