プリントのレイヤーでフィラメントが欠けている場合、下から押し出し具合を確認することができます。押し出し不足のレイヤーを持つ印刷物は壊れやすく、バラバラになる傾向があります。押し出し不足の原因はいくつか考えられますが、最近プリンタを変更した (あるいは長期間メンテナンスをしていない) 場合は、そこに原因がある可能性があります。
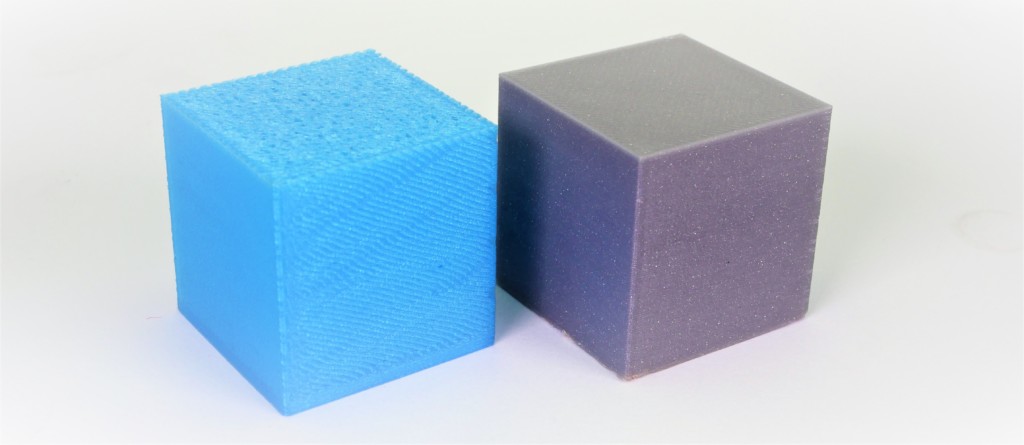 Example of severe under extrusion (left cube) and a normal print (right cube).
Example of severe under extrusion (left cube) and a normal print (right cube).
押出不足の一般的な要因は:
1層目キャリブレーションが近すぎる
First Layer Calibrationが正しく行われたことを確認してください。最初のレイヤーをつぶしすぎることによって、接着させようとすることは避けてください。ノズルがビルドプレートに近すぎると、フィラメントが押し出されるのを妨げることがあります。プリンタを別の場所に移動したり、ノズルを交換するなど、ホットエンドのメンテナンスを行うたびに、First Layer Calibration を実行することをお勧めします。また、スチールシートをテクスチャー付きからスムース付きに交換した場合、シートの厚みが異なるため、再キャリブレーションが必要です。そこで導入したのが スチールシートプロファイル.
Slicer設定
