Wraz z poziomowaniem stołu (Mesh Bed Leveling), korekcja poziomowania jest ważną funkcją, pozwalającą użytkownikom ustawić kompensację nawet najmniejszych niedoskonałości pierwszej warstwy. Pozwala wirtualnie podnieść lub obniżyć którąś z krawędzi stołu - lewą, prawą, przednią lub tylną, w gruncie rzeczy umożliwiając korzystanie z różnych wartości Live Adjust Z na każdym z czterech boków. Przydaje się szczególnie, gdy Twoje wydruki często zajmują jego całą powierzchnię.
Jak używać korekcji poziomowania stołu
Limit regulacji wynosi +/- 100 mikronów (μm). Jednakże, nawet 20 mikronów potrafi zrobić dużą różnicę, więc kalibrując dokonuj zmian w małym zakresie. Tak samo, jak w przypadku Live Adjust Z, czym niższa wartość (bardziej oddalona od zera na minusie), tym dysza znajdzie się bliżej stołu.
Czynności wstępne
- Upewnij się, że kalibracja XYZ została niedawno przeprowadzona (MK3/S/+), a test osi XY, część Selftestu, dla MK3.5/S, MINI/+.
- Wyczyść całą powierzchnię arkusza druku alkoholem izopropylowym o stężeniu 90% lub wyższym.
- Wykonaj dobrą kalibrację pierwszej warstwy. Postępuj zgodnie z dedykowanymi instrukcjami dla MK2.5/S, MK3/S/+, MK3.5/S i dla MINI/+.
- Upewnij się, że możliwe przyczyny opisane w dedykowanym artykule nie dotyczą Twojej drukarki.
Modele testowe
Pobierz i potnij w PrusaSlicerze ten STL dla swojej drukarki, używając domyślnych ustawień dla PLA z warstwą o wysokości 0,20 mm.
Procedure
- Wydrukuj przygotowany w poprzednim etapie G-code, najlepiej z PLA o jasnym, nieprzejrzystym kolorze. Wydruk ma wysokość tylko jednej warstwy i zajmuje prawie całą powierzchnię roboczą. Nie musisz drukować całości - możesz przerwać go w momencie wystąpienia oczywistych różnic w poziomowaniu stołu.
