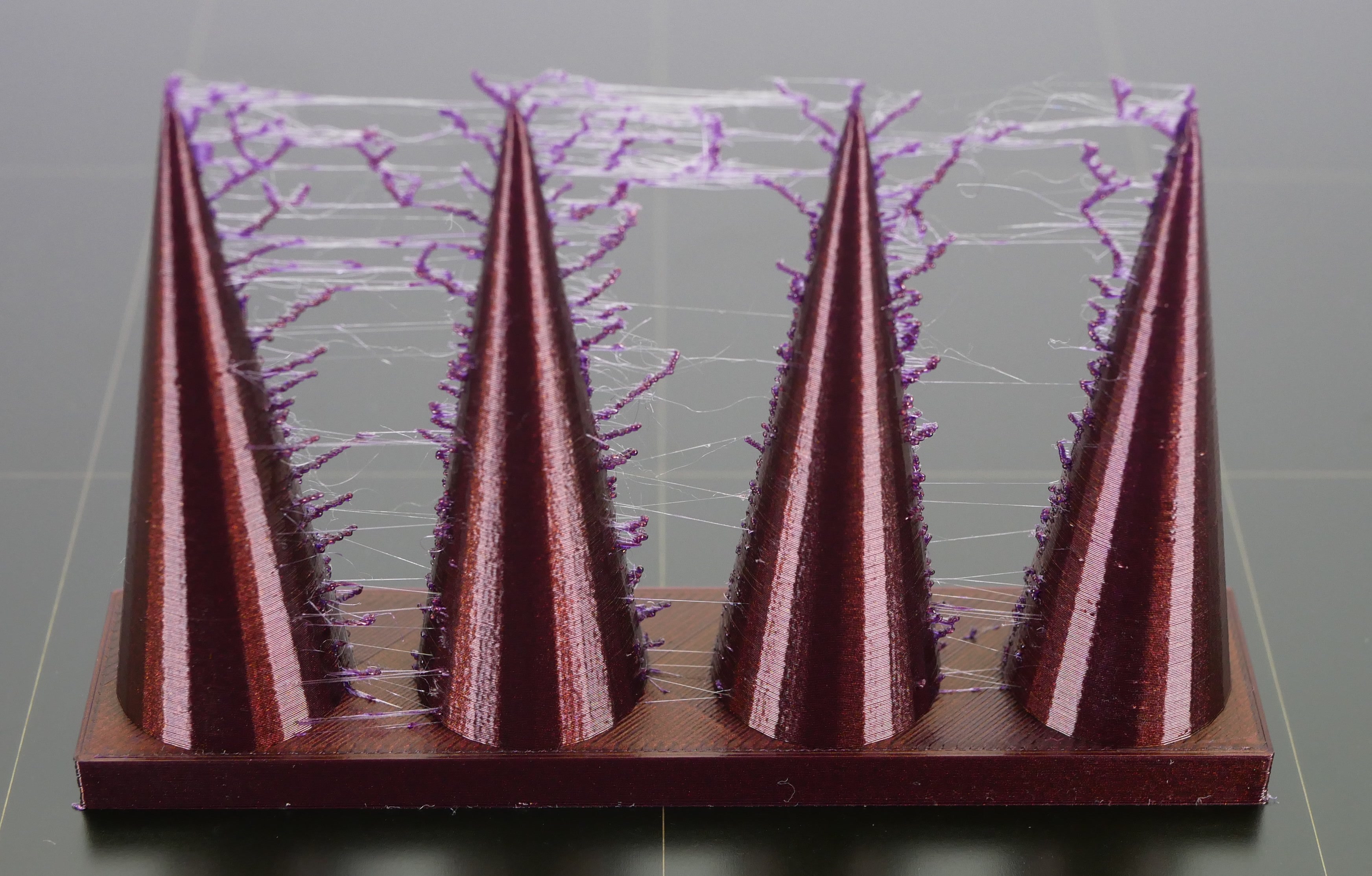
糸引きやにじみは、「ヘアリープリント」とも呼ばれ、プリントしたモデルに小さな糸状のフィラメントが残ることを指します。これは通常、エクストルーダーが別のオブジェクトに移動している間に、フィラメントがノズルから流れ続けたときに起こります。これは、オブジェクトの間に残されたフィラメントの線として見ることができます。
この問題は、プリント温度が非常に高い場合や、不適切なリトラクション設定を使用した場合に発生します。PrusaSlicerの設定をいくつか変更し、ハードウェアもチェックすることで解決します。
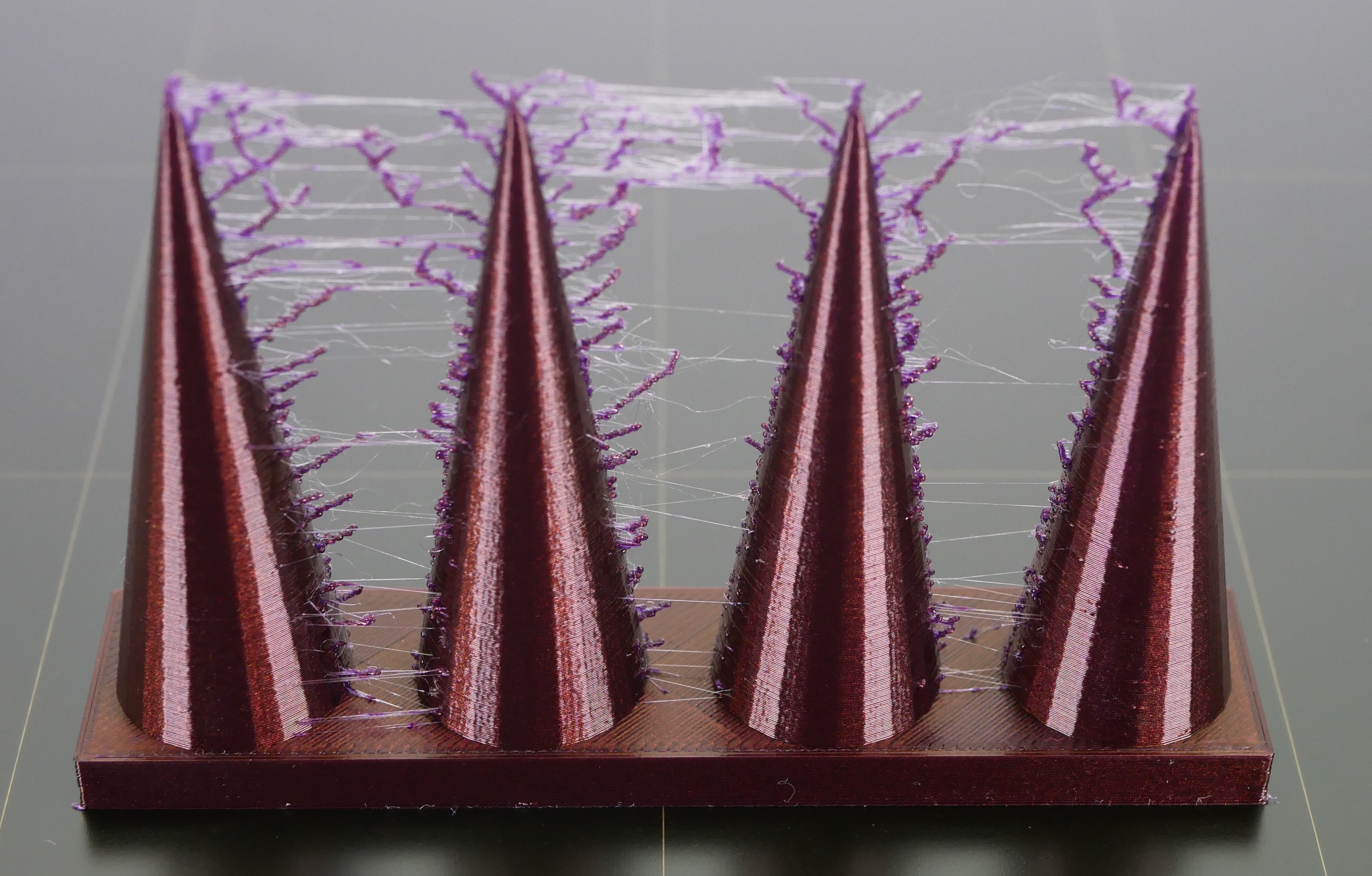 | 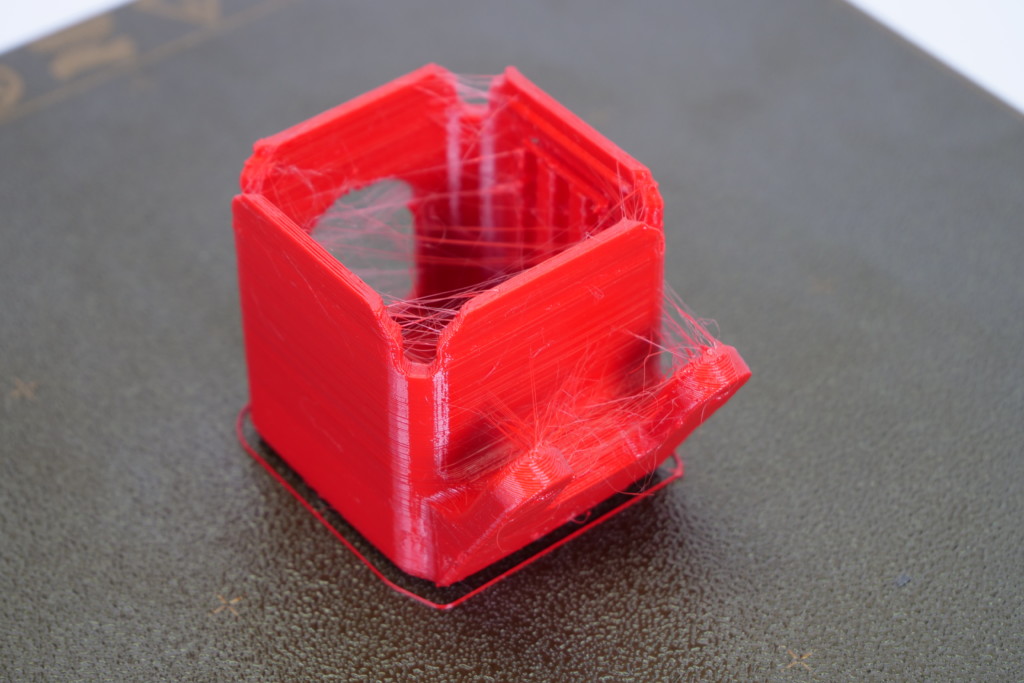 |
ノズルに残った材料による糸引き
PETGなどの単一種類のフィラメントで長時間プリントすると、ノズル内にフィラメントの薄い層ができることがあります。そのため、フィラメントによる細い線がプリント表面に付着し、糸引きの原因になることがあります。そのため、プリント前にはノズルを十分に洗浄し、ノズルに付着した汚れや以前のフィラメントの残りを取り除いておく必要があります。
リトラクト設定
