3Dプリンターは、下層の上に新しい層(レイヤー)を積み重ねていくことで3Dオブジェクトを作成します。つまり 新しいレイヤーは、その下のレイヤーとの重なりが必要です。 モデルの一部が空中で始まり、下のレイヤーのどこにも支持するものがない場合は、プリントを成功させるために、別途支持するための、いわゆるサポート構造を追加する必要があります。
PrusaSlicerは、サポートが必要な領域を検出し、サポートを自動的に生成させることができます。
以下の機能を使ってマニュアルでサポートを作成できます:
サポートは 右側のパネル または プリント設定 - サポート材 - サポートの生成で有効にできます。
プリントが終了すると、使用するモデルの形状と材料によっては、サポート材を素手で簡単に取り外すことができます。 ペンチを使用すると、手の届きにくい場所でサポートをつかみやすくなります。 クラフトナイフやカッターナイフを使用して、モデルに付着しているようなサポートをきれいに取り除くこともできます。
どこでもサポート
サポートは、必要に応じて、プリントベッドとモデル表面の両方から生成します。
これにより、全てのオーバーハングと空中で始まるパーツが確実にサポートされます。 ただし、サポートの起点となるモデル表面に小さな欠陥ができる場合があります。
サポートをビルドプレート(ベッド)のみに限定する
