射出率(Extrusion Multiplier)を使用すると、押出し流量を微調整できます。これは、 簡単に言えばノズルから出るフィラメントの量です。 つまり、PrusaSlicerの 射出率 設定とプリンターファームウェアの Flowrate 設定は、同じことを調整する2つの方法ですが、これら2つの設定の一方を調整しても、もう一方の値には影響しません。
この手順は、工場から出荷される新しいプリンタでは必要ありませんが、特殊な用途やフィラメントのときに行います。 理想的な値は、素材の種類や色によっても異なります。 スプールごとに異なる場合もあります。 フィラメントの種類やブランドを頻繁に変更したり、安価な無名ブランドを使用したりする場合は、この点に注意してください。
より詳細に調べられる方のための情報として、PrusaSlicer は、 Slic3rのフロー計算 と同じ計算を行っていることをお伝えしておきます。
問題を見つける方法
このキャリブレーションは、以下の2つの一般的な問題を修正するときに行います。
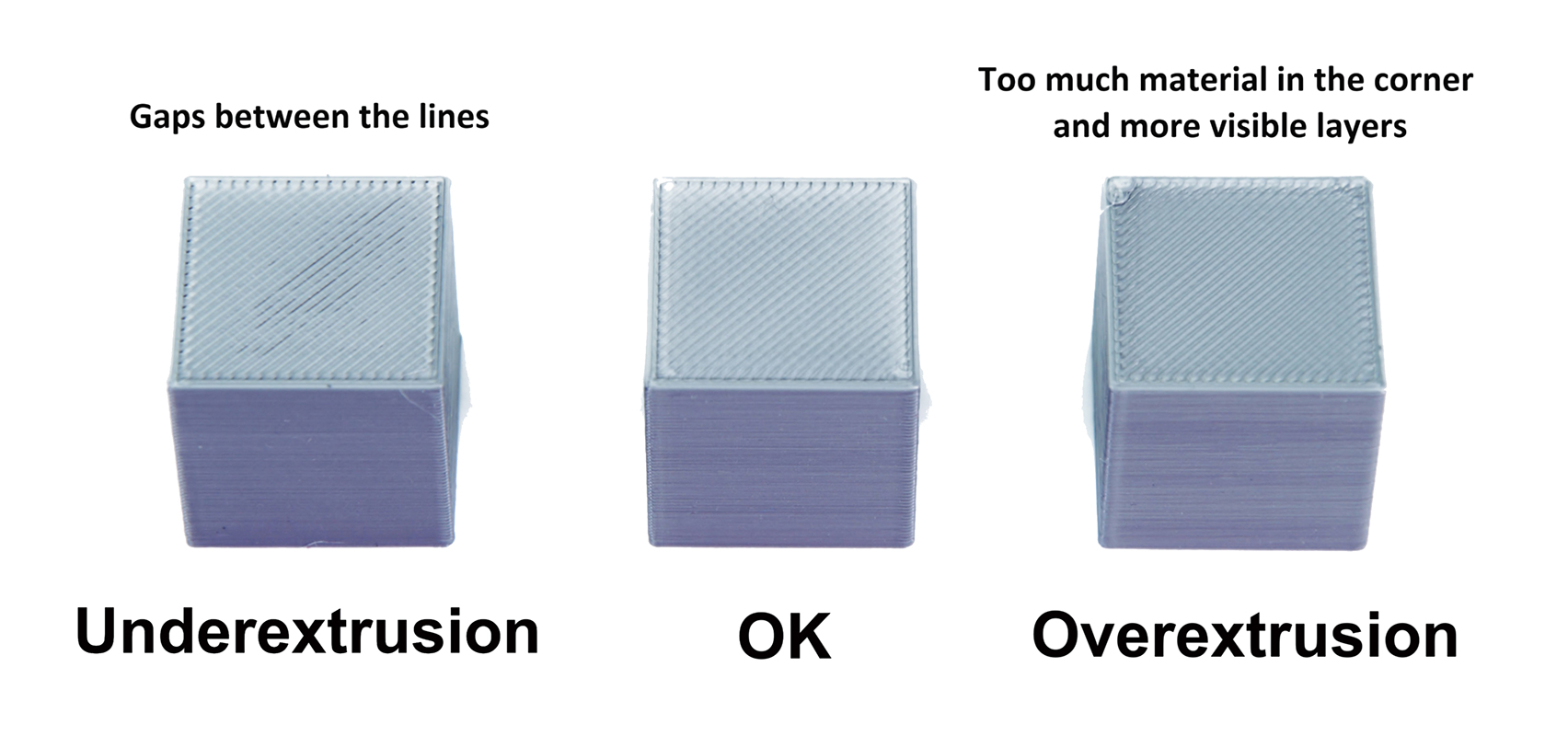
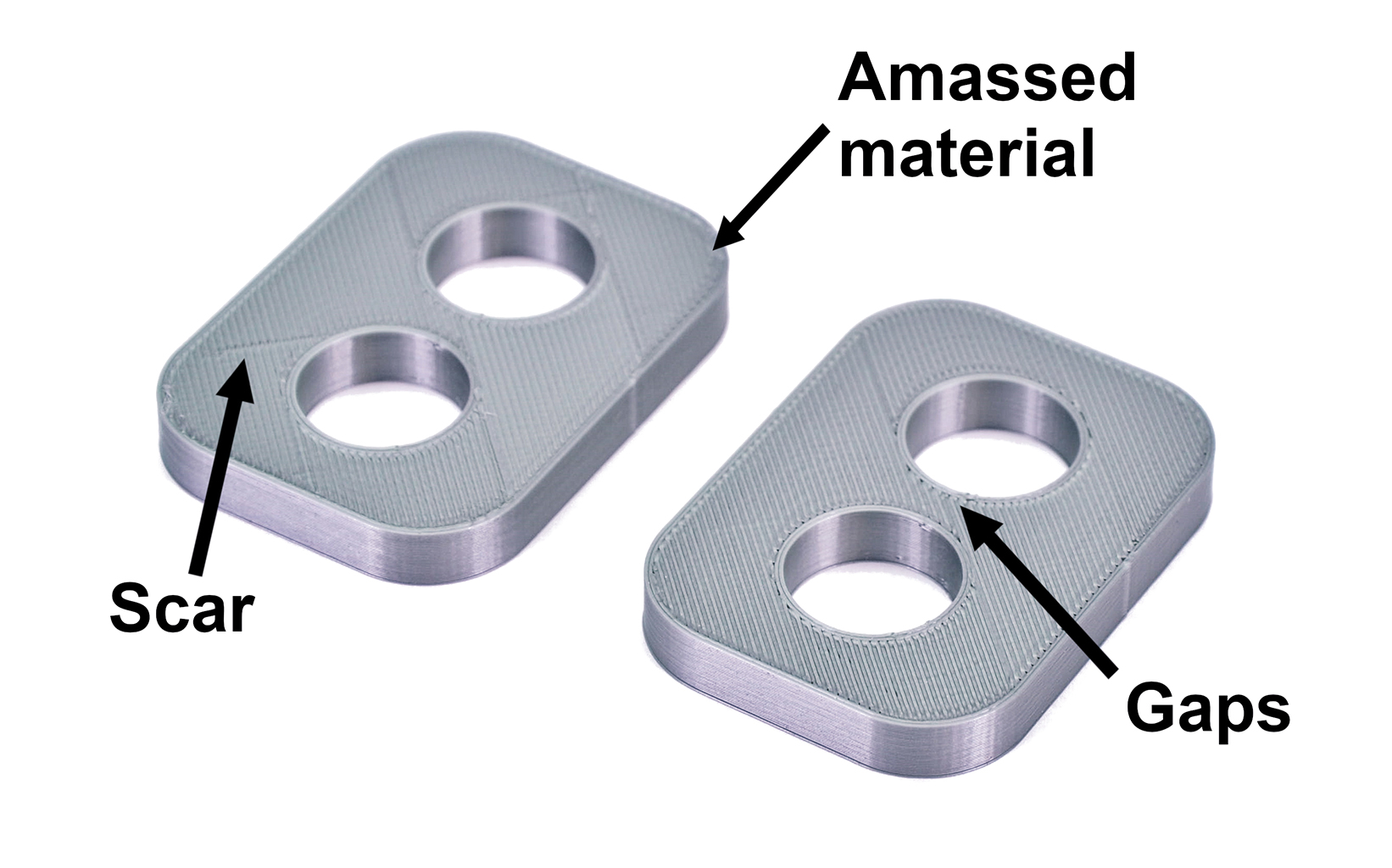
- 過剰な射出 - 押し出される材料が多すぎます(流量が高すぎ)。 それによりボトムレイヤーの傷跡とトップレイヤーの不必要な材料のダマが発生します。
- ところどころで射出不足 - 十分な材料が押し出されていません(流量が低すぎ)。 レイヤー間や外周部のところに小さなギャップが発生します。
