- English
- Deutsch
- Français
- Home
- Risoluzione dei problemi
- Risoluzione dei problemi della stampante
- Sotto-estrusione (stampanti con Nextruder)
Sotto-estrusione (stampanti con Nextruder)
- Risoluzione problemi qualità di stampa
- Codici errore QR
- Risoluzione dei problemi della stampante
- Surriscaldamento A64 #10207 (SL1/SL1S)
- Controllo della temperatura ambiente (MK3/MK3S)
- Temperatura ambiente troppo fredda #10703 (SL1/SL1S)
- Temperatura ambiente troppo alta #10702 (SL1/SL1S)
- Si è verificato un errore inaspettato #10701 (SL1)
- Impossibile eseguire questa azione #10506 (SL1/SL1S)
- Allocazione BBF non riuscita #17531 (XL)
- Allocazione BBF non riuscita #26531 (MK4S) #13531 (MK4) #21531 (MK3.9) #23531 (MK3.5)
- Inizializzazione BBF non riuscita #17532 (XL)
- Inizializzazione BBF non riuscita #26532 (MK4S) #13532 (MK4) #21532 (MK3.9) #23532 (MK3.5)
- Bed maxtemp error #26205 (MK4S) #13205 (MK4) #21205 (MK3.9) #23205 (MK3.5)
- Bed mintemp error #26207 (MK4S) #13207 (MK4) #21207 (MK3.9) #23207 (MK3.5)
- Errore Preriscaldamento piano #26201 (MK4S) #13201 (MK4) #21201 (MK3.9) #23201 (MK3.5)
- Bed thermal runaway #26203 (MK4S) #13203 (MK4) #21203 (MK3.9) #23203 (MK3.5)
- Fusibile bruciato (MINI)
- Fusibile bruciato (MK2S/MK2.5/MK2.5S)
- Fusibile bruciato (MK3/MK3S/MK3S+)
- Fusibile bruciato (MK4/S, MK3.9/S)
- Blue Screen of Death (BSOD)
- Problema della scheda Boost #10320 (SL1S)
- Stampante bloccata (SL1/SL1S)
- Il progetto di calibrazione non è valido #10543 (SL1/SL1S)
- Impossibile copiare progetto #10704 (SL1/SL1S)
- Impossibile ottenere il canale di aggiornamento. #10514 (SL1)
- Impossibile leggere il progetto #10539 (SL1/SL1S)
- Impossibile rimuovere il progetto #10545 (SL1/SL1S)
- Ugello otturato (MK4)
- Ugello otturato (XL)
- Ugello/hotend otturato (MINI/MINI+)
- Ugello/hotend otturato (MK3.5/S, MK3S+, MK2.5S)
- Registrazione a Connect fallita
- Registrazione a Connect fallita #12401 (MINI)
- Registrazione a Connect fallita #17401 (XL)
- Registrazione a Connect fallita #21401 (MK3.9)
- Registrazione a Connect fallita #23401 (MK3.5)
- Registrazione a Connect fallita #26401 (MK4S) #13401 (MK4)
- Directory non vuota #10546 (SL1/SL1S)
- Pannello UV LED non connesso #10321 (SL1/SL1S)
- Test display fallito #10120 (SL1/SL1S)
- Errore Dwarf #17502 (XL)
- Errore Dwarf #17503 (XL)
- Ricezione EEPROM I2C occupata #17316 (XL)
- Ricezione EEPROM I2C occupata #26316 (MK4S) #13316 (MK4) #21316 (MK3.9) #23316 (MK3.5)
- Arresto di emergenza #12510 (MINI)
- Emergency stop #17510 (XL)
- Arresto di emergenza #26510 (MK4S) #13510 (MK4) #21510 (MK3.9) #23510 (MK3.5)
- Errore ESP #17504 (XL)
- Errore ESP #17505 (XL)
- ESP error #17506 (XL)
- Errore ESP #26504 (MK4S) #13504 (MK4) #21504 (MK3.9) #23504 (MK3.5)
- Errore ESP #26505 (MK4S) #13505 (MK4) #21505 (MK3.9) #23505 (MK3.5)
- Errore ESP #26506 (MK4S) #13506 (MK4) #21506 (MK3.9) #23506 (MK3.5)
- ESP non collegato #17533 (XL)
- Atteso surriscaldamento #10714 (SL1/SL1S)
- Flash SPI esterno W25X20CL/xFLASH non risponde - errore
- Blob estrusore
- Extruder Maxtemp error #17206 (XL)
- Extruder Mintemp error #17208 (XL)
- Rumori Estrusore
- Errore di preriscaldamento dell'estrusore #17202 (XL)
- La temperatura dell'estrusore non corrisponde #17210 (XL)
- Extruder thermal runaway #17204 (XL)
- L'estrusione è stata interrotta a metà stampa (Heat creep)
- Reset di fabbrica (MINI)
- Ripristino delle impostazioni di fabbrica (MK2S/MK2.5S/MK3S)
- Ripristino di fabbrica (MK4/S, MK3.9/S, MK3.5/S, MINI/+, XL)
- Factory Reset (MMU)
- Ripristino di fabbrica (MMU2S con firmware pre 1.0.6)
- Reset di fabbrica (SL1/SL1S)
- Impossibile leggere il file di configurazione #10505 (SL1)
- Calibrazione Z non riuscita (MK3S/MK2.5S)
- Guasto ventola #10106 (SL1/SL1S)
- Avviso ventola #10713 (SL1/SL1S)
- Scaricamento filamento non riuscito (MINI/MINI+)
- Il filamento non carica
- Il filamento non viene caricato (MK4/S, MK3.9/S)
