ブリッジングとは、サポートを使わず、空気の上にレイヤーをプリントすることを指します。不可能なことのように聞こえるかもしれませんが、当社のMK2およびMK3プリンタでは、それほど難しいことではありません。ただし、押し出されたプラスチックをプリントファンを使って空中で冷やす必要があるため、最良の結果が得られるのは短い距離に限られることを覚えておいてください。見栄えの良いブリッジレイヤーをプリントするには、3つの重要な設定があります。PrusaSlicerの設定、速度、そして冷却です。

ブリッジングの典型的な問題は、上の写真に見られるようなたるみ、垂れ下がりです。
解決方法
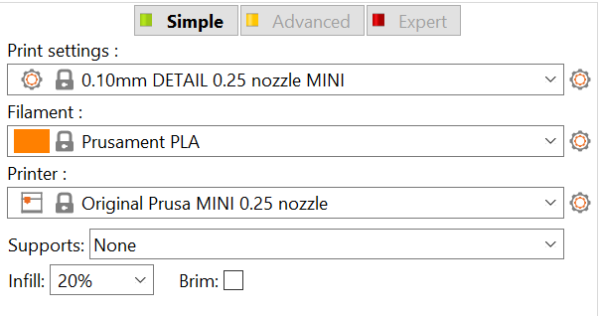
PrusaSlicerのいくつかの設定/パラメータにアクセスするには、「Advanced」または「Expert」モードである必要があります。右パネルのボタン、またはConfiguration -> Mode -> Simple/Advanced/Expert でモードを切り替えることができます。詳しくはシンプル、アドバンスト、エキスパートの各モードをご覧ください。
 ブリッジのフロー
ブリッジのフロー
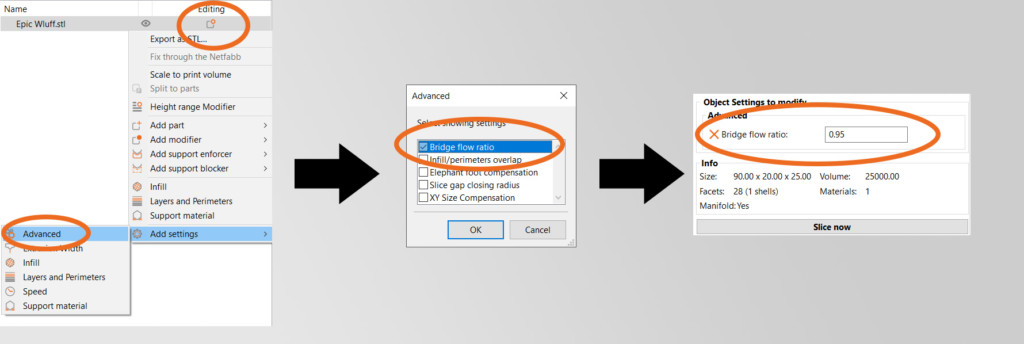
ブリッジのプリントの際にレイヤーが崩れるのを防ぐには、PrusaSlicerの「ブリッジングフロー」の設定を変更するのが一番良い方法です。最初のブリッジングレイヤーは、材料のフローを低くして行う必要があります。PrusaSlicerでモデルを右クリックして、「オブジェクトの設定」-「詳細設定」-「ブリッジフローの比率」で設定を開きます。