PrusaSlicerの各プロファイルには、温度、速度、3Dプリンターが出力フィラメントの量などを決定する設定が含まれています。プリンターは、実際にノズルから出るフィラメントの量についてのフィードバックを提供していません。ファームウェアが想定しているよりも少ない量のフィラメントが押しだされることがあります。その場合、印刷されたレイヤーの間や、レイヤーに隙間ができることがあります。
ノズル
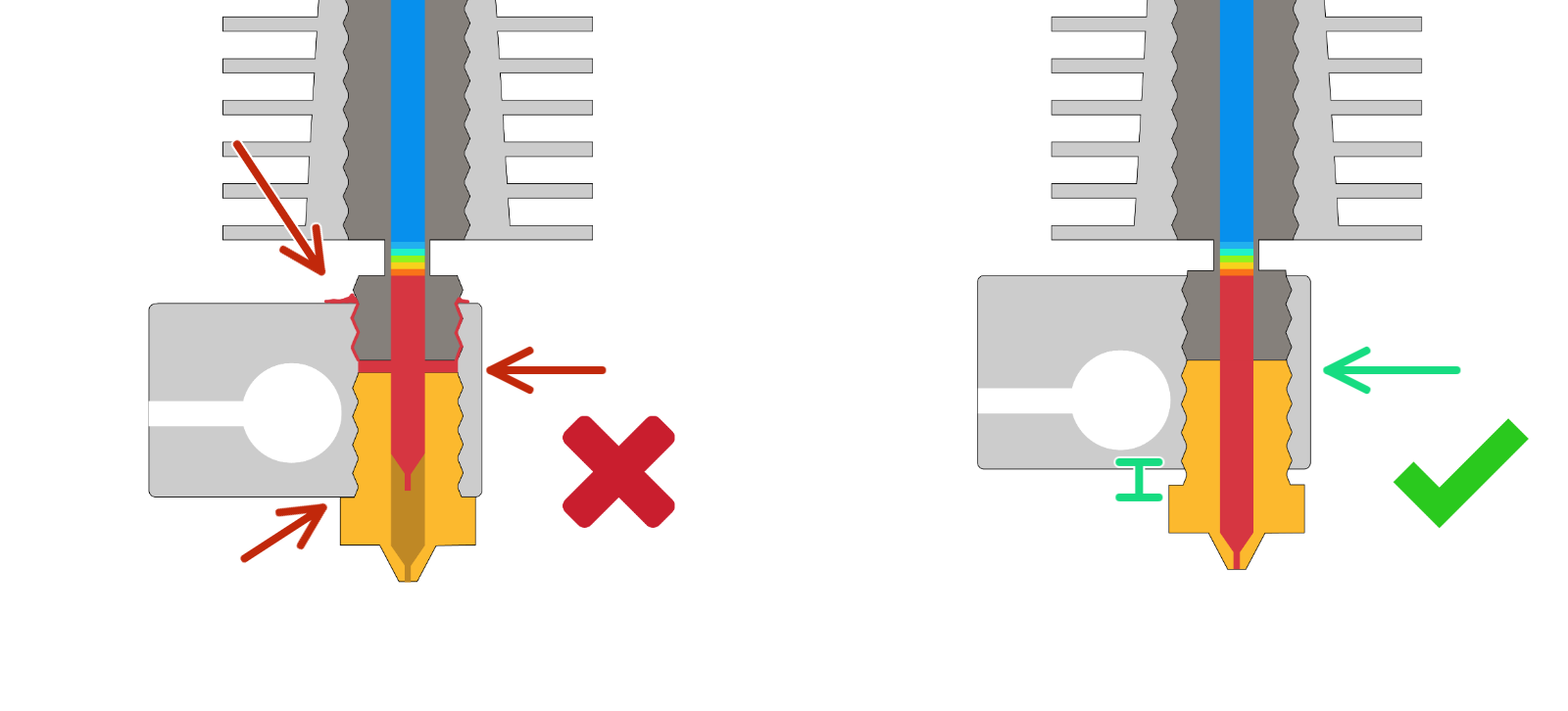
ノズルをホットエンドから取り外した場合は、ノズルが正しく取り付けられていることを確認 してください。ご使用のホットエンドの専用ガイドをご参照ください。
誤った取り付けは、目詰まりと漏れの両方の原因となります。ノズルは加熱時にしっかりと締め付け、ノズルとヒーターブロックの間には隙間があることを確認してください。また、ヒーター機器やサーミスタの配線、ヒートブレークの曲がり (V6ホットエンドのみ) など、エクストルーダーとホットエンドに損傷がないかを点検してください。
特殊ノズルを使用する
硬化鋼やステンレス鋼などの特殊なノズルを使用する場合、印刷時のノズル温度を通常5~10℃の範囲で上昇させる必要がある場合があります。鋼は真鍮ノズルと比べて熱特性が異なるため、印刷結果、主にレイヤー間の接着に影響を与える可能性があります。しかし、温度が高くなると、糸引きが多くなることも覚えておいてください。それでも問題が解決しない場合は、ノズルを元の0.4mm真鍮ノズルに交換し、違いが出るかどうか試してみてください。
さらに、すべてのノズルサイズがすべてのフィラメントに適しているわけではありません。木や金属の粒子を含むフィラメントは、直径0.4mm以下のノズルに適さないことが多く、中には0.6mmや0.8mmといったさらに大きなノズルが必要なものもあります。詳しくはこちら。 ノズルの種類
