Le réglage de la vitesse volumétrique maximale (MVS), parfois appelé AutoSpeed, est l'une des fonctionnalités les plus puissantes de PrusaSlicer. La MVS est la quantité maximale de plastique (mm³/s) que votre hotend peut faire fondre de manière fiable. Considérez cela comme un limiteur de vitesse : PrusaSlicer autorise les vitesses demandées lorsque cela est sans danger, et ne les réduit que lorsque la tête d'impression serait sollicitée pour faire fondre plus que ce qu'elle ne peut supporter.
Avec la MVS correctement configurée, vous n'avez pas besoin de calculer manuellement les vitesses sûres pour chaque combinaison buse/hauteur de couche. La MVS n'augmente jamais votre vitesse, elle ne peut que la réduire.
Cela donne aux utilisateurs de PrusaSlicer une avantage significatif. Au lieu d'essayer de calculer des plages de vitesses pour des combinaisons de tailles de buses, de hauteurs de couches ou de largeurs d'extrusion, vous pouvez spécifier les vitesses et les réglages souhaités, puis laisser la MVS réguler les vitesses au moment du découpage si nécessaire.
Qu'est-ce qui détermine la vitesse d'impression finale ?
Lors de l'impression, chaque mouvement d'extrusion se conforme à plusieurs limites. La plus restrictive d'entre elles sera utilisée :