プリントベッドを起点とするサポートのみが作成されます。
(左)サポートをビルドプレート(ベッド)のみに限定する 、 (右)どこでもサポート
強制サポートのみ
自動サポート生成は、強制サポートでマークされた領域に対してのみ有効になります。 このオプションは基本的に、プリント設定-サポート材-サポート材の生成をオンにすると同時に、プリント設定-サポート材-自動生成サポートをオフにするショートカットです。
個々のモデルのサポートのON/OFF
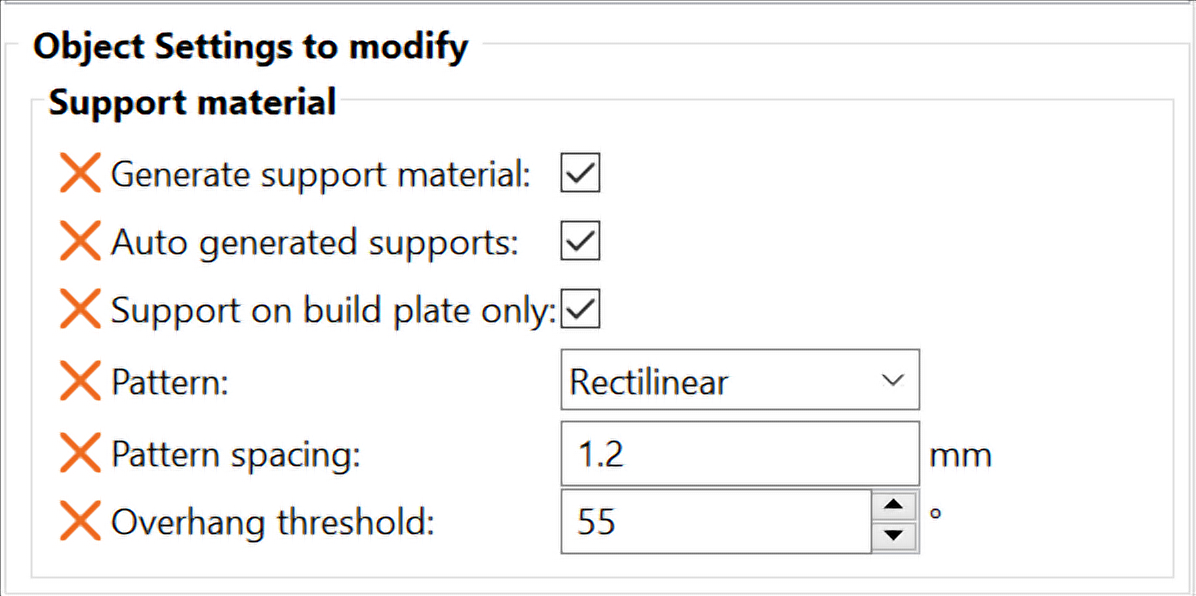
独自のサポート設定を使用して、複数のオブジェクトを一度にプリントすることができます。 デフォルトでは、すべてのモデルが全体設定の影響を受けます。 3Dビューでモデルを右クリックし、[サポート材]を選択すると、上書き設定ができます。もしくは、オブジェクトリストの編集アイコンを右クリックすることでもできます。
オブジェクト設定を変更-サポート材という新しいウィンドウが右側のパネルに表示されます。 これらの設定を変更すると、関連するオブジェクトとそのインスタンスにのみ影響します。 行頭の赤いクロスアイコンをクリックすると、設定の上書きを削除できます。削除すると、全体設定が再度適用されます。
強制サポート/サポートブロッカー