- Il filamento non viene caricato (XL)
- Sensore filamento (MK4, MK3.9, XL)
- File già esistente! #10520 (SL1)
- File non trovato #10518 (SL1/SL1S)
- Errore del file system #12613 (MINI/MINI+)
- Errore del file system #26613 (MK4S) #13613 (MK4) #21613 (MK3.9) #23613 (MK3.5)
- Setup e troubleshooting FINDA
- FINDA: Filamento bloccato #04102 (MMU)
- Firmware della memoria interna corrotto! #12608 (MINI)
- Firmware missing #17612 (XL)
- Aggiornamento del firmware richiesto #26701 (MK4S) #13701 (MK4) #21701 (MK3.9) #23701 (MK3.5)
- Problematiche di aggiornamento firmware (MK2.5S/MK3S+/MMU2S/MMU3)
- Il primo layer non aderisce (SL1/SL1S)
- Errore cancellazione flash #12605 (MINI/MINI+)
- Flash erase error #17605 (XL)
- Errore cancellazione flash #26605 (MK4S) #13605 (MK4) #21605 (MK3.9) #23605 (MK3.5)
- FW in internal flash corrupted #17608 (XL)
- Firmware della memoria interna corrotto #26608 (MK4S) #13608 (MK4) #21608 (MK3.9) #23608 (MK3.5)
- Verifica Hash non riuscita #12607 (MINI/MINI+)
- Verifica Hash non riuscita #17607 (XL)
- Verifica Hash non riuscita #26607 (MK4S) #13607 (MK4) #21607 (MK3.9) #23607 (MK3.5)
- Piano riscaldato non si scalda correttamente
- Sovracorrente della porta del piano riscaldato #26309 (MK4S) #13309 (MK4) #21309 (MK3.9) #23309 (MK3.5)
- La temperatura del piano riscaldato non corrisponde #17209 (XL)
- Heatbreak Maxtemp error #17212 (XL)
- Heatbreak MAXTEMP Error #26212 (MK4S) #13212 (MK4) #21212 (MK3.9)
- Heatbreak Mintemp error #17211 (XL)
- Heatbreak MINTEMP Error #26211 (MK4S) #13211 (MK4) #21211 (MK3.9)
- Errore Homin #12301 (MINI)
- Errore Homing X #12304 (MINI/MINI+)
- Homing error X #17304 (XL)
- Errore Homing X #26304 (MK4S) #13304 (MK4) #21304 (MK3.9) #23304 (MK3.5)
- Errore Homing Y #12305 (MINI/MINI+)
- Homing error Y #17305 (XL)
- Errore Homing Y #26305 (MK4S) #13305 (MK4) #21305 (MK3.9) #23305 (MK3.5)
- Errore Homing Z #17301 (XL)
- Errore Homing Z #23301 (MK3.5)
- Errore Homing Z #26301 (MK4S) #13301 (MK4) #21301 (MK3.9)
- La ventola dell'hotend non gira
- Sovracorrente Riscaldatore Hotend #17322
- Hotend maxtemp error #23206 (MK3.5)
- Hotend mintemp error #23208 (MK3.5)
- Hotend mintemp error #26208 (MK4S) #13208 (MK4) #21208 (MK3.9)
- Hotend preheat error #23202 (MK3.5)
- Errore di preriscaldamento dell'hotend #26202 (MK4S) #13202 (MK4) #21202 (MK3.9)
- La temperatura dell'hotend non corrisponde #13210 (MK3.9/MK4) #23210 (MK3.5)
- La temperatura dell'hotend non corrisponde #23210 (MK3.5)
- Hotend thermal runaway #23204 (MK3.5)
- Hotend thermal runaway #26204 (MK4S) #13204 (MK4) #21204 (MK3.9)
- Ricezione I2C non riuscita #17315 (XL)
- Ricezione I2C non riuscita #26315 (MK4S) #13315 (MK4) #21315 (MK3.9) #23315 (MK3.5)
- Timeout ricezione I2C #17317 (XL)
- Timeout ricezione I2C #26317 (MK4S) #13317 (MK4) #21317 (MK3.9) #23317 (MK3.5)
- Ricezione I2C non definito #17318 (XL)
- Ricezione I2C non definita #26318 (MK4S) #13318 (MK4) #21318 (MK3.9) #23318 (MK3.5)
- Invio I2C Occupato#17312 (XL)
- Invio I2C occupato #26312 (MK4S) #13312 (MK4) #21312 (MK3.9) #23312 (MK3.5)
- Invio I2C non riuscito #17311 (XL)
- Invio I2C non riuscito #26311 (MK4S) #13311 (MK4) #21311 (MK3.9) #23311 (MK3.5)
- Timeout invio I2C #17313 (XL)
- Timeout invio I2C #26313 (MK4S) #13313 (MK4) #21313 (MK3.9) #23313 (MK3.5)
- Invio I2C non definito #17314 (XL)
- Invio I2C non definito #26314 (MK4S) #13314 (MK4) #21314 (MK3.9) #23314 (MK3.5)
- Impostore! Firma falsa #17606 (XL)
- Modello stampante errato #10705 (SL1/SL1S)
- Memoria interna piena #10516 (SL1/SL1S)
- Chiave API invalida #10405 (SL1/SL1S)
- Dimensione FW non valida su USB #12603 (MINI/MINI+)
- Dimensione FW non valida su USB #26603 (MK4S) #13603 (MK4) #21603 (MK3.9) #23603 (MK3.5)
- Invalid FW size on USB flash drive #17603 (XL)
- Calibrazione sensore filamento IR (MMU3, MMU2S)
- Risoluzione dei problemi del Sensore del filamento IR (MINI/MINI+)
- Risoluzione dei problemi del sensore del filamento IR (MK2.5S, MK3S)