- Vitesse par fonctionnalité : votre vitesse configurée pour chaque type d'extrusion dans Réglages d'impression - Vitesse (par exemple, vitesse de périmètre, vitesse de remplissage, vitesse de pont). Définir l'une de ces valeurs à 0 mm/s active le calcul automatique de la vitesse pour ce type (voir Autospeed).
- Vitesse volumétrique maximale : si la vitesse demandée dépasse la vitesse maximale autorisée (MVS), elle est réduite. Les extrusions plus larges/plus hautes sont davantage ralenties. Le calcul utilisé pour la vitesse maximale est Vitesse maximale = MVS / aire de la section transversale. PrusaSlicer utilise un modèle de section transversale en forme de stade pour un calcul précis du volume.
- Surplomb & refroidissement : la vitesse des périmètres en surplomb est réduite en fonction de leur degré de manque de support.
- Temps de refroidissement de couche : Si la durée totale de chaque couche est trop courte, toutes les vitesses sont réduites proportionnellement. La vitesse la plus basse possible est celle définie par la Vitesse d'impression minimale.
MVS d'impression vs MVS du filament
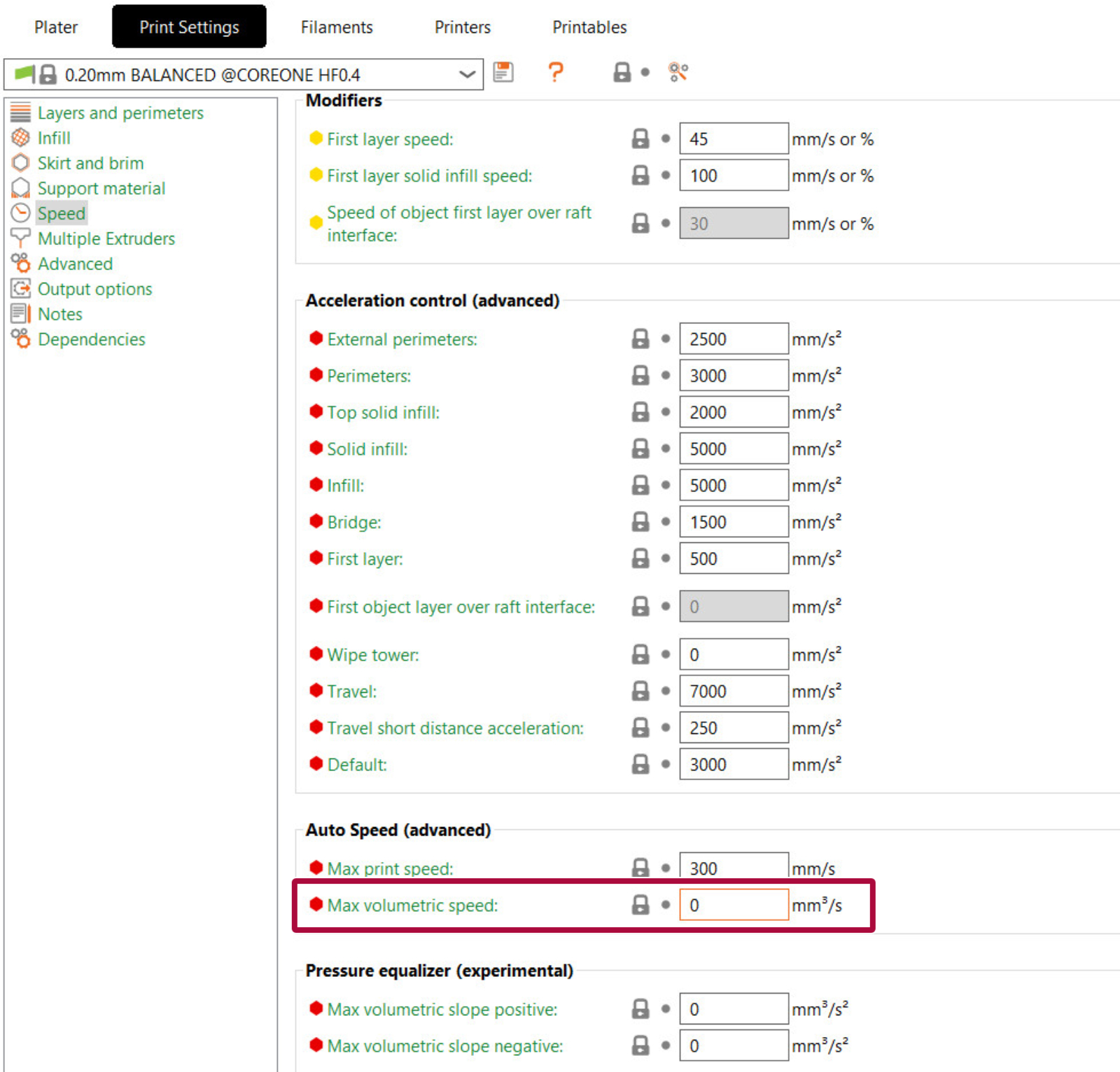
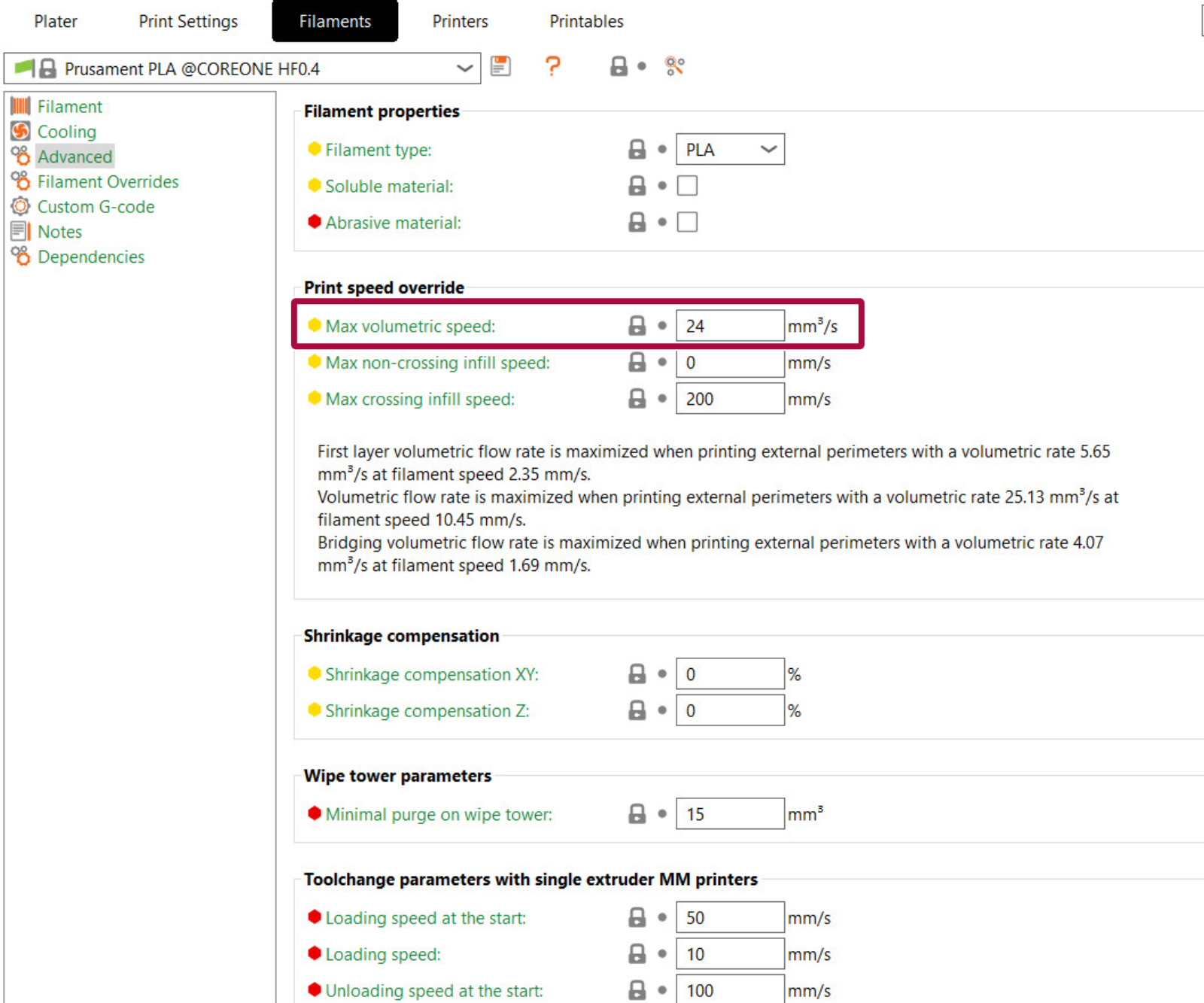