まず、「Retraction(リトラクション)」と呼ばれるパラメータを確認することから始める必要があります。リトラクトというのは、G-codeの1つのセクション/オブジェクトをプリントし終わるときに、エクストルーダーがフィラメントをノズル内に引き戻す動作を指します。エクストルーダーが次の場所に移動すると、フィラメントが押し戻され、再びノズルから押し出され、プリントプロセスが継続されます。
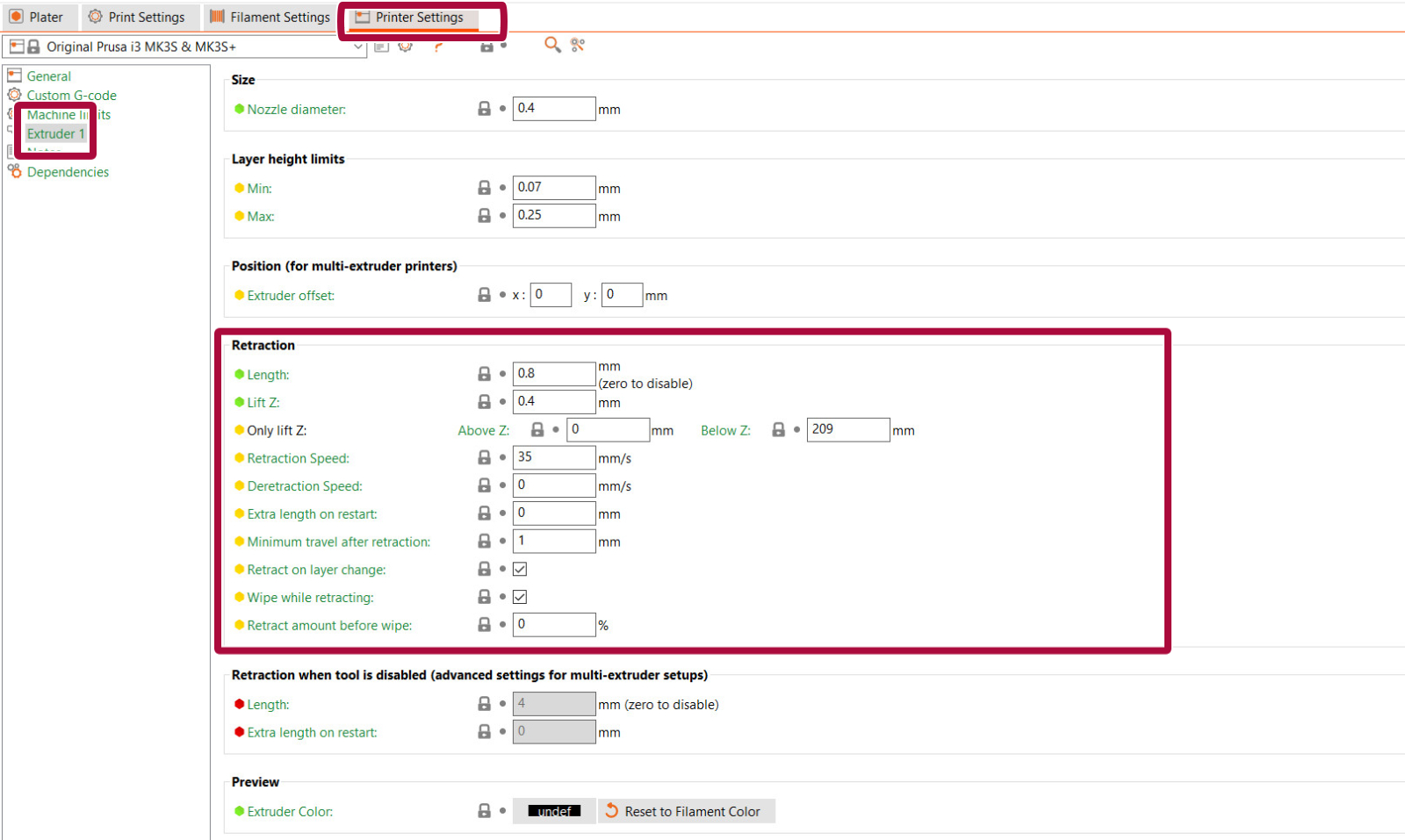
まず、「Retraction(リトラクション)」と呼ばれるパラメータを確認することから始める必要があります。リトラクションというのは、G-codeの1つのセクション/オブジェクトをプリントし終わるときに、エクストルーダーがフィラメントをノズル内に引き戻す動作を指します。エクストルーダーが次の場所に移動すると、フィラメントが押し戻され、再びノズルから押し出され、プリントプロセスが継続されます。リトラクションの設定は、PrusaSlicerのPrinter Settings -> Extruder 1で確認することができます。
TPUなどの柔らかいフィラメントは、ノズルに引き戻される間に材料が伸びるため、通常、より長いリトラクション距離が必要です。柔軟な素材は特殊なケースであり、多くの微調整やチューニングが必要になる場合があります。

糸引きが発生しないようにする工夫
Lift z(リフトZ):エクストルーダーの移動中に持ち上げます。この設定を低くすることで、糸引きが改善されることがあります。ただし、この機能を無効にすると、ノズルがプリントオブジェクトに当たってしまうことがありますので、ご注意ください。
