Información básica
Descripción
Filamentos flexibles son materiales química y mecánicamente resistentes. Las capas individuales se mantienen fuertemente unidas y hay una gran adherencia a la superficie de impresión (se aplica solo a TPU y TPEE). Debido a estas cualidades, es necesario imprimir en una hoja texturizada o usar un separador especial en la superficie de impresión (barra de pegamento o cinta Kapton). Los filamentos flexibles suele ser material de TPE (elastómero termoplástico), sin embargo, se distribuyen con varios nombres como TPU, TPEE, etc. Por ejemplo, el TPU es básicamente un subtipo de material TPE y la principal diferencia entre TPU y TPE es su dureza Shore. El TPU suele ser de unos 60A-90A en la escala de dureza shore. Generalmente hablando, cuanto más blando es el filamento, más difícil es imprimirlo.
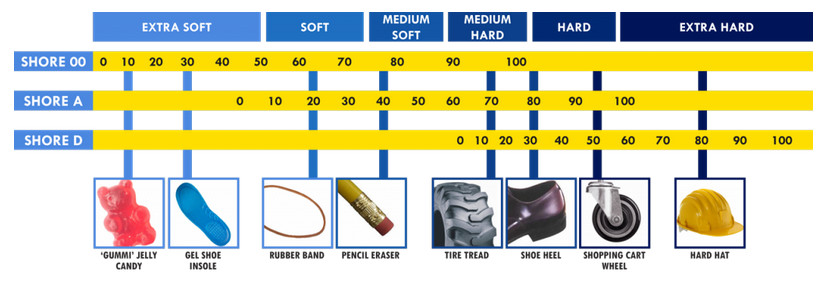 |
| Escala de dureza Shore, fuente: smooth-on.com |
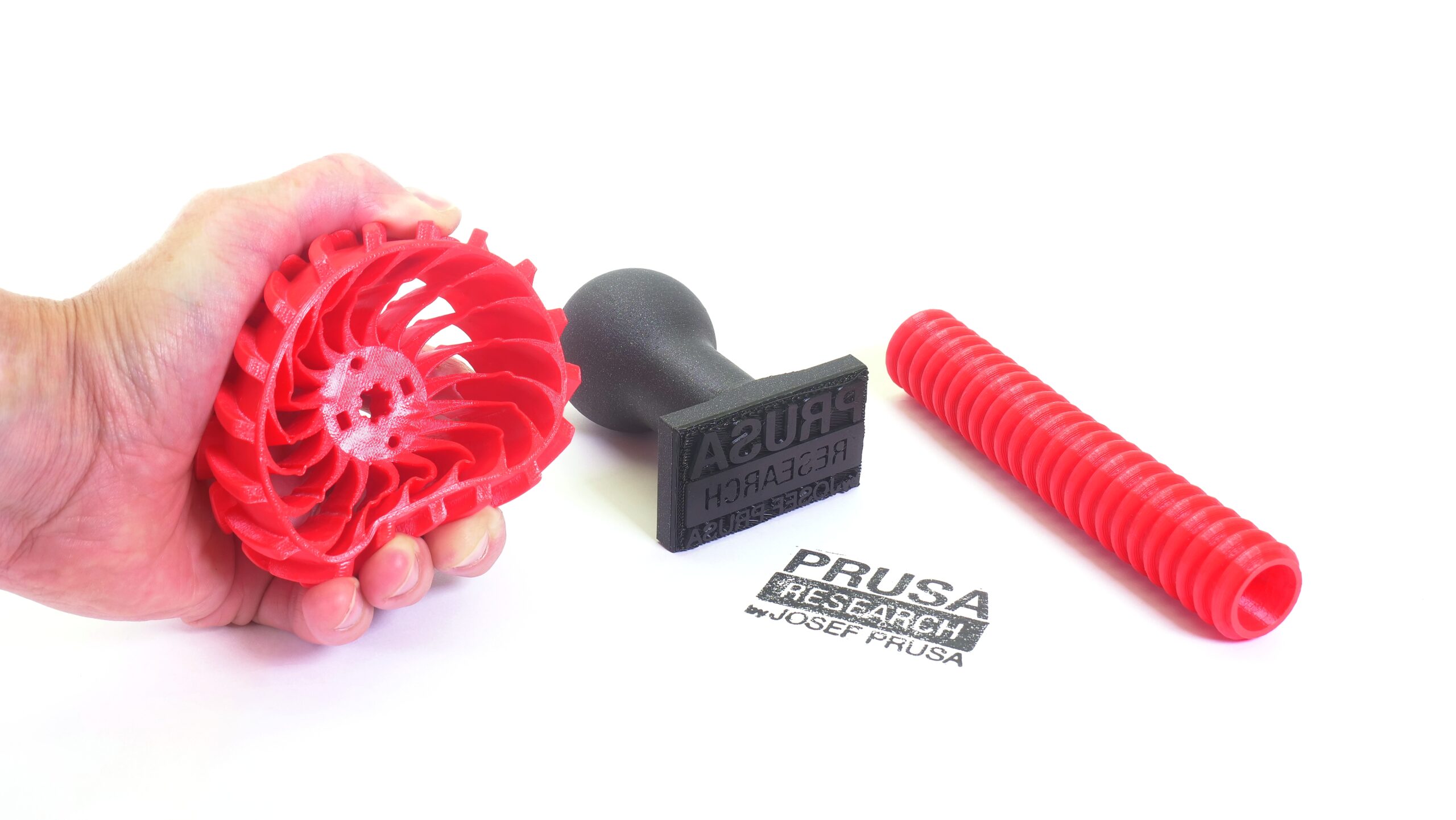
Los filamentos flexibles suelen ser muy resistentes al desgaste (rayado), se mantienen flexibles incluso en ambientes fríos y muestran una gran resistencia frente a diversos disolventes. Las dimensiones son estables, hay poca o ninguna contracción o deformación. La tenacidad y resistencia a la tracción son excelentes: Las piezas impresas en 3D pueden soportar una gran tensión antes de romperse. Estas propiedades lo hacen adecuado para imprimir arandelas espaciadoras y otras piezas de alta tensión. Con la configuración de impresión adecuada, puedes imprimir sellos, neumaticos RC, suelas de zapatos, cinturones, etc.
La impresión con filamentos flexibles se recomienda solo para fabricantes experimentados, considerando varios desafíos durante la impresión. Estamos hablando de obstrucciones frecuentes de las boquillas, características de puentes y voladizos deficientes, filamentos enredados en los engranajes de la extrusor, hilos y goteo.
Para comparar las propiedades de los materiales soportados, consulta nuestra Tabla de materiales.
|
Pros |
Contras |
|---|---|
|
✔ Flexibilidad y tenacidad |
✖ Dificultad de impresión alta |
|
✔ Estabilidad dimensional (baja contracción) |
✖ Baja velocidad de impresión |
|
✔ Buena adherencia de capa |
✖ Muy malos puentes y voladizos |
|
✔ Alta resistencia mecánica y química |
✖ Remoción de soporte difícil |
|
✖ Encadenamiento | |
|
✖ Material higroscópico (absorbe la humedad) |
Mejor uso
El mejor uso del filamento flexible es para imprimir arandelas espaciadoras y otras piezas de alta tensión. Con la configuración de impresión adecuada, puedes imprimir sellos, neumáticos RC, suelas de zapatos, cinturones, etc.
Reglas importantes para una impresión exitosa con filamentos flexibles
- Asegúrate de que la boquilla no esté obstruida.Si no estás seguro, tira en frío para limpiarlo por completo.
- Afloja la polea para que los engranajes empujen el filamento muy suavemente. Si presionas demasiado, el filamento puede enredarse en los engranajes.