Il est possible de configurer la MVS à deux endroits dans PrusaSlicer : Réglages d'impression -> Vitesse -> Vitesse volumétrique maximale et Réglages du filament -> Avancé -> Vitesse volumétrique maximale. La valeur choisie sera toujours la plus basse des deux. Définir l'une ou l'autre à 0 désactive cette limite et utilise l'autre.
 |  |
Vitesse automatique
Définir les réglages de vitesse d'impression (par exemple, vitesse des périmètres, vitesse de remplissage) sur 0 mm/s active la vitesse automatique pour ce type d'extrusion. La MVS cesse d'être un simple frein et devient la base de calcul de la vitesse.
PrusaSlicer détermine la plus petite section d'extrusion parmi tous les types d'extrusion avec une vitesse réglée sur 0, puis la multiplie par la vitesse d'impression maximale (qui se trouve dans Réglages d'impression -> Vitesse -> Vitesse d'impression maximale), et limite le résultat avec la MVS. Chaque extrusion reçoit alors : "vitesse volumétrique cible / sa section transversale". Les extrusions plus fines s'impriment plus vite, les plus épaisses plus lentement. Notez que la vitesse d'impression maximale n'est utilisée qu'en mode vitesse automatique et qu'elle n'a aucun effet lorsque les vitesses sont différentes de zéro.
La vitesse automatique s'active par type d'extrusion. Par exemple, en définissant la vitesse de remplissage sur 0, seul le remplissage est calculé automatiquement, tandis que les périmètres conservent leur valeur configurée.