自動サポートは、手の届きにくい場所に生成されることがあり、その結果、サポート材の剥離が面倒になります。 モデルのそのような部分がサポートなしでプリントできる可能性があるが、オーバーハングのしきい値設定またはビルドプレートのみのサポートの選択のどちらも役に立たなかった場合は、サポートを手動で調整できます。
モデルを右クリックして、 サポートブロッカーまたは強制サポートのいずれかを選択します。
簡易モード - 強制サポート/ブロッカー共にボックス型です
アドバンスドモード - ボックス/シリンダー/球体/平板
高度モード - 別ファイルのジオメトリーを読み込んでブロッカー/強制サポートを生成
サポートブロッカーと強制サポートは、他の操作と同じ移動、回転、およびスケールツールを使用して操作できます。 コピー&ペーストですばやく複製することもできます。
サポートブロッカー
サポートブロッカーは、凡その自動サポートに満足しているけど、一部を削除したいという場合に役立ちます。 サポートがオブジェクトに接触する部分にブロッカーを配置するようにすると、それより下の残りのサポート部分は自動的に削除されます。
強制サポート
強制サポートは、オブジェクトのごく一部のみをサポートする必要がある状況で便利ですが、自動アルゴリズムはモデル全体でサポートを形成します。 したがってこのような状況では、全体のサポートモードを強制サポートのみに切り替えることを忘れないでください。