過剰な射出は多くのフィラメントで発生する一般的な問題です。 特に、2つに分割したモデルを接着しようとするときに問題が顕在化します。 トップレイヤーが過剰に押し出されると、表面が凸凹の不均一になり、2つのパーツを隙間なく密着できなくなります。
キャリブレーション方法
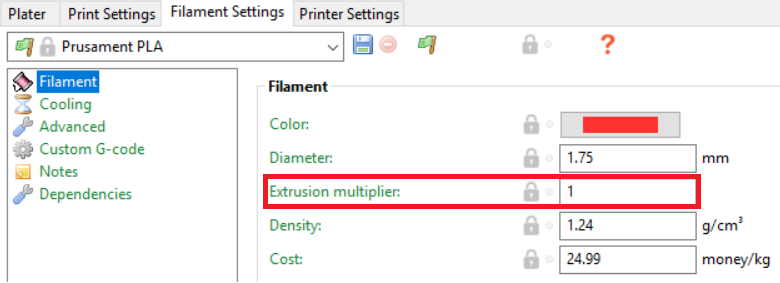
PrusaSlicerで、フィラメント設定タブを開き、射出率の項目を見ます。(PLAの)デフォルト設定は 1 です。この値はパーセンテージを表し、1 = 100%、0.95 = 95%などです。通常、調整範囲は0.9から1.1の間です。 調整するには、値を書き換えるだけです。
プリント中に、プリンターメーニューでTune -> Flowを選びます。 繰り返しになりますが、通常の値は90~110の範囲ですが、その範囲を超えて設定できないという意味ではありません。
どちらの方法がよいか?
射出率のキャリブレーションでのチェックできる方法は2つあり、この記事では両方について説明します:
- 正確な方法 - ノギスやマイクロメータなどの精密測定器を使用します。
- 目視での方法 - プリント状態を目視でチェックする簡単な方法。
どちらの方法を選ぶかはあなたの好みで決めてもらって構いません。どちらの方法を選んでも最終的には同じ結果が得られます。 つまり、簡易な目視での方法でも、トップレイヤーが完璧に平らでスムーズになり、合わせ面もフィットするパーツが作れるようになります。
正確な方法
- ノズル径 = 0.4
- 射出幅 = 0.45
- 基本的な材料 (PLA, ABS, PETG) 射出率 = 1
