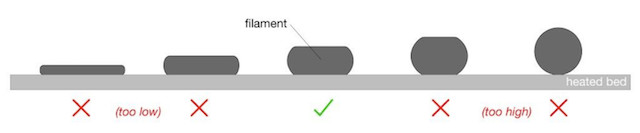
Kalibrace první vrstvy je využívána pro kalibraci vzdálenosti mezi špičkou trysky a tiskovou plochou. Cílem je nastavit výšku trysky tak, aby extrudovaný plast dobře přilnul k podložce a bylo vidět, že je mírně rozpláclý (zmáčknutý).
 | 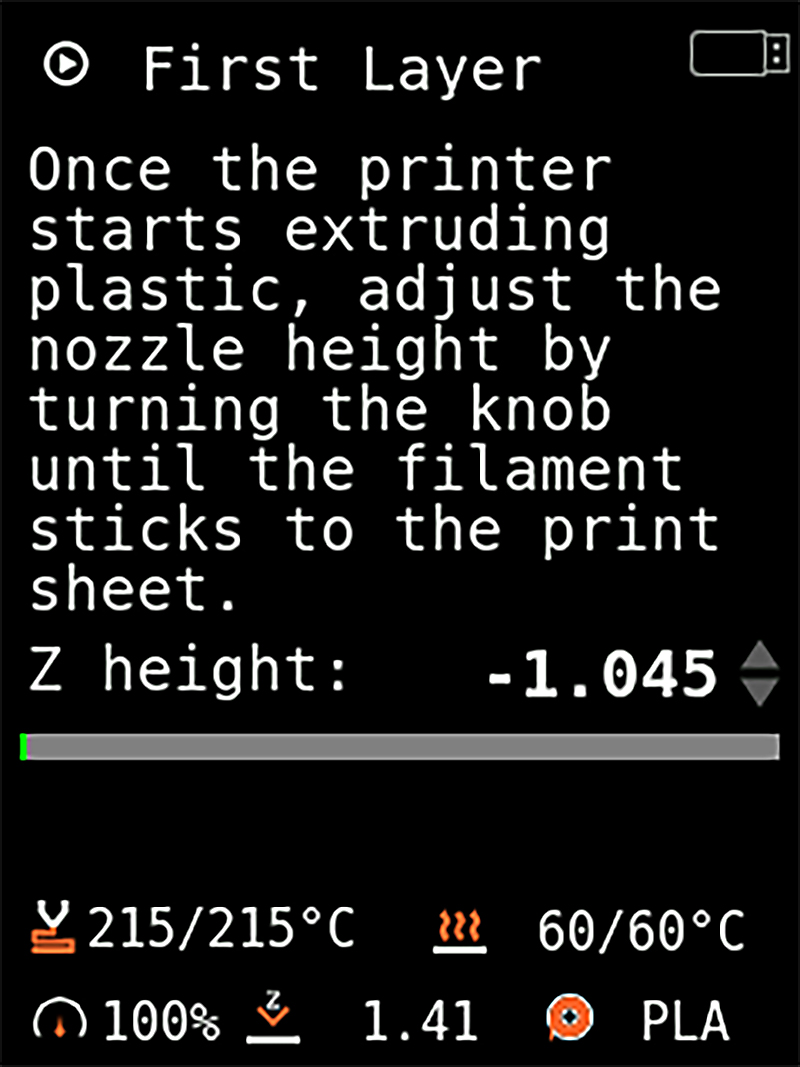 |
U nově sestavené či z výroby resetované tiskárny začíná hodnota 'Výšky osy Z' na 0 a pohybuje se do záporných (-) hodnot, jakmile snižujete vzdálenost mezi tryskou a vyhřívanou podložkou. Počáteční nulová hodnota je nastavena pomocí polohy SuperPINDA/M.I.N.D.A.. Otáčením knobem (čudlíkem) proti směru hodinových ručiček se tryska přibližuje k podložce a hodnota se vzdaluje od nuly.
Postup kalibrace
Kalibrace první vrstvy je poslední částí úvodní kalibrace. Lze ji také kdykoli spustit z LCD-menu -> Ovládání -> Doladění osy Z.
Před pokračováním se ujistěte, že je povrch tiskové plochy (hladký nebo texturovaný ocelový plát) čistý. Informace o tom, jak jej vyčistit, najdete v článku Příprava tiskového povrchu PEI.