- Poszukaj obszarów, gdzie wydrukowana warstwa jest zbyt wgnieciona w powierzchnię (czyli tam, gdzie wykazuje podwijanie i wypływki materiału) oraz tych, gdzie między liniami widać szpary. Na poniższej ilustracji wydruk jest zbyt zbyt wgnieciony w prawym, górnym narożniku, natomiast dysza jest zbyt daleko stołu w lewym, dolnym.
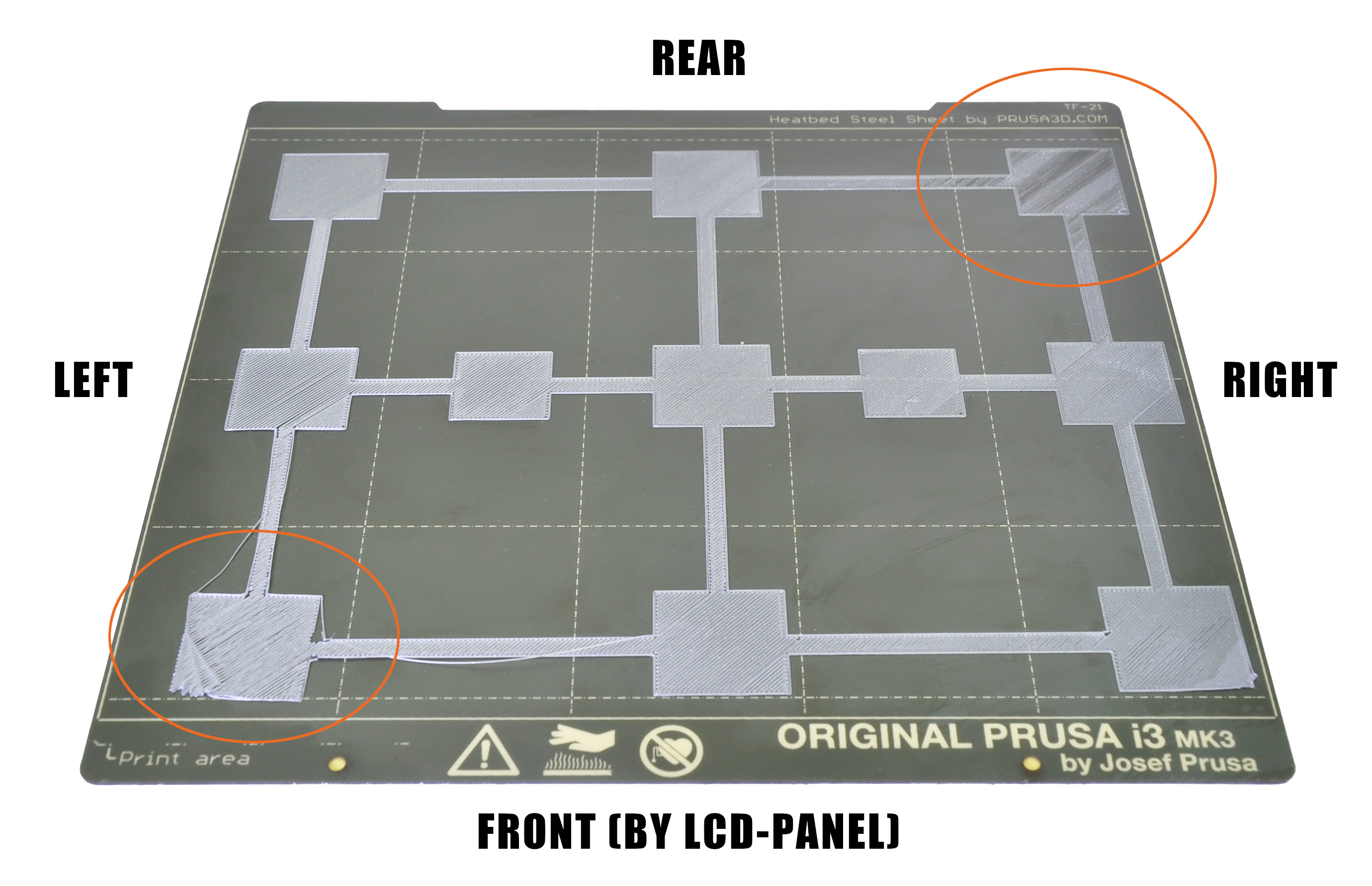
Na powyższym przykładzie musimy zejść do wartości ujemnych z lewej, co zbliży dyszę do stołu, a z prawej musimy wejść powyżej zera, odsuwając ją. Konieczne może być również skalibrowanie przedniej i tylnej krawędzi, ale na tym etapie uruchomimy wydruk testowy, weryfikując ustawienie lewej i prawej.
- Przejdź do menu LCD -> Kalibracja -> Korekta (poziomowania) stołu. W tym menu masz możliwość wprowadzenia korekcji lewej/prawej/przedniej/tylnej krawędzi. Krawędzie są przyporządkowane wg Twojej perspektywy, czyli patrząc na ekran LCD.
- Wprowadzając korekcje zalecamy kroki co +/- 10. Wartości te zostaną uwzględnione w podstawowej kalibracji Live Adjust Z ustawionej w kroku 1. Pamiętaj, że czym bardziej ujemna wartość (czyli czym bardziej oddalona od zera w minusie), tym odległość dyszy od stołu będzie mniejsza, mocniej wprasowując warstwę. Wartość dodatnia (ponad zero) zwiększy tę odległość, pomagając z wypływkami materiału na pierwszej warstwie.
- Powtórz procedurę, aż uzyskasz satysfakcjonujący wynik (niech zainspiruje Cię poniższa ilustracja).