- Schermo LCD non funzionante
- Errore Memoria LED #17529 (XL)
- Errore Memoria LED #26529 (MK4S) #13529 (MK4) #21529 (MK3.9) #23529 (MK3.5)
- Live adjust Z non salvata
- Carico sull'estrusore fallito #04108 (MMU)
- Configurazione errata della cella di carico #17527 (XL)
- Configurazione errata della cella di carico #26527 (MK4S) #13527 (MK4) #21527 (MK3.9)
- Misurazione della cella di carico non riuscita #17526 (XL)
- Misurazione della cella di carico non riuscita #26526 (MK4S) #13526 (MK4) #21526 (MK3.9)
- Cella di carico non calibrata #17523 (XL)
- Cella di carico non calibrata #26523 (MK4S) #13523 (MK4) #21523 (MK3.9)
- Errore tara cella di carico #17524 (XL)
- Errore Tara della cella di carico #26524 (MK4S) #13524 (MK4) #21524 (MK3.9)
- Tara della cella di carico non riuscita #17525 (XL)
- Tara della cella di carico non riuscita #26525 (MK4S) #13525 (MK4) #21525 (MK3.9)
- Timeout cella di carico #17528 (XL)
- Timeout cella di carico #26528 (MK4S) #13528 (MK4) #21528 (MK3.9)
- Risoluzione dei problemi della Cella di Carico
- Log dei dati su linea seriale (MMU2S)
- Rumori forti dalla stampante (SL1/SL1S)
- Test sensore M.I.N.D.A./SuperPINDA (MINI/MINI+)
- Timeout richiesta Marlin #17530 (XL)
- Timeout richiesta Marlin #26530 (MK4S) #13530 (MK4) #21530 (MK3.9) #23530 (MK3.5)
- Avviso di maschera non disponibile #10709 (SL1/SL1S)
- Maxtemp error piano #12205 (MINI)
- Maxtemp error testina di stampa #12206 (MINI)
- MCU Maxtemp Error #17213 (XL)
- Mintemp error piano #12207 (MINI)
- Mintemp error testina di stampa #12208 (MINI)
- Sensore PINDA disallineato (MK2/S)
- Parti mancanti (SL1/SL1S)
- MK3S continua a richiedere il cambio del filamento
- MMU MCU Sottotensione #04307 (MMU)
- Sovracorrente MMU #26310 (MK4S) #13310 (MK4) #21310 (MK3.9) #23310 (MK3.5)
- Idler MMU2S non riesce a muoversi liberamente
- Significato LED MMU2S
- Selettore MMU2S non si muove
- Errore nel piano modulare #17250 (XL)
- Errore nel piano modulare #17251 (XL)
- Errore nel piano modulare #17252 (XL)
- Errore nel piano modulare #17253 (XL)
- Errore nel piano modulare #17254 (XL)
- Errore nel piano modulare #17255 (XL)
- Errore nel piano modulare #17256 (XL)
- Errore piano modulare #17257 (XL)
- Modular bed error #17302 (XL)
- Modular bed error #17303 (XL)
- Errore Piano Modulare #17319 (XL)
- Errore Piano Modulare #17320 (XL)
- Errore piano modulare #17501 (XL)
- Utilizzo del multimetro
- Nessun file su USB #12604 (MINI/MINI+)
- Nessun file da ristampare #10508 (SL1)
- Nessun FW nella memoria interna #12612 (MINI/MINI+)
- Nessun FW nella memoria interna #26612 (MK4S) #13612 (MK4) #21612 (MK3.9) #23612 (MK3.5)
- Nessun FW su USB #26604 (MK4S) #13604 (MK4) #21604 (MK3.9) #23604 (MK3.5)
- No FW on USB flash drive #17604 (XL)
- Non connesso alla rete #10402 (SL1/SL1S)
- Non abbastanza strati #10540 (SL1/SL1S)
- Resina non sufficiente #10706 (SL1/SL1S)
- Pulizia dell'ugello non riuscita (MK4, MK3.9)
- Pulizia ugello non riuscita (XL)
- L'ugello ha colpito il piano riscaldato
- Sovracorrente del riscaldatore dell'ugello #23308 (MK3.5)
- Sovracorrente del riscaldatore dell'ugello #26308 (MK4S) #13308 (MK4) #21308 (MK3.9)
- Avviso oggetto tagliato #10710 (SL1/SL1S)
- Apertura progetto non riuscito #10504 (SL1/SL1S)
- Memoria esaurita #17507 (XL)
- Memoria esaurita #26507 (MK4S) #13507 (MK4) #21507 (MK3.9) #23507 (MK3.5)
- Test Sensore P.I.N.D.A./SuperPINDA
- Parametri fuori portata #10707 (SL1/SL1S)
- Perno non raggiunto #17107 (XL)
- Buffer PNG Pieno #17508 (XL)
- Buffer PNG Pieno #26508 (MK4S) #13508 (MK4) #21508 (MK3.9) #23508 (MK3.5)
- Errore Preriscaldamento piano #12201 (MINI)
- Errore preriscaldamento testina di stampa #12202 (MINI)
- Precaricamento fallito #10503 (SL1/SL1S)
- Esempi di stampa mancanti #10523 (SL1/SL1S)
- La ventola di stampa non gira
- La stampante non si accende o continua a spegnersi
- Analisi del progetto fallita #10542 (SL1/SL1S)