Hladký plát
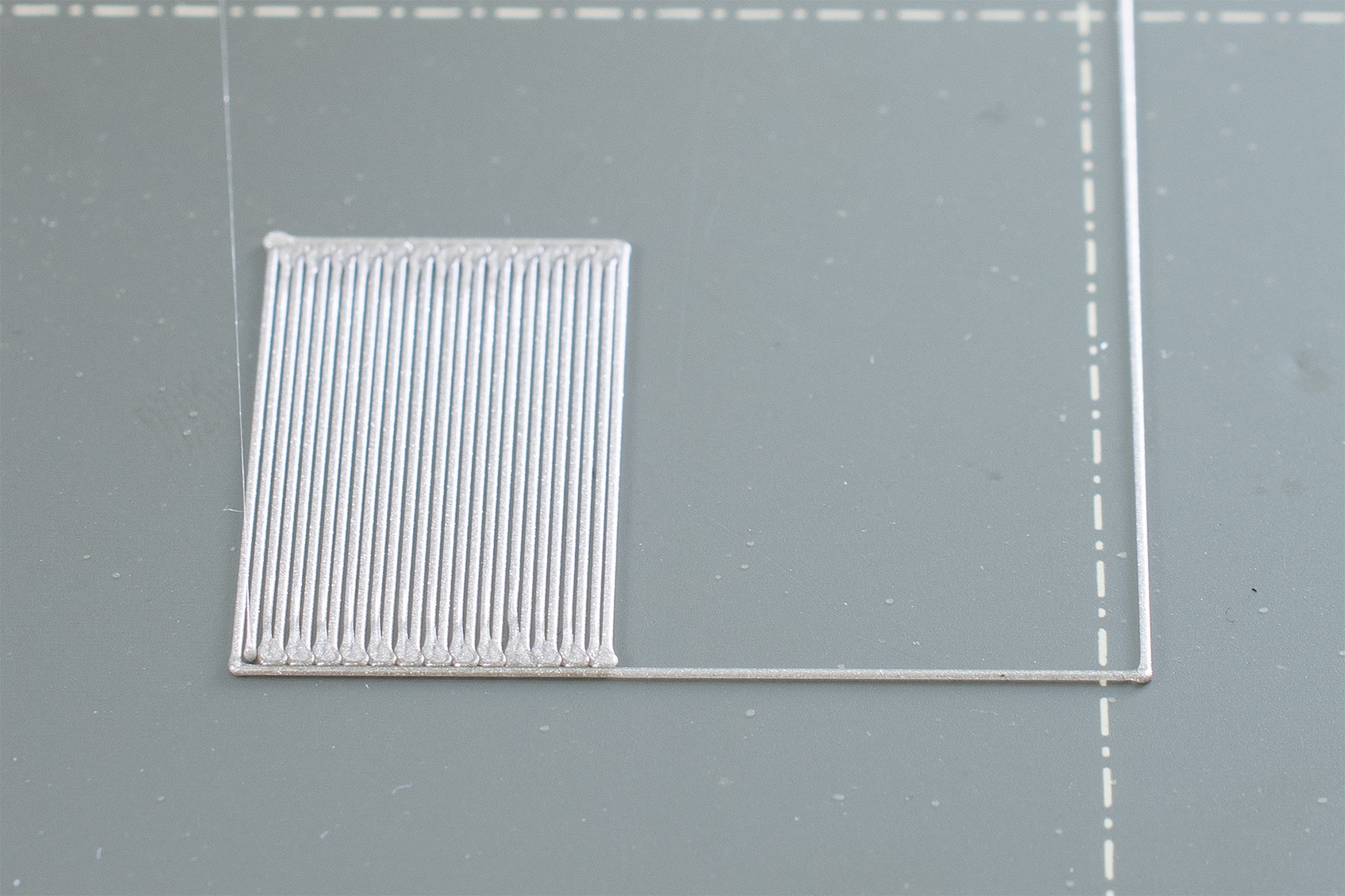
Příliš vysoko
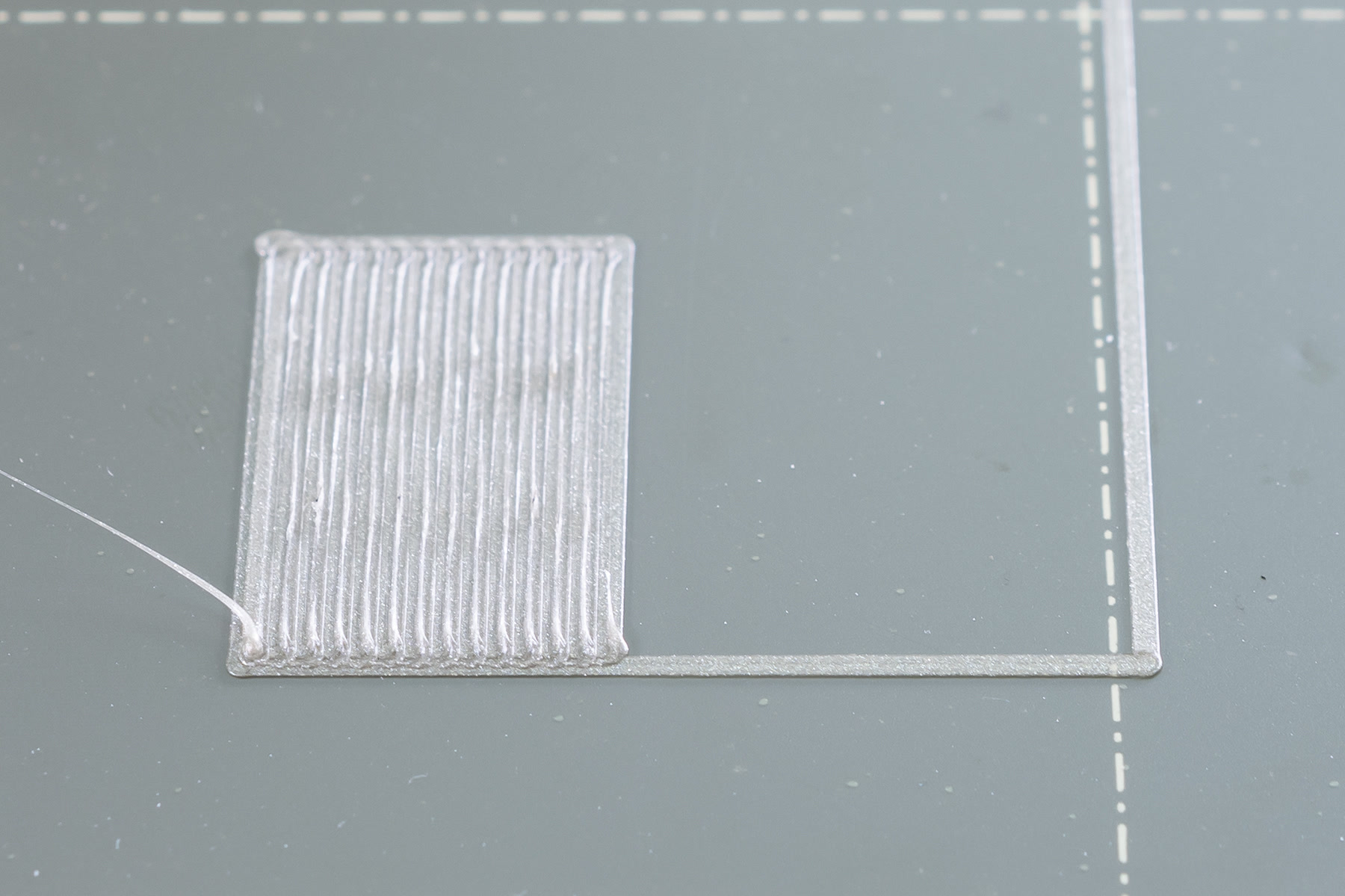
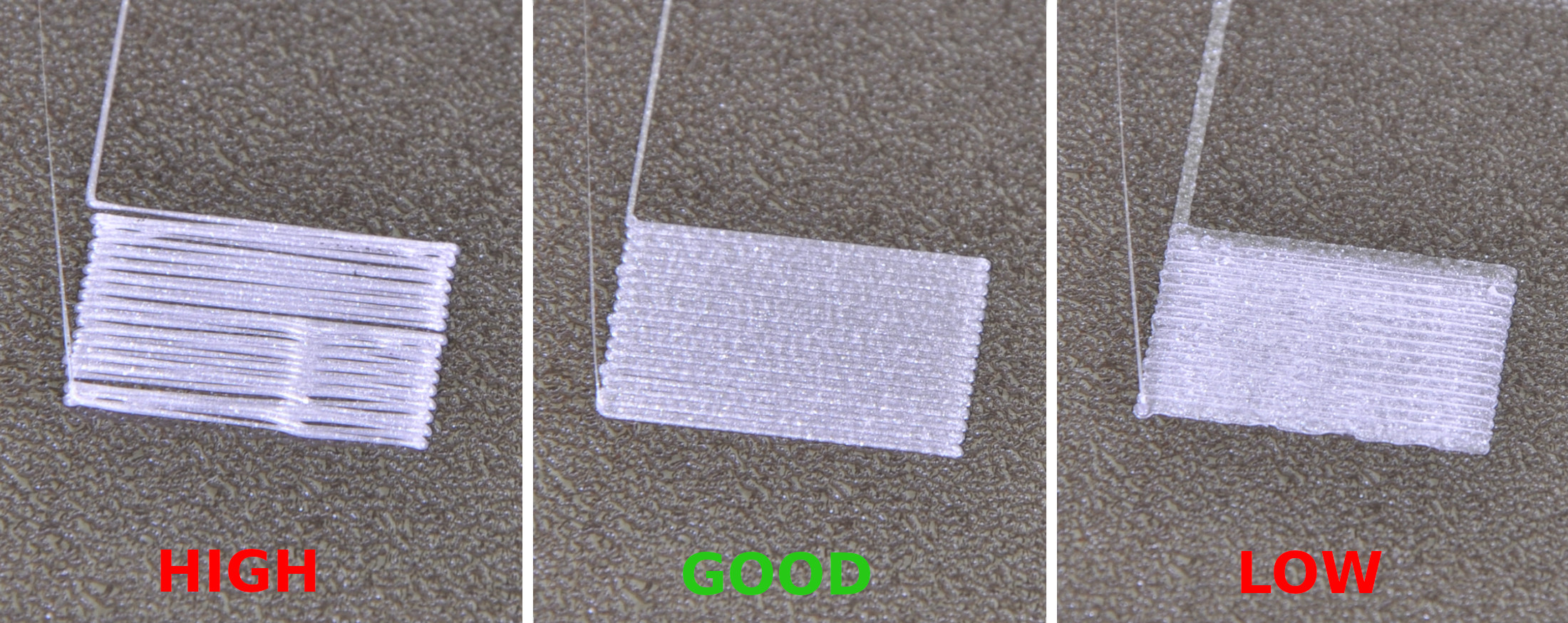
Linku vytlačeného filamentu chcete zploštělou, ale ne úplně rozpláclou. Na čtverci na konci zkušební linky nechcete mít mezi linkami žádné mezery (levý obrázek), ty totiž znamenají, že je tryska příliš vysoko. V takovém případě bude hodnota příliš blízko nule. Výtisky nebudou přiléhat a mohou se při tisku uvolnit, což může naopak Blob v extruderu.
Pokud je tryska nastavena příliš nízko (obrázek vpravo), uvidíte, že linka filamentu bude úplně naplocho zmáčknutá a čtverec na konci bude mít mezi linkami rýhy. Toto je jasný důkaz, že