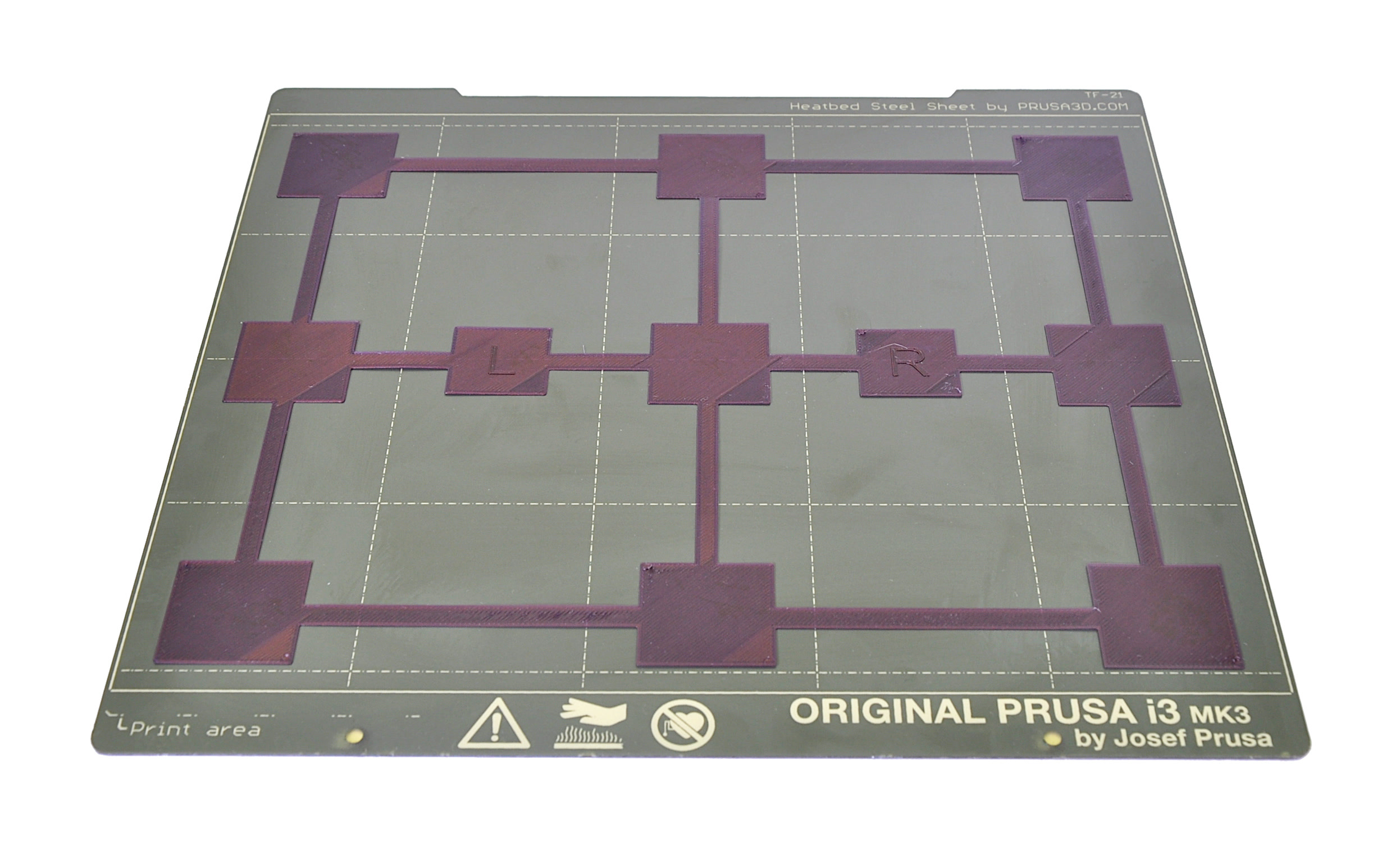
Załóżmy, że Twoja wartość Live Adjust Z to -1.000, a pierwsza warstwa jest za mocno wgnieciona w stół w tylnej części, a w obszarze po prawej widzisz przerwy między wydrukowanymi liniami.
- Z tyłu: musisz wprowadzić dodatnią wartość (np. 25), aby słabiej wgniatać filament w stół
- Z prawej: musisz wprowadzić ujemną wartość (np. -10), aby mocniej wgniatać filament w stół