あまり一般的ではありませんが、自動生成をオンにしながら強制サポートを使用することもできます。
強制サポートのもう1つの興味深い使用法は、ブリッジの中央にサポートを配置することにより、長いブリッジを小さなブリッジに分割することです。 この操作を繰り返して、サポートを簡単に取り外せる、短くてほぼ完璧なブリッジがプリントできます。
サポート材の生成
モデルにこの設定の上書きがない限り、サポートは無効になります
サポートの自動生成
オフの場合、オーバーハング検出はオフになります。 強制サポートのみがサポートを生成します。
オーバハングしきい値
オーバーハングしきい値は、サポートマテリアルなしでプリントできる最も低い勾配(水平面からの角度)を表します(90 =垂直)。
この値を変更すると、生成されるサポートの量をすばやく調整できます。
値が小さいほど、生成されるサポートは少なくなります。
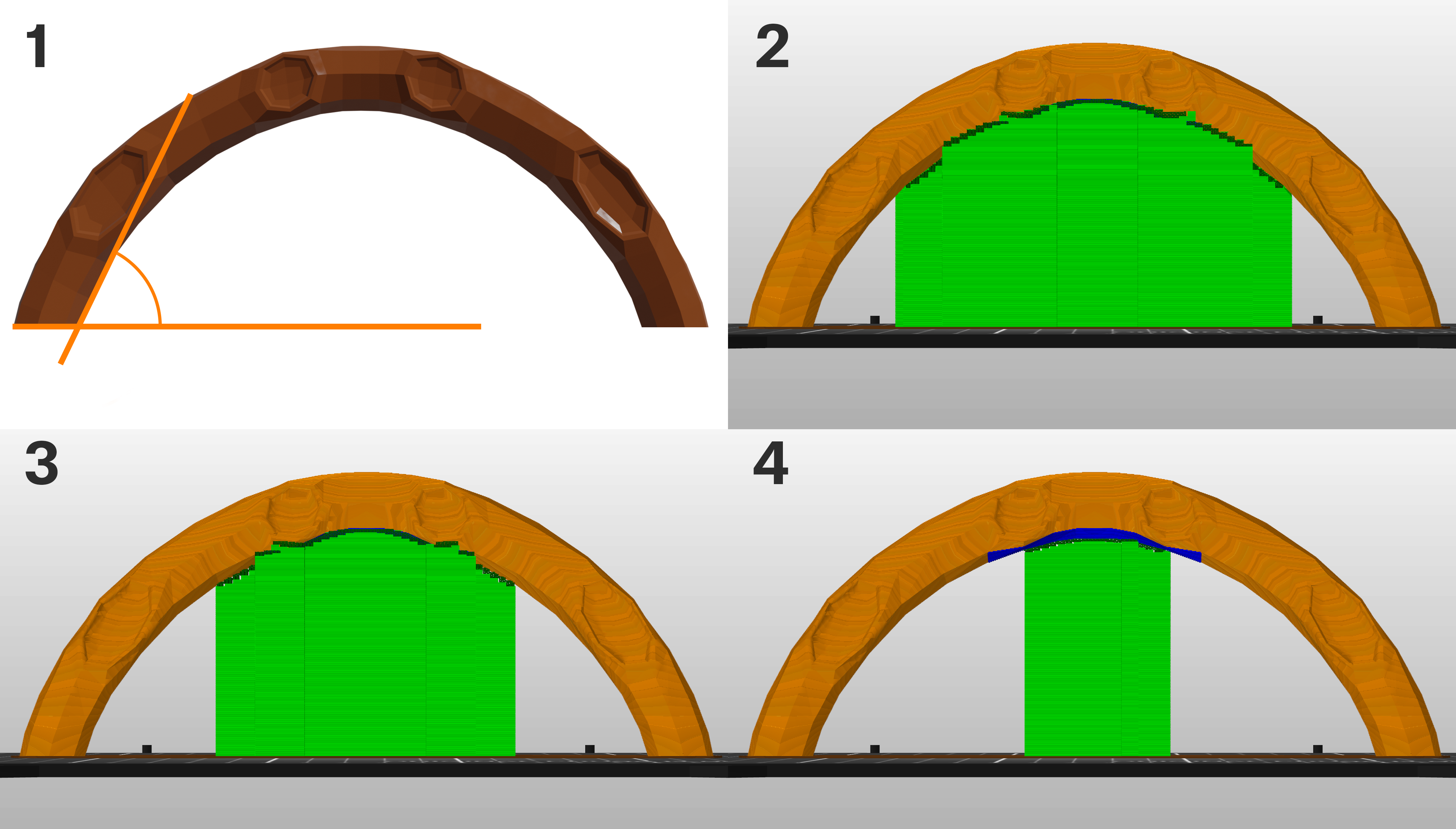
- オーバーハングのしきい値とその測定方法
- オーバハングしきい値 55
- オーバハングしきい値 35
- オーバハングしきい値 15
最初のサポートを強制
通常のサポートマテリアルが有効になっているかどうかに関係なく、また角度のしきい値に関係なく、下から数えて指定されたレイヤー数のサポート材を強制的に生成します。 これは、ビルドプレート上のフットプリントが非常に薄いか不安定になるオブジェクトでの接着力を高めるのに役立ちます。