- Progetto corrotto #10541 (SL1/SL1S)
- Risoluzione dei problemi di PrusaLink
- Errore Puppy #17511 (XL)
- Errore Puppy #17512 (XL)
- Errore Puppy #17513 (XL)
- Errore Puppy #17514 (XL)
- Errore Puppy #17515 (XL)
- Errore Puppy #17516 (XL)
- Errore Puppy #17517 (XL)
- Errore Puppy #17518 (XL)
- Errore Puppy #17519 (XL)
- Errore Puppy #17520 (XL)
- Errore Puppy #17521 (XL)
- Errore Puppy #17522 (XL)
- Errore API remoto #10407 (SL1/SL1S)
- Resina insufficiente #10712 (SL1/SL1S)
- Misurazione resina non riuscita #10124 (SL1/SL1S)
- Errore sensore resina #10307 (SL1/SL1S)
- Resina troppo alta #10109 (SL1/SL1S)
- Resina troppo bassa #10108 (SL1/SL1S)
- G-code di prova
- Salvare il file log (SL1/SL1S)
- La scheda SD non funziona
- Schede SD e unità USB
- Autotest fallito (XL multi-tool)
- Autotest fallito (XL)
- Verifica della firma non riuscita #12606 (MINI/MINI+)
- Verifica della firma non riuscita #26606 (MK4S) #13606 (MK4) #21606 (MK3.9) #23606 (MK3.5)
- SL1 Errore del meccanismo basculante
- Spaghetti monster
- Quadratura della MINI
- Spiegazione dei LED di stato (MK4/XL)
- Spiegazione del LED di stato (MMU3)
- Rilevamento del filamento bloccato #26101 (MK4S) #13101 (MK4) #21101 (MK3.9) #17108 (XL)
- Filamento aggrovigliato
- La temperatura del piano riscaldato non corrisponde #12209 (MINI/MINI+)
- La temperatura della testina di stampa non corrisponde #12210 (MINI/MINI+)
- Temperatura fuori portata #10208 (SL1/SL1S)
- Thermal runaway piano #12203 (MINI)
- Thermal runaway testina di stampa #12204 (MINI)
- Cortocircuito driver TMC #04304 (MMU)
- Cortocircuito driver TMC #04314 (MMU)
- Cortocircuito driver TMC #04324 (MMU)
- Offset dello strumento fuori dai limiti #17104 (XL)
- Errore Toolchanger #17101 (XL)
- Problema al Tool-changer (XL multi-tool)
- Controllo torre fallito #10118 (SL1/SL1S)
- Non autorizzato #10406 (SL1/SL1S)
- Sotto-estrusione (stampanti con Nextruder)
- Ugello
- Impostazioni Slicer
- Allineamento Riduttore
- Filamento
- Errore imprevisto #10501 (SL1/SL1S)
- Errore MC imprevisto #10306 (SL1/SL1S)
- Modello di stampante sconosciuto #10323 (SL1/SL1S)
- Versione BBF non supportata #12614 (MINI/MINI+)
- Versione BBF non supportata #26614 (MK4S) #13614 (MK4) #21614 (MK3.9) #23614 (MK3.5)
- Unsupported Buddy FW #17611 (XL)
- Unsupported firmware BBF file #17614 (XL)
- Unsupported printer model #17610 (XL)
- Tipo di stampante non supportato #12610 (MINI/MINI+)
- Tipo di stampante non supportato #26610 (MK4S) #13610 (MK4) #21610 (MK3.9) #23610 (MK3.5)
- Versione della stampante non supportata #12611 (MINI/MINI+)
- Versione stampante non supportata #26611 (MK4S) #13611 (MK4) #21611 (MK3.9) #23611 (MK3.5)
- Sovracorrente Unità USB #17307 (XL)
- Sovracorrente Unità USB #26307 (MK4S) #13307 (MK4) #21307 (MK3.9) #23307 (MK3.5)
- Unità USB non rilevata #10528 (SL1/SL1S)
- USB flash drive not connected #17602 (XL)
- USB flash error #17613 (XL)
- USB non connessa #12602 (MINI/MINI+)
- USB non connessa #26602 (MK4S) #13602 (Mk4) #21602 (MK3.9) #23602 (MK3.5)
- Sovracorrente della porta USB #17306 (XL)
- Sovracorrente della porta USB #26306 (MK4S) #13306 (MK4) #21306 (MK3.9) #23306 (MK3.5)
- Errore temperatura LED UV #10209 (SL1/SL1S)
- Errore voltaggio LED UV #10309 (SL1)
- Vibrazioni durante la stampa (MK3S+/MK2.5S)
- Modello stampante errato #10544 (SL1/SL1S)
- Errata revisione del Motion Controller #10301 (SL1)
- Posizione XY non valida #17106 (XL)
- Sonda XY instabile #17105 (XL)
- Messaggi di Errore di Stampa
È possibile riconoscere la sottoestrusione quando manca del materiale nei layer della stampa. Gli oggetti stampati con strati poco estrusi possono risultare fragili e tendere a rompersi. Le cause della sottoestrusione possono essere diverse e potresti anche pensare se di recente hai apportato qualche modifica alla tua stampante (o se non hai fatto manutenzione per un lungo periodo), perché potresti individuare la causa del problema.