これよりも大きい/小さいノズルや、0.2mmを超えるレイヤーピッチで調整する場合は、条件で示す値も適宜変更する必要があります。
- 正確な方法のキューブ STLをダウンロードします。
- 花瓶モード (Vase Mode) にして、最もよく使用するレイヤー高さに設定してプリントします。 花瓶モード (Vase Mode) にするには (プリント設定 → レイヤーと外周 → スパイラル花瓶)をチェックします。
- 各壁の中央で3点以上の測定を行い、全体の平均厚さを計算します。
- 次の式を使用して、射出率を計算します。: 射出率 = (射出幅 (0.45) / 測定した平均壁厚)。
- フィラメント設定 → フィラメントで射出率を変更します。
- 新しい設定で再度キューブをプリントし、必要に応じてステップ3に戻ります。

目視での方法
この方法はツールは不要で、あなたの目だけが頼りとなります。 トップレイヤーがスムーズで光沢があり、外周に傷やフィラメントのダマがないことをチェックすることが大事です。
- 目視用モデルSTLをダウンロードします。
- デフォルトのPrusaPLAプリセットを使用して0.20mmのレイヤー高さでスライスし、プリントします。
- プリント後のキューブのトップレイヤーを目視と指先でなぞってチェックします。
- トップが射出不足またはスムーズでないなら、その状態に応じて射出率を1~2%で調整します。
- 満足いくまで上記のステップを繰り返します。
外周付近に 多くの材料がたまっている場合 、 射出率の値を減らし ます。

レイヤーのライン間に 目に見える隙間がある 場合、射出率の値を 増やします (外周付近に微細な隙間があるのは問題ありません)。