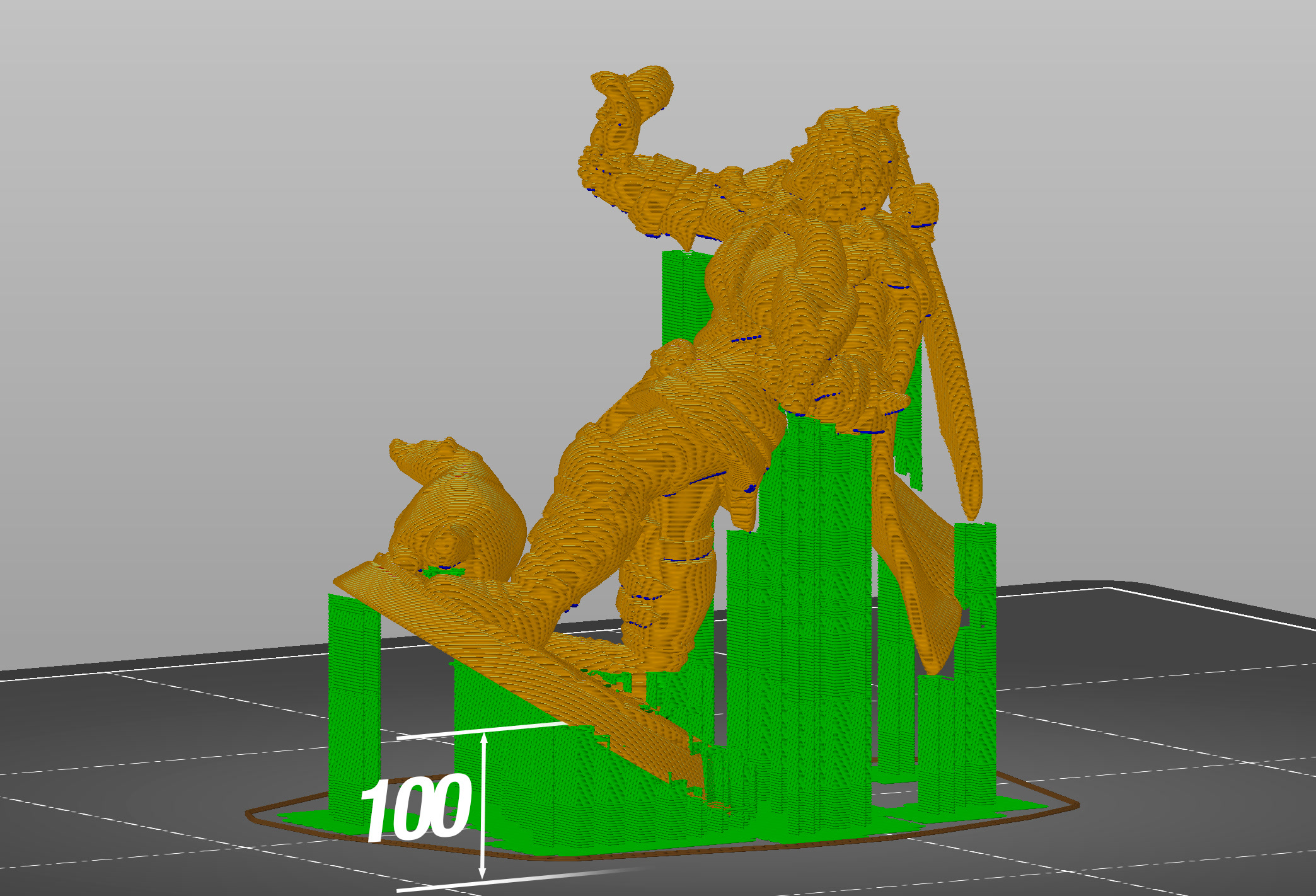 最初の100レイヤーの強制サポート
最初の100レイヤーの強制サポート
ラフトレイヤー
オブジェクトはこの数のレイヤーだけ上に持ち上げられ、その下にサポート材が生成されます。 プリントが終了したら、ラフトをつかんでパーツから剥がすことができます。
ラフト接触Z距離
ラフトとオブジェクトの間の垂直距離。可溶性サポートを使っている場合は無視されます。
ラフトのはみ出し
ラフトをXY方向に広げ、安定性を向上させます。
スタイル
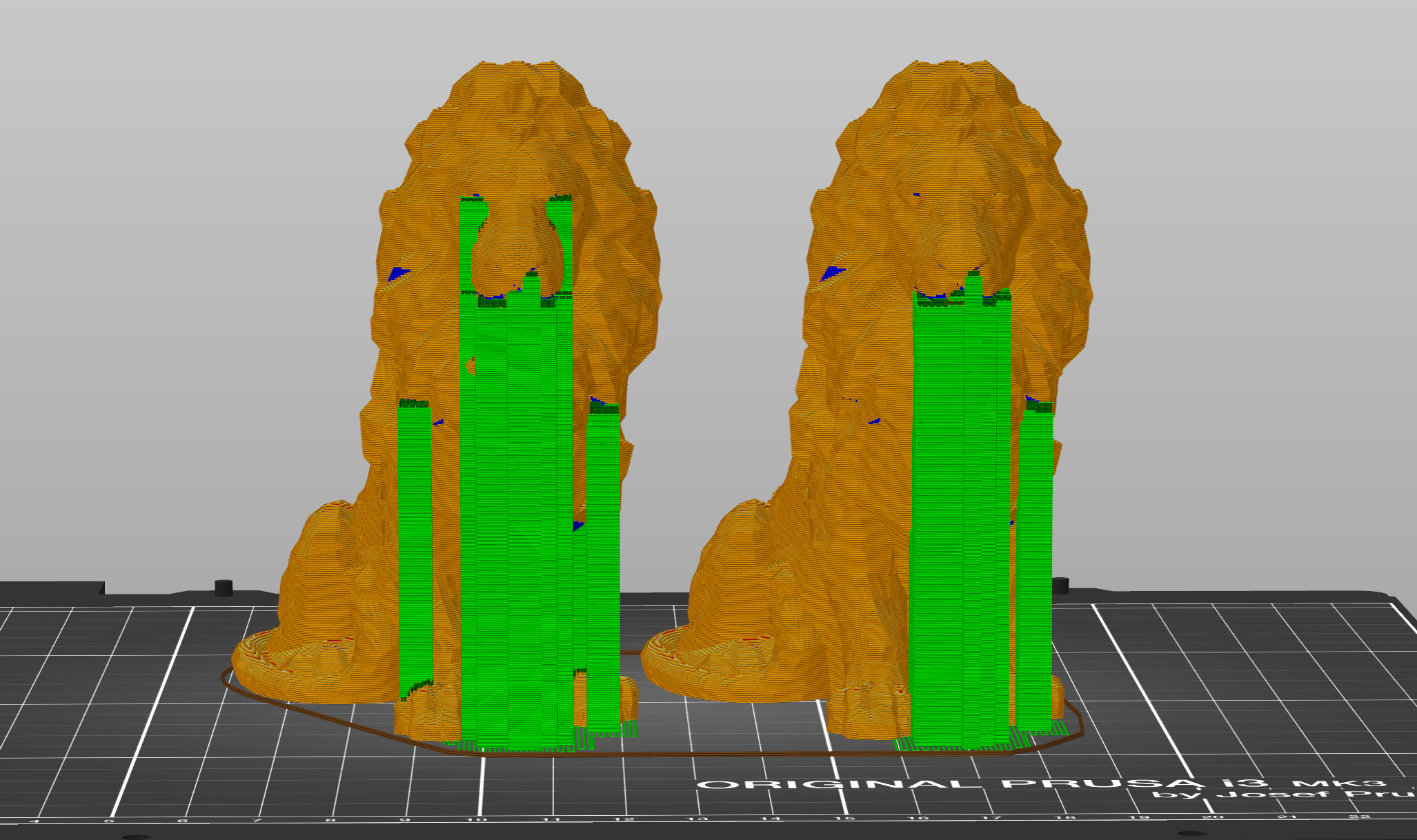
サポートのスタイルと形状 デフォルトのグリッドサポートは、最小面積が非常によく定義されているため、非常に安定しています。しかし、オブジェクトの壁に沿って広くサポートしてしまう傾向があります。ジャストサイズ サポートは、オーバーハングの形状を維持するため、サポート領域が広がることはありません。その代わり、背が高くなるサポートや薄い領域のサポートでは安定性が低下する場合があります。
グリッドサポート (左), ジャストサイズサポート (右)
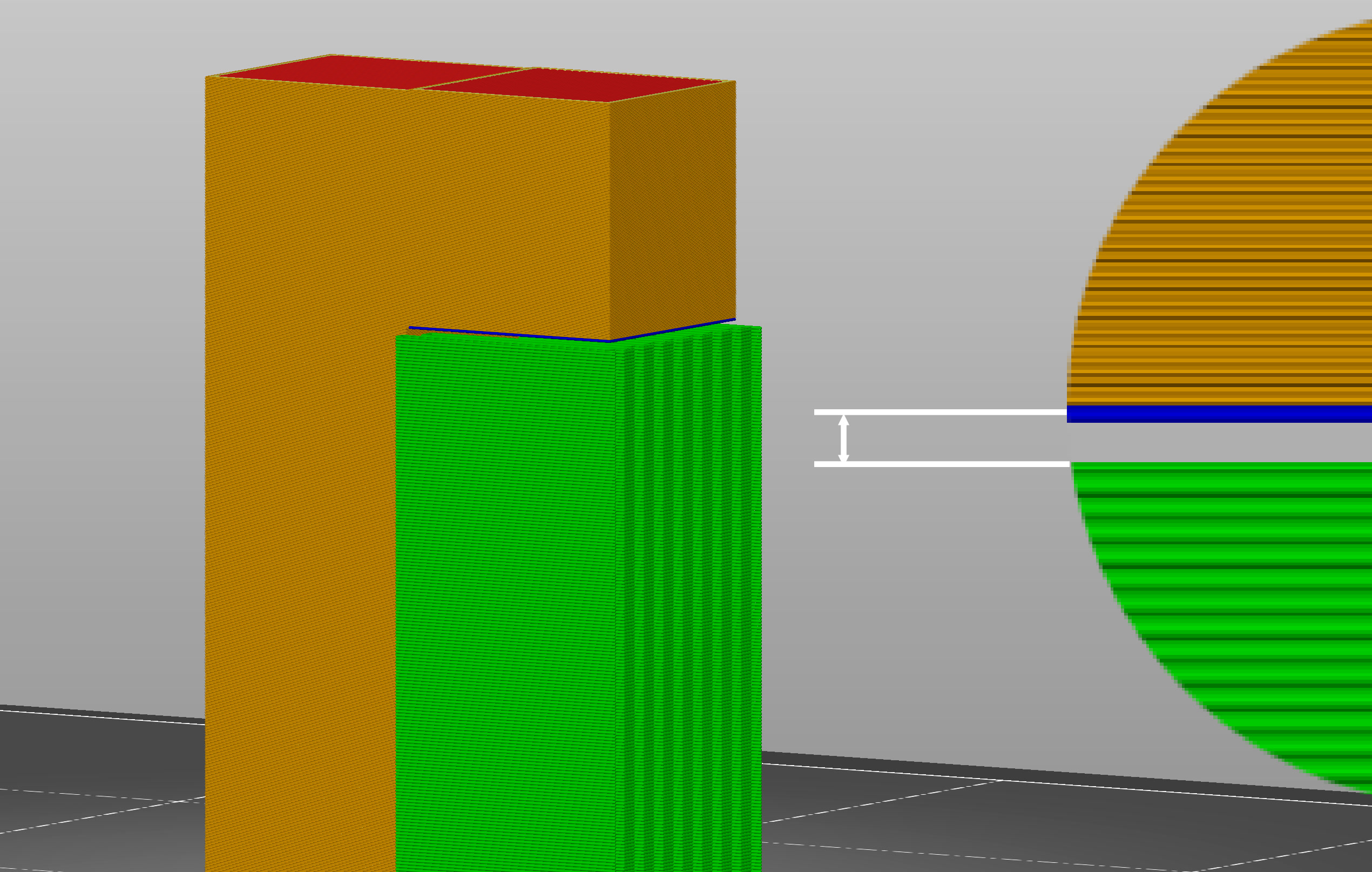