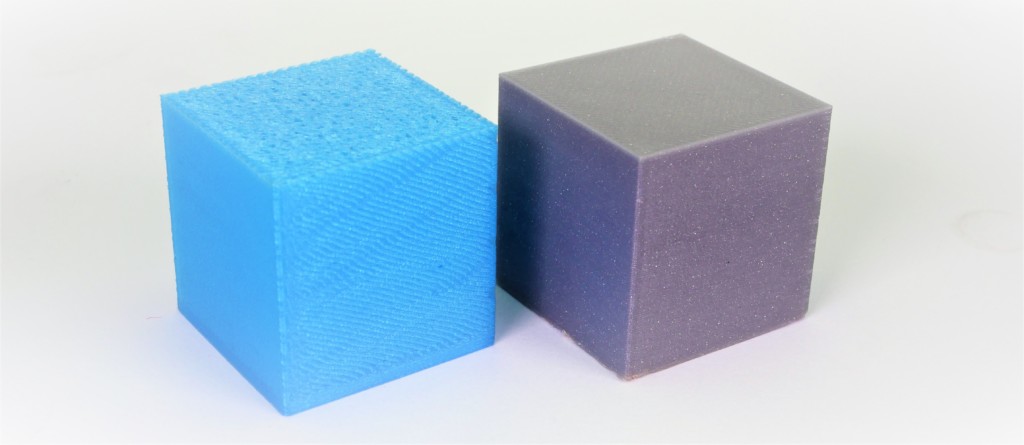 Esempio di una sottoestrusione importante (cubo di sinistra) e di una stampa normale (cubo di destra).
Esempio di una sottoestrusione importante (cubo di sinistra) e di una stampa normale (cubo di destra).
I fattori comuni della sottoestrusione nelle stampanti dotate di Nextruder sono:
- Ugello
- Impostazioni Slicer
- Riduttore
- Filamento
Ugello
L'ugello del Nextruder deve essere all'altezza corretta e deve essere serrato.
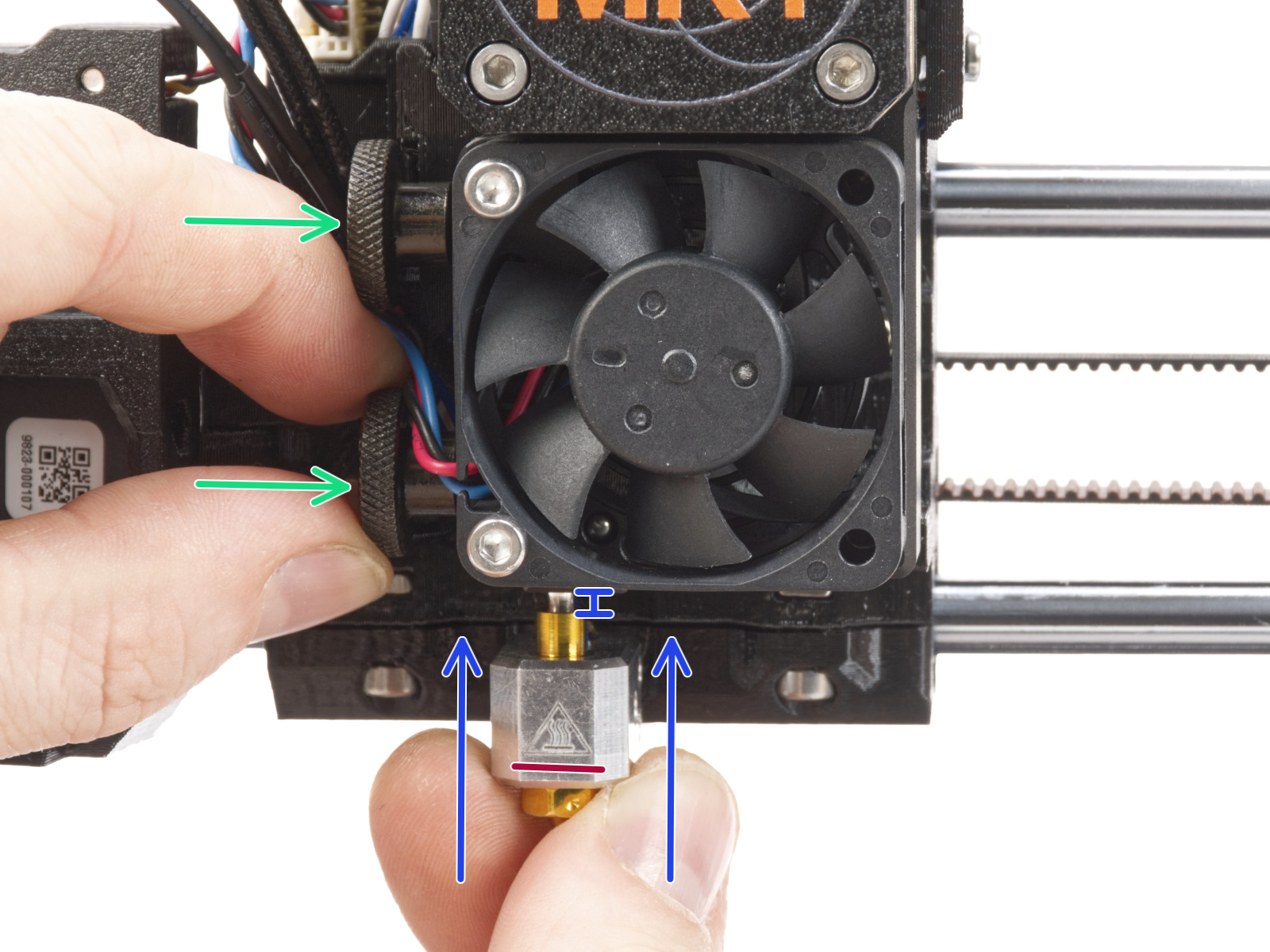
MK4/S, MK3.9/S
TPer controllare questo aspetto, allenta le viti a testa zigrinata (non rimuovere completamente