Notez que les extrusions de lissage sont exclues du calcul.
Choix de la MVS
La bonne valeur de MVS dépend de votre hotend et du matériau que vous imprimez avec. Commencez prudemment et augmentez progressivement. Signes d'une valeur MVS trop élevée : cliquetis de l'extrudeur, sous-extrusion à haute vitesse, mauvaise adhérence des couches.
La MVS effective est limitée par le maillon faible, soit la hotend, soit le matériau. Configurez chaque réglage dans son profil respectif, et PrusaSlicer utilisera la valeur la plus basse.
Filaments
Différents matériaux de filament ont des caractéristiques différentes. La viscosité, la rigidité et d'autres facteurs peuvent réduire considérablement le débit effectif.
| Filament | Plage typique de MVS | Remarques |
|---|---|---|
| PLA | 12–20 mm³/s | Facile à faire fondre, flux plus élevé possible |
| PETG | 8–15 mm³/s | Légèrement plus visqueux que le PLA |
| ABS/ASA | 10–16 mm³/s | Similaire au PETG |
| TPU | 2–5 mm³/s | Les filaments flexibles nécessitent un très faible flux |
| PC | 6–10 mm³/s | Viscosité élevée, fusion lente |
| PA (Nylon) | 8–12 mm³/s | Varie considérablement selon le mélange |
Hotend
| Hotend | Plage typique de MVS |
|---|---|
| Standard tout métal (par exemple, E3D V6, Prusa MK3 d'origine) | 8–12 mm³/s |
| Prusa Nextruder (MK4/XL) | 15–20 mm³/s |
| Buses à haut débit (CHT, Bondtech CHT) | 20–35 mm³/s |
| Hotend à haut débit (Revo High Flow, Rapido HF) | 25–40 mm³/s |
Diamètre de la buse
Intuitivement, il peut sembler que le diamètre de la buse ne devrait pas affecter la quantité maximale de plastique que la hotend peut chauffer dans un laps de temps donné. Cependant, avec des buses plus larges, vous pouvez augmenter légèrement la MVS en raison d'une résistance mécanique plus faible - en gros, il est un peu plus facile pour le filament de passer à travers la buse.
Et vice-versa, avec des buses plus fines, vous devrez diminuer un peu la MVS.
C'est une conséquence souvent négligée du MVS. Lorsque vous utilisez une buse de grand diamètre et une hauteur de couche très élevée, par exemple une buse de 0,8 mm et une hauteur de couche de 0,5 mm, votre vitesse d'impression va en effet être plafonnée par la MVS. Cela est inutile à moins que vous n'installiez une hotend plus puissante sur votre imprimante. Si vous remarquez dans l'aperçu que votre vitesse est limitée par la MVS, vous pouvez essayer d'augmenter la température de la buse et d'augmenter légèrement la MVS. Toutefois, il est peut-être temps de simplement réduire la hauteur de la couche. Vous obtiendrez plus de détails sans augmenter le temps d'impression car l'imprimante pourra imprimer plus rapidement.