Extruder gears
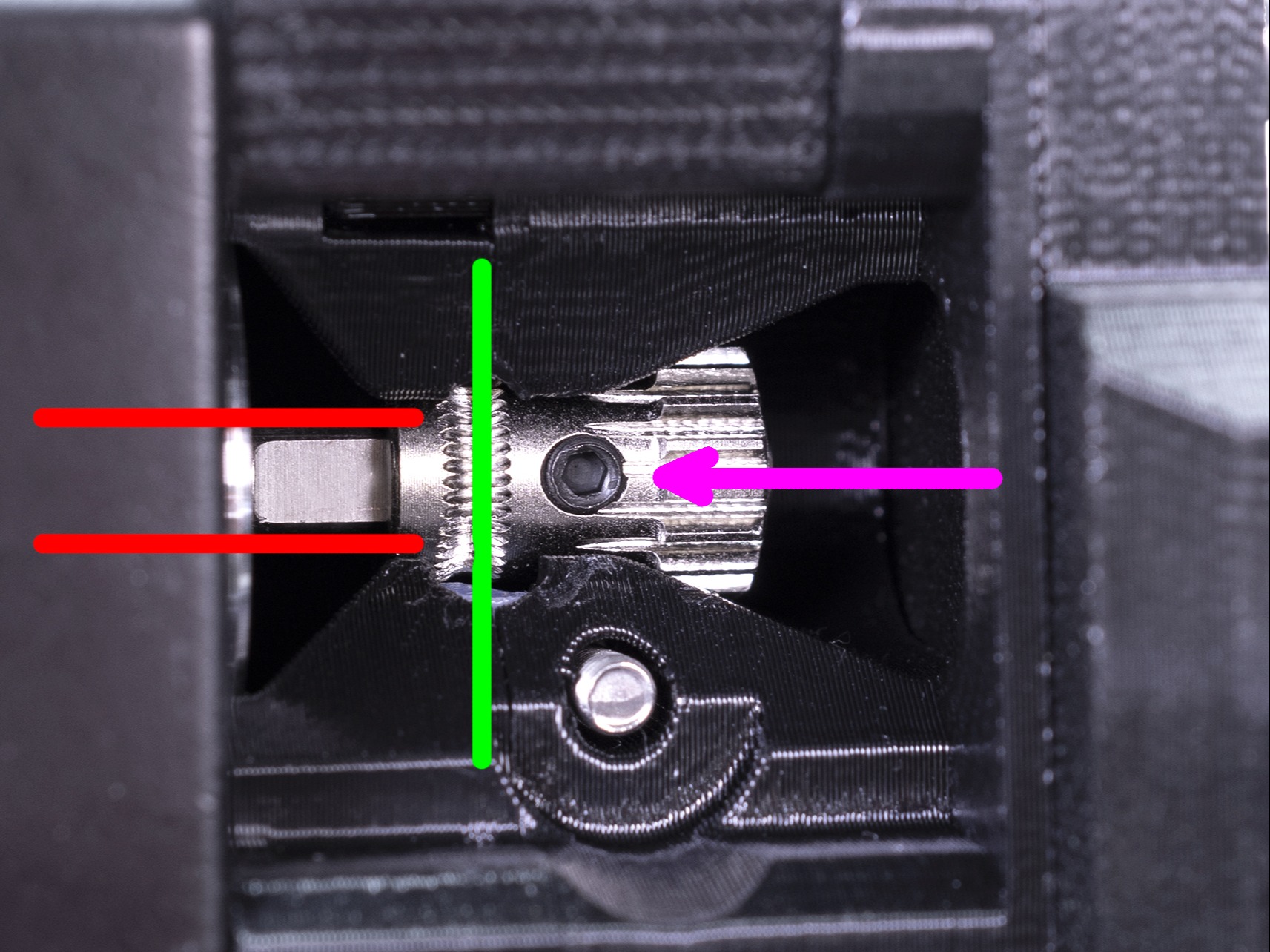
ボンドテックの両ギアに汚れやズレがないかを確認し、フィラメントを押し出せるようにします。詳細はこちらをご覧ください。 Checking/re-aligning the Bondtech gear (MK3S/MK2.5S)
さらに、プリンターの エクストルーダーアイドラーが正しい張力 であることを確認します。アイドラースクリューが緩すぎたり、きつすぎたりすると、押し出し不足の原因になります。
 |  |
ホットエンドの冷却不足
フィラメントの 「溶解ゾーン 」をコントロールすることはとても重要なことです。冷却が不十分な場合、フィラメントがノズルから離れすぎて溶け始めることがあります。エクストルーダーファンが正しい方向に設置されているか、ファンがフィラメントや他のゴミで塞がれていないかを確認してください。
プリンターをエンクロージャーの中で使用する場合、内部の温度が高すぎないことを確認してください。過熱すると、フィラメントがノズルに到達する前に溶け始めるヒートクリープが発生する可能性があります。
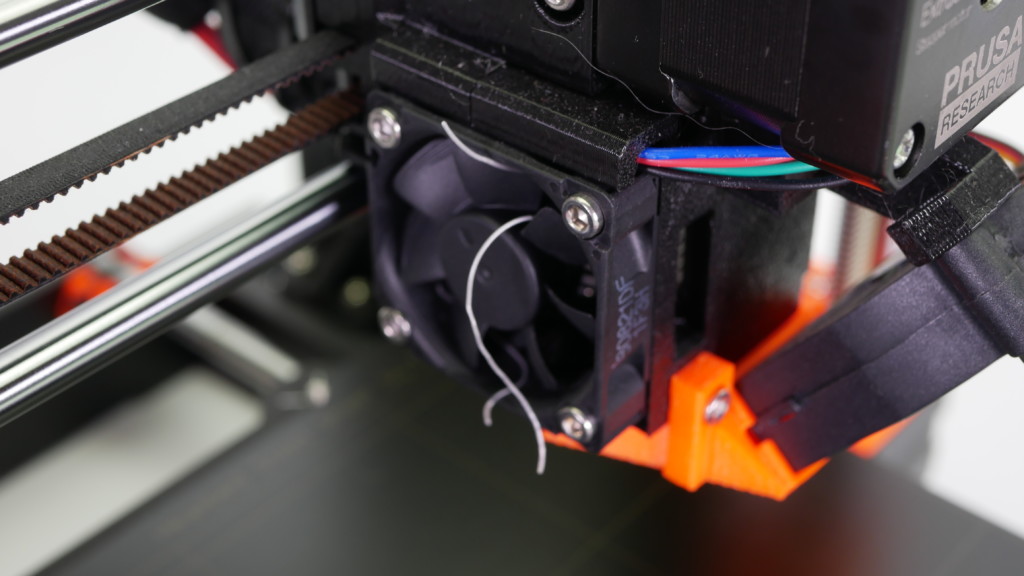
フィラメントの束でファンを塞いだ例。
フィラメント
印刷温度が低すぎたり高すぎたりすることも、印刷の問題を引き起こす可能性があります。お使いのフィラメントのブランドとタイプが PrusaSlicer にリストされていない場合は、印刷温度を +/- 5 ~ 15°C 調整して、問題が解決するかどうか試してみてください。