le viti, sono sufficienti alcuni giri) sul lato del heatbreak, e spingi l'ugello verso l'alto. L'anello di rame sul tubo non deve essere visibile.
Stringi le viti a testa zigrinata a mano, senza utilizzare nessun attrezzo.
Se hai un Adattatore per ugelli, ricontrolla l'installazione per assicurarti che l'ugello non si sia abbassato o allentato con l'installazione dell'adattatore.
 |  |
| MK4S, MK3.9S | MK4, MK3.9 |
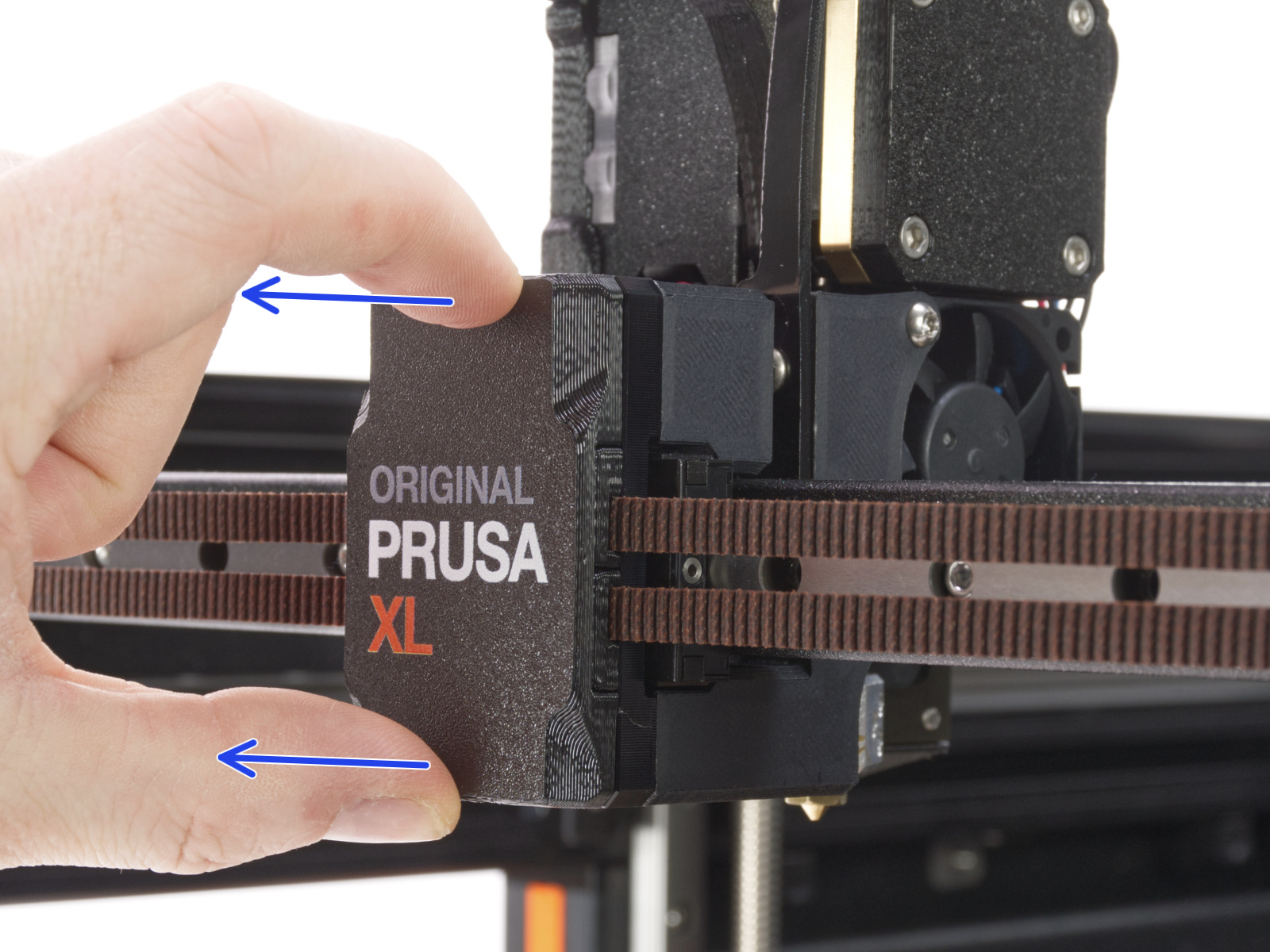
XL
Per la procedura successiva, in cui l'hotend viene temporaneamente estratto e riassemblato, puoi fare riferimento alla guida alla sostituzione dell'hotend.