Aperçu de la MVS
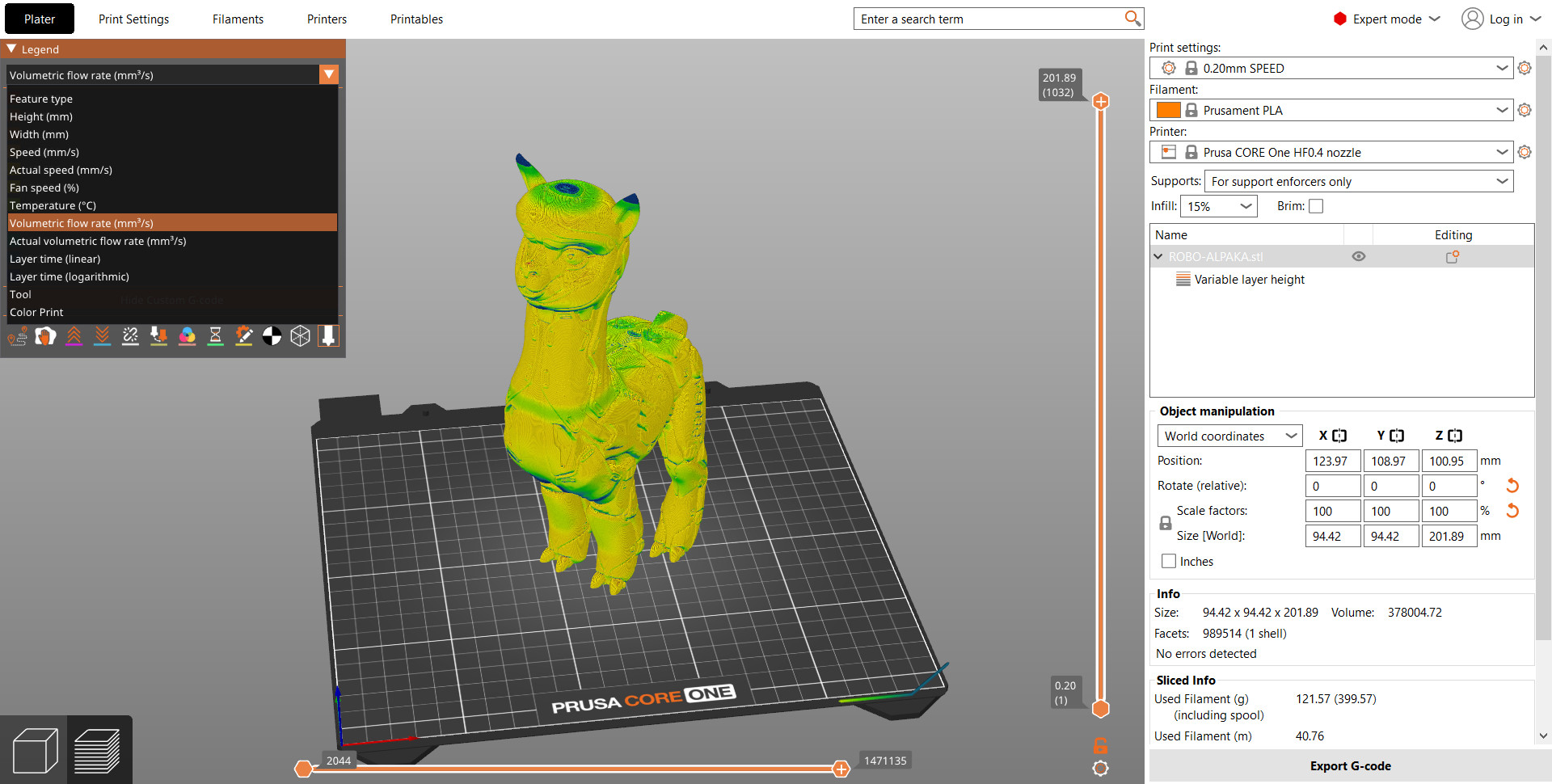
Une fois votre modèle découpé, vous pouvez basculer le mode aperçu sur Débit volumétrique en utilisant la boîte de sélection située dans le coin supérieur gauche.
Sur les modèles plus petits, vous remarquerez que vous n'êtes pas du tout limité par la MVS. De même, si vous imprimez avec une faible hauteur de couche, vous ne serez probablement pas limité par la MVS.
En revanche, lors de l'impression de modèles plus grands avec des hauteurs de couche élevées, vous pouvez remarquer que la vitesse est limitée par la MVS, en particulier lors de l'impression du remplissage. Si la majeure partie de votre modèle s'imprime plus lentement en raison de la limite de la MVS, envisagez de réduire la hauteur de couche. Vous obtiendrez plus de détails "gratuitement".
Un grand merci à Bob George pour son aide sur cet article
2 commentaires