インフィルの主な目的は、上層部に内部サポートを提供することです。これがないと、上層部は空間に対してブリッジしてプリントする必要があります。インフィルは、プリント速度、構造強度、フィラメント消費量、さらにはプリントされたオブジェクトの外観にも影響を与えます。
充填密度
ほとんどのモデルは10-15%のインフィルでプリントできます。モデルの上部が徐々に閉じていく場合は、中空(0%インフィル)でプリントすることもできますが、一般的にはお勧めしません。モデルをより重くしたい場合や、圧縮抵抗や剛性を高めたい場合は、インフィルを増やすことができます。30%以上のインフィルが必要になることはめったにありません。最後に、100%インフィルでモデルをプリントすることもでき、その場合インフィルパターンは強制的に直線的になります。ただし、100%インフィルはプリントされたオブジェクトの外観に悪影響を与える可能性があることに注意してください。
モデルの強度は主に外周の数(インフィルではない)によって決まります。より強いプリントを得たい場合は、外周の数を増やしてください。ただし、インフィルは圧縮抵抗を高めるのに役立ちます。
充填パターン
PrusaSlicerは多くのインフィルパターンを提供しています - 専用のインフィルパターンのドキュメンテーションページをチェックしてください。
インフィルアンカーの長さ
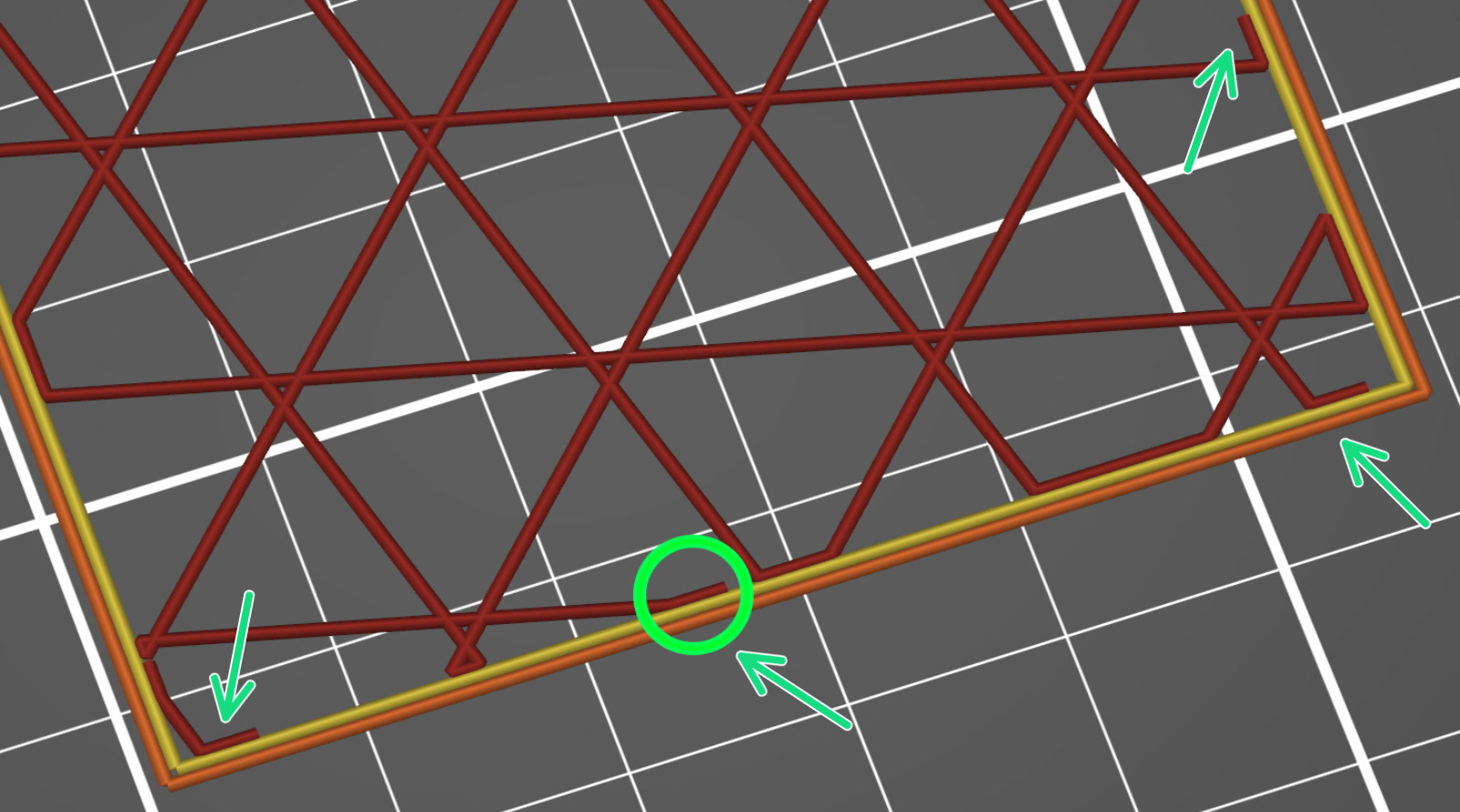
インフィルは通常、アンカーと呼ばれる短い線で外周に接続されています。これは別の(内側の)外周がインフィル線に変わるものです。これによりインフィルがより頑丈になり、一部の材料(特にPETG)ではインフィル線の開始時に押出流を安定させるために必要です。
インフィルアンカーの長さの値は、インフィルと外周を接続するこのアンカーが何ミリメートルになるかを設定します。この値を0に設定すると、インフィルは外周から独立してプリントされます。より高い値を設定すると、インフィル自体として続くアンカーがプリントされます。
パーセンテージ(15%)で表現される場合、インフィルの押出幅に対して計算されます。
インフィルアンカーの最大長さ