Estrai temporaneamente l'ugello e controlla se il tubo metallico dell'ugello presenta delle ammaccature. Se così fosse, l'ugello deve essere sostituito.
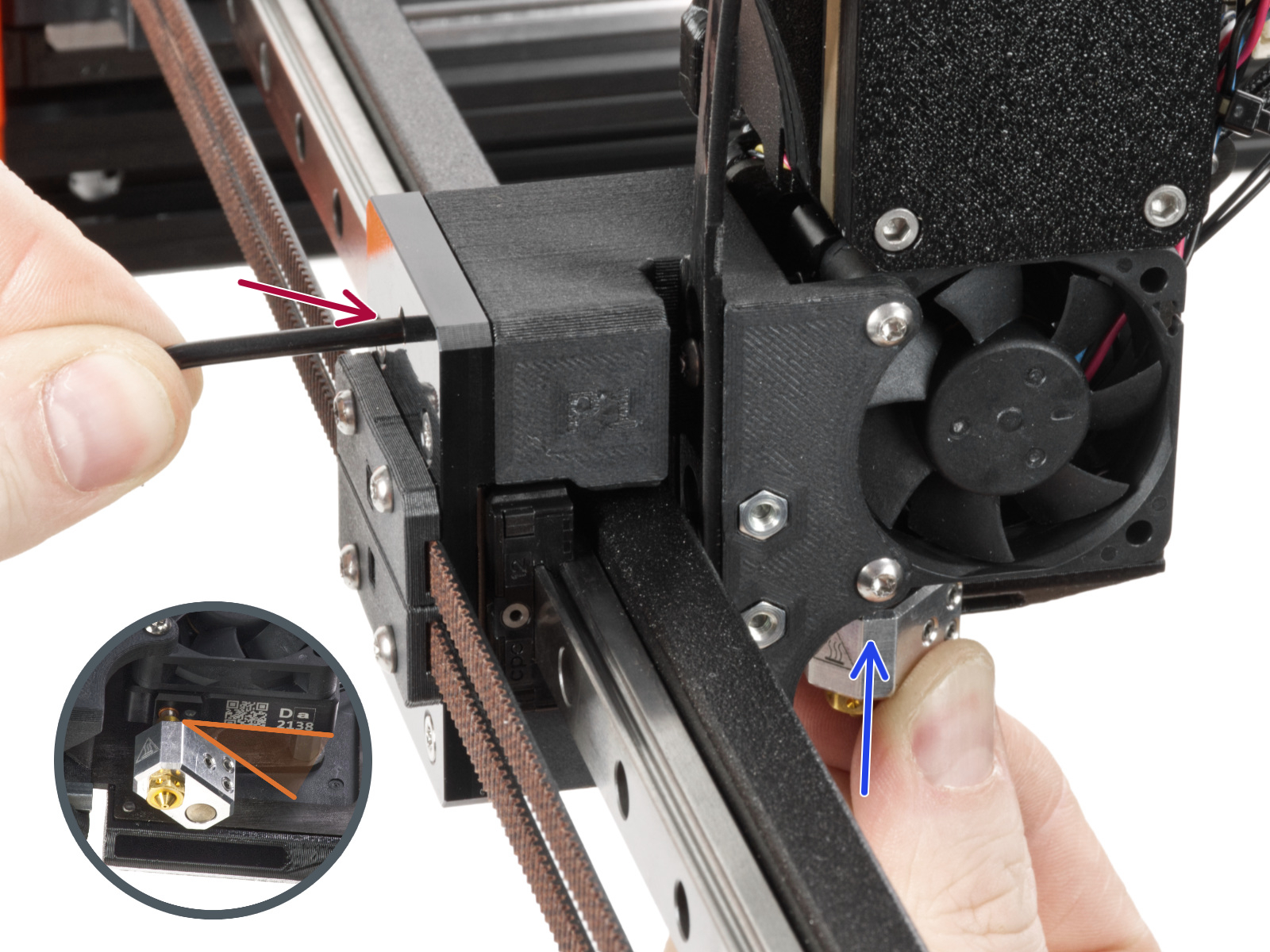
Su XL a strumento singolo, usa una chiave Torx TX8 come mostrato nell'immagine per regolare la vite di fermo. Non esercitare una forza eccessiva durante il serraggio per non danneggiare il tubo dell'hotend. L'ugello deve trovarsi approssimativamente ad un angolo di 35°-40° per evitare di danneggiare i cavi dell'hotend.