ブリッジのプリントスピードを低くし、またブリッジのフローも低くすることをお勧めします。これは、押し出されたフィラメントの糸をノズルの後ろに「引っ張る」ことで、落下を少なくするためのものです。理想的な方法は、ブリッジングテストモデル、例えばthisをダウンロードし、スライサーに何度か入れ、モデルごとに異なるフローを設定することです。これは、多くのテストプリントを実行する必要がなく、あなたのプリンタ/材料のための正しい設定を見つける方法比較的迅速な方法です。
PrusaSlicerの速度を調整する
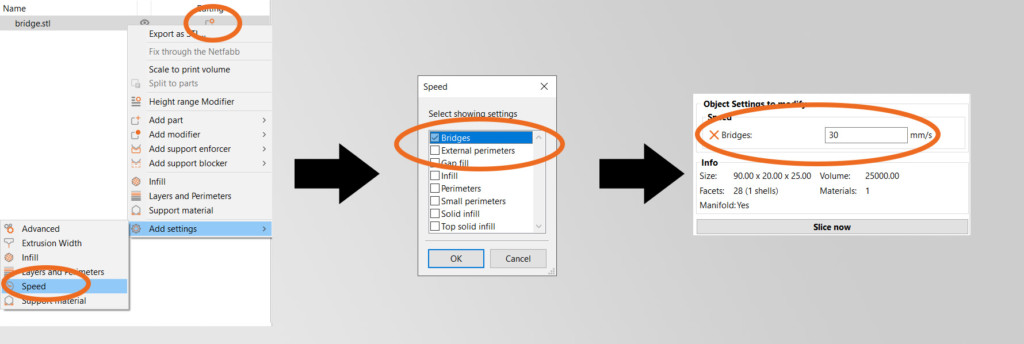
3Dビューでオブジェクトを右クリックするか、オブジェクトリストで編集アイコンをクリックしてコンテキストメニューを開きます。次に、「設定を追加」-「スピード」-「ブリッジ」を選択し、ブリッジをプリントするスピードを微調整します。
ブリッジのサポートを半分に強化
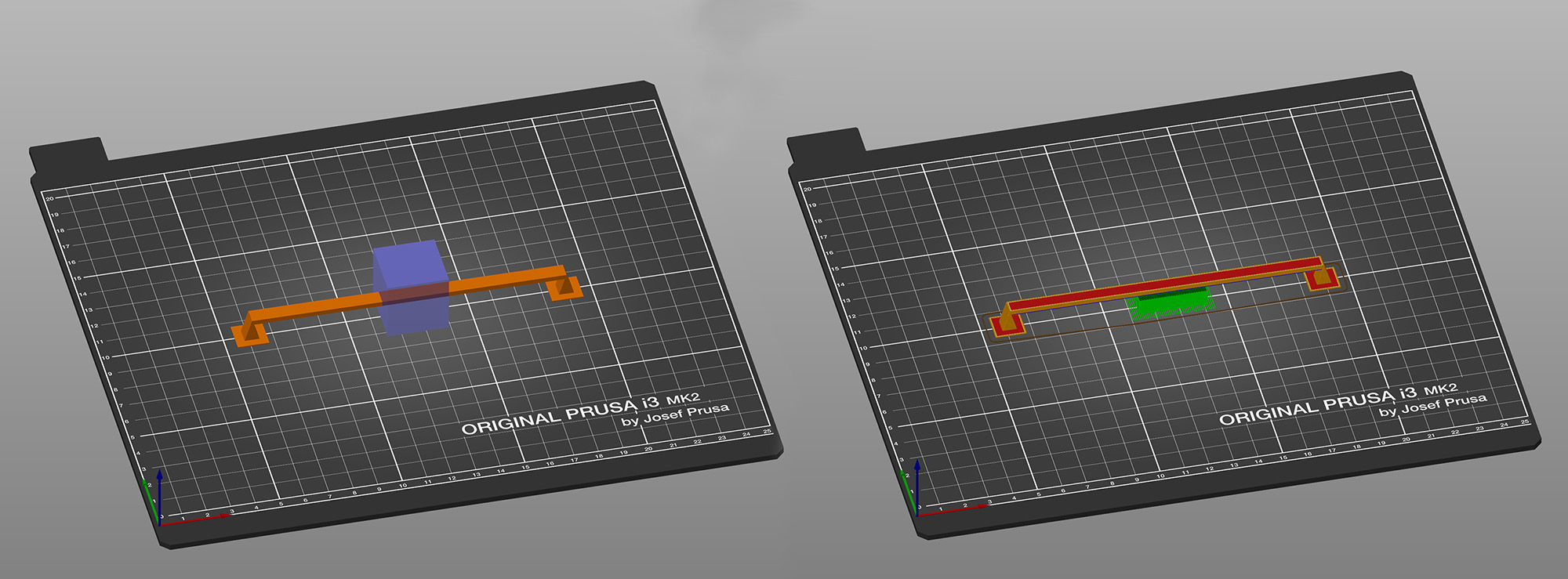
ブリッジ部分が非常に長い場合、強制的なサポートを使用して、中間に島状のサポートを作成することができます。3Dビューでモデルを右クリックし、「サポートエンフォーサーの追加 - ボックス」を選択します。次に、移動、回転、スケールツールを使って、ボックスを変形します。
オブジェクトの方向を変更する
最良の解決策は、ブリッジを完全に取り除くまでオブジェクトの向きを変える(回転させる)ことです。ブリッジやサポートを気にする必要はありません。多くの場合、難しいことではありますが、経験から、ブリッジとサポートを完全に避けるようにスライスすることです。