この値は、インフィルと外周を接続するインフィルアンカーの最大長さを設定します。
このパラメータを0に設定すると、アンカリングが完全に無効になります。
トップ充填パターン
上部の可視層のみに影響を与えるカスタムインフィルパターンを選択できます。これは下の隣接する固体層には影響しません。
ボトム充填パターン
底部の可視層のみに影響を与えるカスタムインフィルパターンを選択できます。これは上の隣接する固体層には影響しません。
自動インフィル結合
この機能は、複数の層のインフィルを自動的に結合し、より厚いインフィル層を押し出すことでプリントを高速化しながら、薄い外周を維持し、精度を保ちます。
自動インフィル結合 - 最大層高
自動インフィル結合が有効な場合のインフィル結合の最大層高です。最大層高は、ミリメートル単位の絶対値またはノズル直径のパーセンテージとして指定できます。PrusaSlicerに標準設定がないノズル直径でプリントする場合は、絶対値よりもパーセンテージ値を使用することをお勧めします。
X層ごとにインフィルを結合
プリント品質を犠牲にすることなくプリントを高速化するために、インフィルと外周に異なる層高が使用されます。
例:3層ごとにインフィルを結合、層高0.1 mm、インフィルは0.3 mmの層高でプリントされます。
X層ごとにソリッドインフィル
この機能により、指定された層数ごとに固体層を強制的に挿入することができます。これはプリントされた部品の強度を増すのに役立ちますが、外周の数やインフィルの割合を増やすなど、他のオプションの方が好ましいです。別の用途としては、熱絶縁性を高めるために内部セルを分離することが挙げられます。
無効にするには0に設定します。
充填角度
インフィルの向きのデフォルト角度です。一部のインフィルパターンにはクロスハッチングが適用されます。
固体インフィルのしきい値面積
指定されたしきい値より小さい面積の領域に対して、強制的に固体インフィルを適用します。
無効にするには0に設定します。
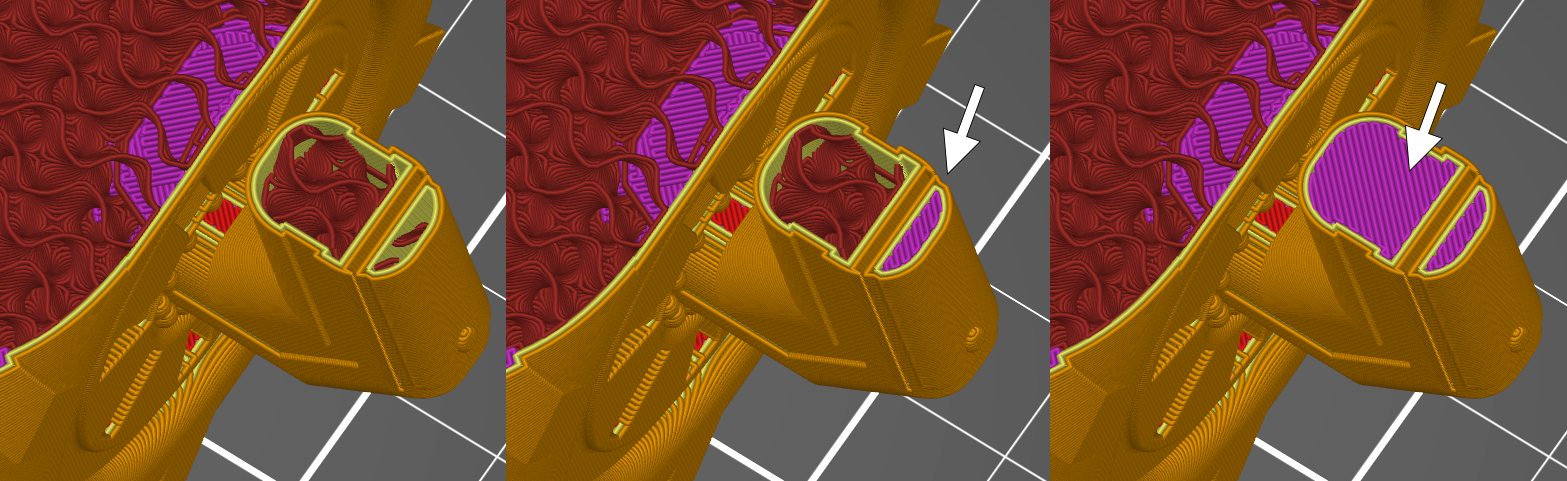 固体インフィルのしきい値 0(左)、15(中央)、100(右)
固体インフィルのしきい値 0(左)、15(中央)、100(右)