Z軸上のサポート-オブジェクト間距離
オブジェクトとサポート材のインターフェイス間の垂直距離。
これを0に設定すると、PrusaSlicerが最初のオブジェクトレイヤーにブリッジ用のフローと速度を使用できなくなります。
積層高さの50~75%の値が適切に機能するようです。
ボトムコンタクトZ距離
トップコンタクトZ距離と似ていますが、サポートタワーの下部のギャップに影響します(サポートがビルドプレート上ではなく、モデル上から始まる場合)。
パターン
直線 - デフォルト、通常、最も容易に剥がせます
直線グリッド - 直線と比較して、より頑丈でプリント中に壊れる可能性が低くなりますが、剥がすのが困難になります
ハニカム - 頑丈で、取り外すのがやや難しい
サポートの周りに覆いを付ける
サポートの周囲に単一の外周を作成します。これにより、サポートはより頑丈になりますが、取り外すのがより困難になります。
パターンの間隔 0-INF
サポート材のライン間隔。 サポートの削除を容易にするために増やします。 サポートインターフェイスレイヤーはサポート材ライン間をブリッジします。この値を大きくしすぎると、これらのブリッジがたるみ始め、モデルとの接続が不完全になります。
パターン角
サポート材パターンの水平面内の角度。
閉塞半径
ジャストサイズサポートのみ。閉塞半径より小さい隙間は埋められます。