je tryska nastavena příliš nízko. Hodnota pak bude příliš vzdálená od nuly. Pokud je tryska příliš nízko, mohou se okraje čtverce začít kroutit nahoru. V extrémním případě bude filament rozprostřen tak tence, že budete moci skrz něj vidět, což nakonec povede k ucpání hotendu.
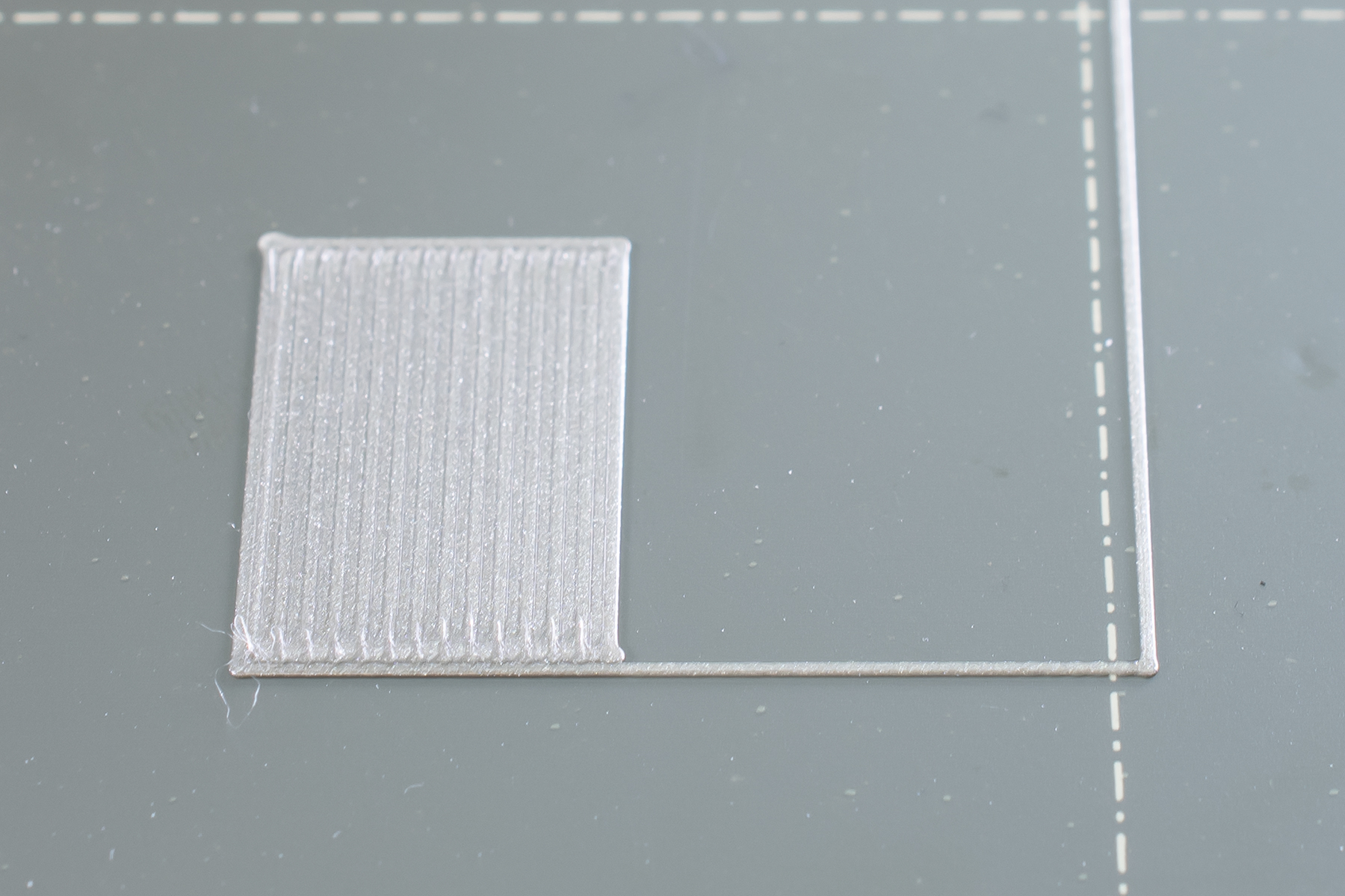
Tak akorát
Při správném nastavení se vám ukáže rovný povrch (obrázek uprostřed) bez mezer a vroubků mezi linkami. Jak bylo uvedeno, numerická hodnota závisí na přesné poloze senzoru SuperPINDA/M.I.N.D.A., která bude u každého stroje unikátní a bez vizuální reference nic neznamená. Běžný rozsah je nicméně od -0,400 do -1,900.
 |  |  |