- Si imprimes en una lámina lisa o satinada, aplica una capa de separación sobre ella (la barra de pegamento o la cinta Kapton deberían funcionar). Las láminas con recubrimiento texturizado no necesitan ninguna capa de separación: la impresión se adhiere bien y se puede quitar fácilmente sin dañar la superficie.
- Imprime lentamente. Cuanto más lento, mejor. Una velocidad típica para los filamentos flexibles suele ser de 20 mm / s, la velocidad máxima recomendada está entre 30 y 40 mm / s. Con velocidades más altas, corre el riesgo de atascar la boquilla o enredar el filamento en los engranajes. Para las impresoras Originales Prusa, recomendamos usar los perfiles “Semiflex o Flexfill 98A” o “Filatech FilaFlex40” que tengan la configuración de velocidad adecuada.
- Aumenta la temperatura de la boquilla en 5 °C, esto reducirá la resistencia del filamento. Mantengas apagado el enfriamiento de la impresión.
- Mantén el filamento seco. Los filamentos flexibles tienden a absorber la humedad y pueden ser difíciles de imprimir cuando están mojados.
Consejos para imprimir correctamente
Configuración de flexibilidad y segmentación
¿Necesitas una mejor resistencia mecánica? Establece más relleno y perímetros en PrusaSlicer. Pero si necesitas conservar la flexibilidad del material, intenta reducir el número de perímetros y capas superior o inferior. Sin embargo, tengas en cuenta que los filamentos flexibles no son buenos para puentes y voladizos. Una combinación de capas delgadas y un puente deficiente pueden provocar agujeros y protuberancias desagradables.
Retracciones
Si usas un programa diferente al PrusaSlicer, intenta ajustar un poco las retracciones. Con retracciones más bajas, menor riesgo de obstruir la boquilla o enredos de filamentos. Está bien apagar las retracciones completamente y luego trata de aumentar y ver los resultados.
Imprimiendo Soportes
Los soportes pueden necesitar más espacio en el eje Z. Intenta aumentarlo a 0,3 mm. Los soportes que están más cerca del modelo pueden adherirse a él con demasiada fuerza y pueden ser difíciles de quitar. Aumenta la separación XY entre un objeto y el soporte a menos del 100%.
Sensor de filamento
Recuerda que el cambio automático de filamentos puede no funcionar correctamente con filamentos flexibles.
¿Quieres saber más sobre la impresión con filamentos flexibles? Consulta nuestro artículo de blog.
Filamento flexible
La Original Prusa XL tiene un largo recorrido desde la carga hasta la boquilla del extrusor. Debido a su suavidad, los filamentos flexibles necesitan una atención especial cuando se cargan en esta impresora. Para ello, sigue las instrucciones del siguiente vídeo:
Impresiones de muestra
|
|

|
| Sellos, mangueras y llantas | Ejemplo de flexibilidad de filamentos |

|

|
| Neumáticos RC | Funda protectora para GoPro y teléfono |