インターフェースレイヤー
インターフェースレイヤーは、オブジェクトとサポート材の間により均一な表面を生成します。 これらは、通常のサポートパターンよりもはるかに密度の高いパターンに設定することが好ましいため、モデルと接触するサポートの表面積を最大化してたるみを防ぎ、プリント時間とより大きなサポートパターン間隔に設定することで材料を最小限に抑えることができます。
ボトムインターフェースレイヤー
トップインターフェースレイヤーと似ていますが、サポートタワーの下部のインターフェイスレイヤーの数に影響します(サポートがビルドプレート上ではなく、モデル上から始まる場合)。
コンタクトレイヤーのピッチ
インターフェースレイヤーのライン間隔。0にすると塗りつぶしになります
インターフェースのループ
有効にすると、サポートの最上層がループ(連続ポリライン)で覆われます。
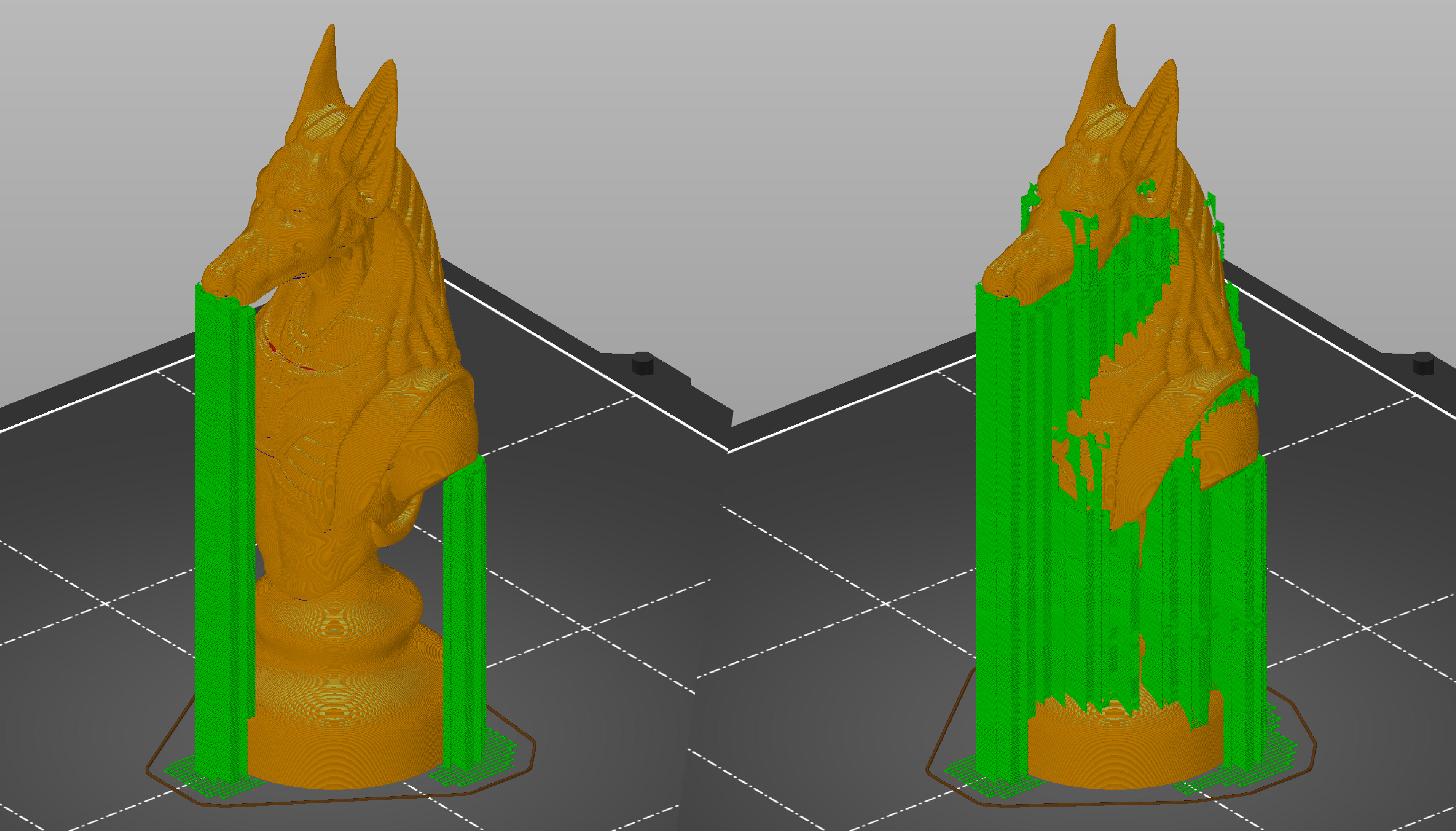
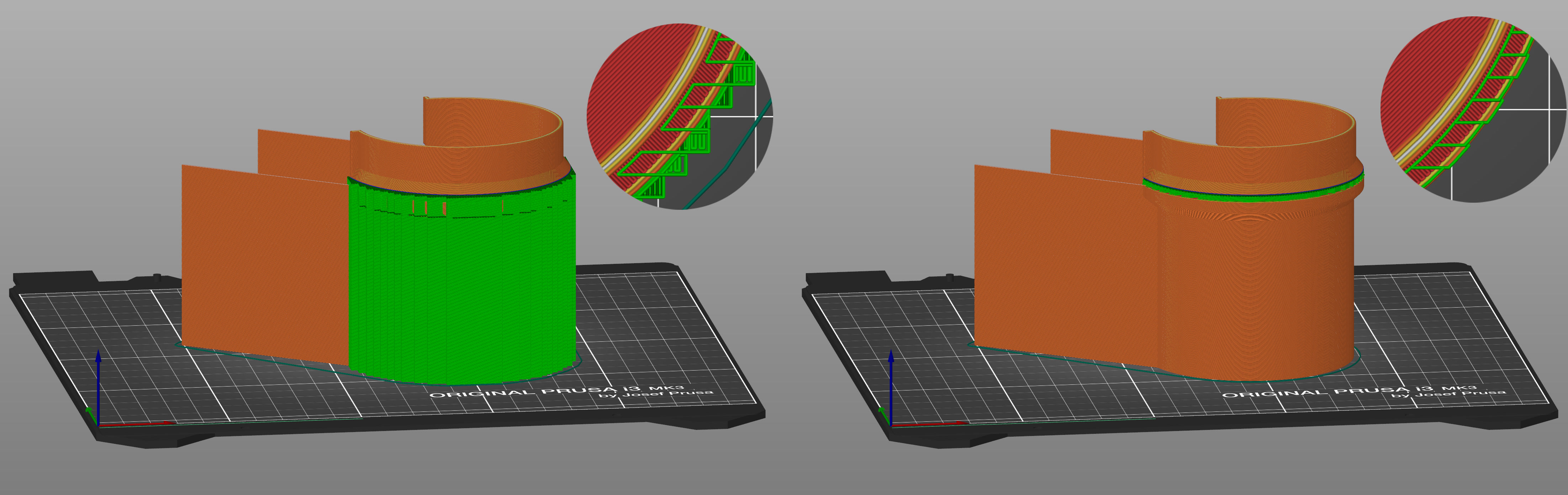
サポートをビルドプレート(ベッド)のみに限定する
サポートの起点はプリントベッドのみとなります。 このオプションを有効にすることは、主に有機的な形状の余分なサポートを取り除くための非常に迅速な方法です。 プレビューをチェックして、すべてのパーツがサポートされているか、プリントできるオーバーハング角度になっていることをチェックしてください。