- Retraction Speed(引き込み速度): エクストルーダーのモーターがフィラメントを引き込むときの速度です。値を高くすることで糸引き状況が改善しますが、高くしすぎるとモーターのステップを飛ばす可能性があります。
Minimum travel after retraction(吸い込み後の最小移動量)を正しく設定してください:PrusaSlicerの設定を確認し、値が大きくなりすぎていないかどうか確認してください。MK2.5/SとMK3/S/+では、この長さを最大2mmにする必要があります。PrusaSlicerのプリンター設定から、エクストルーダー1Extruder 1のMinimum travel after retraction(吸い込み後の最小移動量)で設定できます。PrusaSlicerのプリセット値は1mmで、これは低い値です。この値を大きくすると、プリント時間は短縮されますが、にじみ、糸引きが発生しやすくなります。
- レイヤーチェンジ時の退避:プリントが進み、次のレイヤーに変更されたときに、引き込みを有効にします。このオプションはオンにしておくことをお勧めします。
- 吸込み中にワイプ:吸込みにノズルの拭き取り動作をします。このオプションはオンにしておくことをお勧めします。


特にMINI/MINI+では、吸込み後の最小移動量を下げてみてください。
- 順次プリンティング: (プリント設定→出力オプション→順次プリンティング)です。各オブジェクトを個別にプリントすることで、パーツ間の糸引きが発生する可能性が低くなります。この機能を使用する場合、PrusaSlicerはエクストルーダーが既にプリントされたパーツと衝突する可能性があることを警告します。
- ノズル温度 :フィラメント設定→フィラメント→ノズルから、温度を下げると糸引きの発生が少なくなります。ノズル温度を5~10℃下げてみて、糸引きが少なくなるかどうか確認してみてください。
フィラメント
糸引きの原因となっているスプールとは別のスプールを使ってみてください。フィラメントに水分が集まり、糸引きが多くなっている可能性があります。
ホットエンド
ノズルの糸引きは、ノズルの放熱に問題がある可能性があります。ヒートブレイクとヒートシンクの間のネジ山にサーマルペーストを再塗布してみてください。
最近ホットエンドの部品を交換した場合、個々の部品が正しい位置にない可能性もあります。ホットエンドの組み立てを確認し、instructionsと異なる部品がないかを確認してください。
他の工夫
もしどの設定もいじる気になれないのであれば、別の方法があります。ヒートガンを使えば、糸引きを取り除くことができます(ライターでも可能ですが、十分注意してください)。ヒートガンを200℃くらいに設定し、1~2秒間、糸引きに当てます。そうすると糸が溶けて、かつプリントオブジェクトに傷がつかないはずです。熱源を1~2秒以上放置すると部品が変形することがあるので、注意してください。