Some specialty materials, like 柔軟な材料 (柔軟性素材) のような特殊な素材は、印刷を成功させるために多くの調整と微調整が必要な場合があります。Woodfill フィラメント のような 複合材料 は、 , 目詰まりを防ぐために、最低でも0.6mmのノズル、0.2mmのレイヤーの高さが必要な場合があります。ケブラーやカーボンファイバーなどの複合素材がある場合、硬化ノズル が必要です。
また、フィラメントの中には、品質や木材などの注入材料によって太さが異なるものがあり、その場合、押し出されるフィラメントの量に予期せぬ変化が生じることがあります。直径のばらつきの業界標準は +/-0.05mmです。
フィラメントが湿っていると、特に可溶性フィラメント、PETG、ABSは印刷に悪影響を及ぼすので、水分を含まない乾燥した状態で保管してください。使用しないときは、シリカゲルと一緒にスプールを元の袋に戻すことを強くお勧めします。フィラメントは乾燥した場所に保管するか、理想的には 「ドライボックス 」に保管することをお勧めします。
不正なロード/アンロード
指定温度の低い新しいフィラメントをロードする場合は、前回使用したフィラメントの種類に応じた温度で、ノズルを予熱してください。つまり、常に最も温度設定の高いフィラメントの予熱を使用することです。例えば、 ABSやPETGで印刷した後にPLAで印刷する場合、ABSやPETGの温度でPLAフィラメントをロードしてください。 こうすることで、新しく導入されたフィラメントが古いフィラメントを押し出すことができるのです。