(左)どこでもサポート vs (右)サポートをビルドプレート(ベッド)に限定する
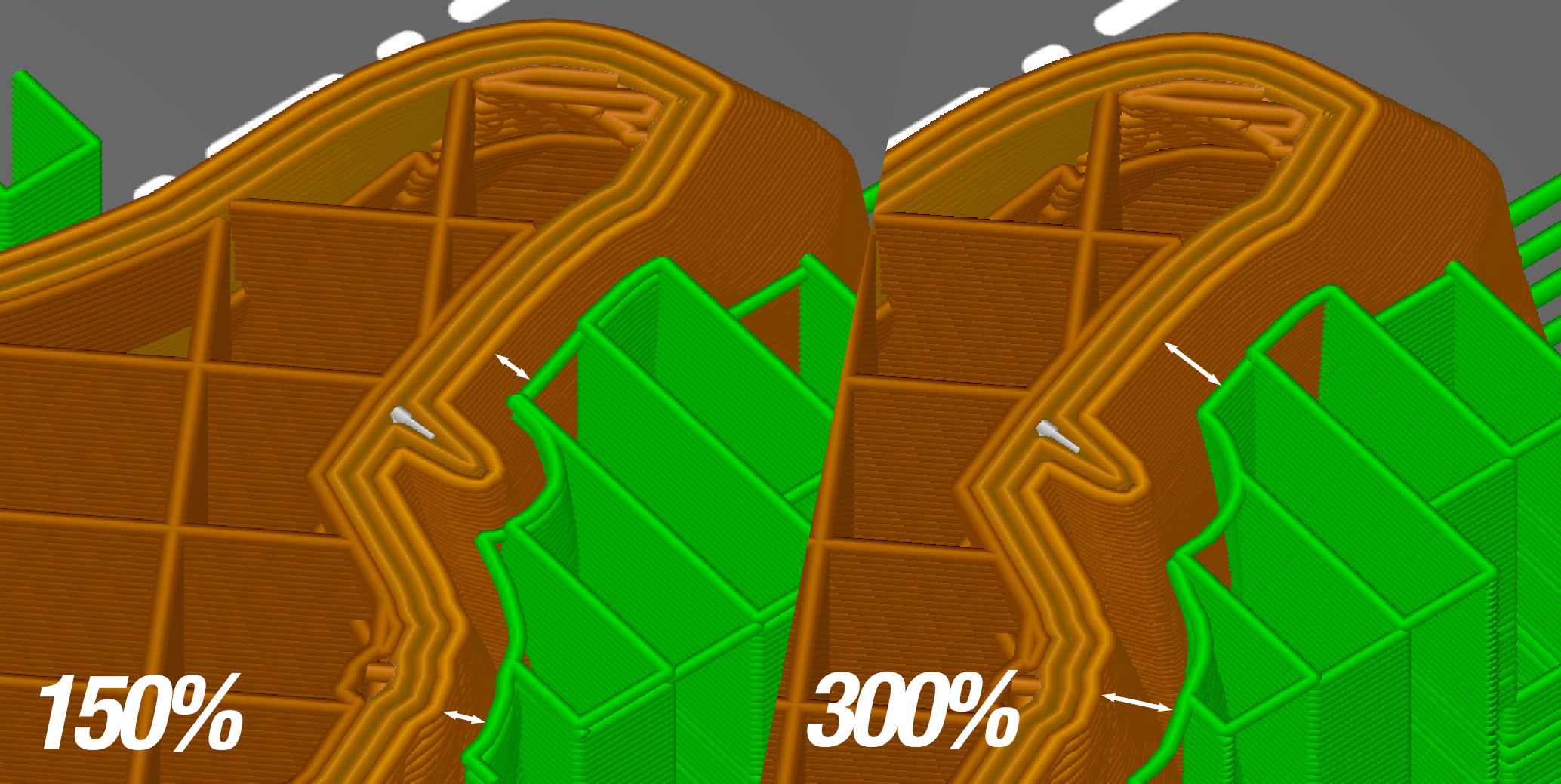
XY面でのサポートとモデルの隙間
モデルとサポートの間のギャップの幅を設定します。 XY間隔を大きくすると、サポートする面積が減少しますが、サポートの取り外しが容易になり、モデルと融け合うことが起こりにくくなります。
パーセンテージ(たとえば150%)で入力した場合、外周幅から計算されます。
ブリッジ部のサポート禁止
ブリッジ領域の下にサポートが生成されるのを防ぎます。
オブジェクトレイヤーと同期する
サポートは、モデルと同じ積層高さでプリントされます。 これは、エクストルーダーの切替メカニズムが複雑なマルチマテリアルプリンターで役立ちます。
オブジェクトレイヤーとの同期」は、可溶性サポート(接点Z距離0)のみで有効にできます。
オブジェクト層と同期させないことで、サポート層がオブジェクト層よりも速く成長し(冷却ロジックによって過度に遅くならない場合)、独立した層の高さによってPrusaSlicerがオブジェクトとサポート上面の間のギャップに正確に追従することもできます。将来的には、非可溶性サポートにも対応できるよう検討予定です。