| Tryska nastavená příliš vysoko | Tryska je nastavena dokonale | Tryska nastavená příliš blízko |
Texturovaný plát
Texturované pláty jsou tenčí než hladké PEI pláty, proto je nutné posunout trysku o něco blíže. Výsledek by ale měl být nakonec stejný jako v případě hladkého plátu. Opět platí, že pokud je tryska nastavena příliš nízko (obrázek vpravo), může se filament začít na okrajích kroutit, jako kdyby nemohl přilnout k podložce. Numerická hodnota bude příliš vzdálená nule a je třeba ji upravit zpět.
Pokud je nastavena příliš vysoká hodnota, uvidíte, že jsou linky kulaté a mezi řádky koncového čtverce jsou mezery. V tomto případě je hodnota příliš blízko nule.
Kdy spustit kalibraci první vrstvy
Obecně platí, že kalibrace první vrstvy by měla být provedena při každé větší změně v sestavě tiskárny. To zahrnuje změnu trysky, upgrade extruderu nebo jiné upgrady jakékoli osy. Pokud přesunete tiskárnu na jiné místo, měli byste znovu spustit všechny kalibrace.
Pro kalibraci první vrstvy s jinými průměry trysek než 0,4 mm se prosím podívejte na tento článek.
Profily ocelových plátů
Jelikož se tloušťka různých pružných ocelových plátů liší podle typu, budete potřebovat pro každý plát samostatné nastavení Live Z. Proto tiskárna nabízí "profily ocelových plátů", kde můžete nastavit kalibraci první vrstvy pro každý plát, který máte. Více informací naleznete v Profily vyhřívaných podložek.