 |  |
Su XL multi-tool, usa una chiave Torx TX8 nel punto mostrato nell'immagine per regolare la vite di fermo. Non esercitare una forza eccessiva durante il serraggio per non danneggiare il tubo dell'hotend. L'ugello deve avere un'angolazione di circa 35°-40° per evitare di danneggiare i cavi dell'hotend.

Impostazioni Slicer
Ogni profilo di PrusaSlicer contiene impostazioni che determinano la temperatura, la velocità e la quantità di filamento che la stampante 3D deve estrudere. La stampante non fornisce alcun feedback sulla quantità di filamento che effettivamente esce dall'ugello. È possibile che venga estruso meno filamento di quanto previsto dal firmware. In questo caso, potresti notare degli spazi vuoti all'interno e/o tra gli strati stampati.
Assicurati di aver configurato la tua stampante in PrusaSlicer eseguendo la Configurazione guidata e come punto di partenza dovresti utilizzare i profili di filamento standard che sono stati creati su misura per la tua macchina, il tipo di filamento e la dimensione dell'ugello..
Allineamento Riduttore
È possibile, soprattutto dopo interventi che prevedono l'apertura del coperchio del riduttore, che quest'ultimo non sia completamente allineato, causando un problema di sottoestrusione. Di seguito sono riportate le procedure per allineare il riduttore.
MK4/S, MK3.9/S
Segui l'articolo dedicato allineamento del riduttore per questi modelli di stampante.
XL
Original Prusa XL non dispone di una procedura di allineamento automatico del riduttore. Esegui questi passaggi per riprodurre lo stesso movimento. Se è carico, scarica il filamento dalla stampante prima di procedere.
- Allenta leggermente le tre viti sul coperchio del riduttore, di un giro e mezzo.

- Nel menu LCD, vai su Filamento -> Scarica Filamento.
- Non appena si conclude il movimento dell'estrusore, stringio le tre viti M3x25 del coperchio del riduttore, nell'ordine specificato nell'immagine.
Filamento
Anche una temperatura di stampa troppo bassa o troppo alta può causare problemi di stampa. Se la marca e il tipo di filamento non sono elencati in PrusaSlicer, puoi provare a regolare la temperatura di stampa di +/- 5-15°C per vedere se questo risolve il problema.
Alcuni materiali speciali, come Materiali flessibili, possono richiedere molte regolazioni e modifiche per essere stampati correttamente. I materiali compositi, come il filamento Woodfill, possono richiedere almeno un ugello da 0,6 mm e un'altezza dello strato di 0,2 mm per evitare l'intasamento. Se si tratta di materiali compositi come il kevlar o la fibra di carbonio, è necessario un ugello indurito.
Alcuni filamenti possono anche avere uno spessore variabile, dovuto alla qualità o a materiali infusi come il legno, che causano variazioni inaspettate nel volume del filamento estruso. Lo standard industriale per le variazioni di diametro è di +/- 0,05 mm.
Mantieni il filamento asciutto e privo di umidità perché i filamenti umidi hanno un impatto negativo sulla stampa, in particolare i filamenti solubili, il PETG e l'ABS. Ti consigliamo di riporre le bobine nella loro busta originale quando non vengono utilizzate, insieme a un gel di silice. Ti consigliamo di conservare i filamenti in un luogo asciutto o, preferibilmente, in una “dry box”.
Caricamento/scaricamento non corretto
Quando carichi un nuovo filamento con una temperatura specifica inferiore, preriscalda l'ugello alla temperatura richiesta dal precedente tipo di filamento che hai utilizzato. In altre parole, devi sempre utilizzare il filamento con la temperatura più alta, poiché molto probabilmente i suoi residui sono ancora nell'hotend. Ad esempio, se hai stampato con ABS o PETG e ora vuoi stampare con PLA, carica il filamento PLA alla temperatura dell'ABS o del PETG. In questo modo, il nuovo filamento introdotto può spingere fuori quello vecchio.
Materiali a bassa temperatura e enclosure
La stampa di PLA o di materiali simili in una stampante chiusa può causare sottoestrusione.
Ad esempio, nella nostra Original Prusa Enclosure con sportelli chiusi, se la temperatura ambiente è superiore a 27°C, la temperatura all'interno dell'enclosure potrebbe essere troppo alta per la stampa di PLA o materiali simili, causando sottoestrusione o intasamento.
Commenti


Hai ancora delle domande?
Se hai una domanda su qualcosa che non è trattato qui, dai un'occhiata alle nostre risorse aggiuntive.
E se questo non dovesse funzionare, è possibile inviare una richiesta a [email protected] o tramite il pulsante qui sotto.