<
Grundlegende Informationen
Beschreibung
Flexible Filamente sind chemisch und mechanisch widerstandsfähige Materialien. Einzelne Schichten halten stark zusammen und es besteht eine große Haftung auf der Druckoberfläche (gilt nur für TPU und TPEE). Aufgrund dieser Eigenschaften ist es notwendig, auf einen pulverbeschichteten Blech zu drucken oder ein spezielles Trennmittel auf der Druckoberfläche (Klebestift oder Kaptonband) zu verwenden. Flexible Filamente sind TPE (thermoplastisches Elastomer) Material, werden aber oft unter verschiedenen Namen wie TPU, TPEE,u.s.w. vertrieben. Z.B. TPU ist im Grunde eine Unterart des TPE-Materials, und der Hauptunterschied zwischen TPU und TPE besteht in der Härte.TPU hat normalerweise einen Härtegrad von 60A-90A auf der Shore-Härteskala. Im Allgemeinen gilt: Je weicher das Filament ist, desto schwieriger ist es, es zu drucken.
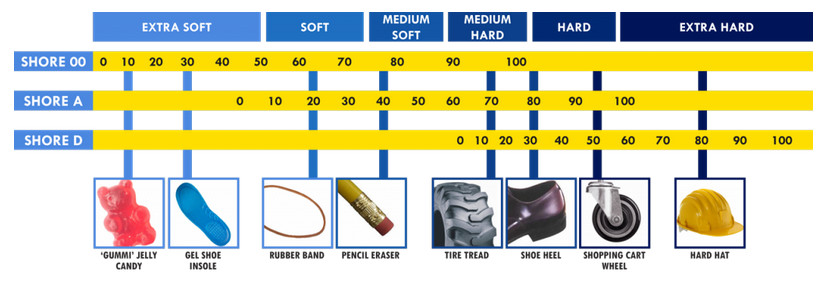 |
| Shore-Härteskala, Quelle: smooth-on.com |
Flexible Filamente sind in der Regel sehr abriebfest (kratzfest), bleiben auch in kalter Umgebung flexibel und zeigen grosse Beständigkeit gegen verschiedene Lösungsmittel. Die Abmessungen sind stabil, es gibt geringe bis keine Schrumpfung oder Verzug. Ihre Zähigkeit und Zugfestigkeit sind ausgezeichnet: 3D-gedruckte Teile können großen Belastungen standhalten, bevor sie brechen. Aufgrund dieser Eigenschaften eignet es sich zum Drucken von Distanzscheiben und anderen hochbeanspruchten Teilen. Mit den richtigen Druckeinstellungen können Sie Stempel, RC-Reifen, Schuhsohlen, Riemen usw. drucken.
Drucken mit flexiblen Filamenten wird nur für erfahrene Maker empfohlen unter Berücksichtigung verschiedener Herausforderungen beim Druck. Wir sprechen von häufigem Verstopfen der Düsen, schlechtem Brücken- und Überhangverhalten, Verheddern der Filamente in den Extruderzahnrädern, Fadenziehen und Durchsickern.
Um die Eigenschaften der unterstützten Materialien zu vergleichen, siehe unsere Materialtabelle.
|
Vorteile |
Nachteile |
|---|---|
|
✔ Flexibilität & Zähigkeit |
✖ Hohe Druckschwierigkeit |
|
✔ Dimensionsstabilität (geringe Schrumpfung) |
✖ Niedrige Druckgeschwindigkeit |
|
✔ Gute Schichthaftung |
✖ Sehr schlechte Überbrückung und Überhänge |
|
✔ Hohe mechanische und chemische Beständigkeit |
✖ Schwierige Entfernung der Stützen |
|
✖ Fädenziehen | |
|
✖ Hygroskopisches Material (absorbiert Feuchtigkeit) |
Geeignete Nutzung
Die beste Verwendung von flexiblem Filament ist für das Drucken von Abstandsscheiben und anderen hochbeanspruchten Teilen. Mit den richtigen Druckeinstellungen können Sie Stempel, RC-Reifen, Schuhsohlen, Gürtel usw. drucken.
Wichtige Regeln für erfolgreiches Drucken mit flexiblen Filamenten
- Vergewissern Sie sich, dass die Düse nicht verstopft ist. Wenn Sie sich nicht sicher sind, machen Sie einen kalten Zug, um sie vollständig zu reinigen.
- Lösen Sie die Spannschraube, so dass die Zahnräder das Filament nur sehr sanft durchdrücken. Wenn sie zu stark drücken, kann sich das Filament in den Zahnrädern verfangen.
- Wenn Sie auf ein glattes oder satiniertes Blech drucken, tragen Sie eine Trennschicht darauf auf (Klebestift oder Kaptonband sollte funktionieren). Das pulverbeschichtete texturierte Blech benötigt keine Trennschicht - der Druck haftet sehr fein und lässt sich leicht entfernen, ohne die Oberfläche zu beschädigen.
- Langsam drucken. Je langsamer, desto besser. Eine typische Geschwindigkeit für flexible Filamente beträgt normalerweise 20 mm/s, die maximal empfohlene Geschwindigkeit liegt irgendwo zwischen 30 und 40 mm/s. Bei höheren Geschwindigkeiten besteht die Gefahr, dass die Düse verstopft oder das Filament sich in den Zahnrädern verheddert. Für Original Prusa-Drucker empfehlen wir die Verwendung der Profile "Semiflex oder Flexfill 98A" oder "Filatech FilaFlex40" mit den richtigen Geschwindigkeitseinstellungen.
- Erhöhen Sie die Düsentemperatur um 5 °C, dies senkt den Filamentwiderstand. Lassen Sie die Druckkühlung ausgeschaltet.
- Halten Sie das Filament trocken. Flexible Filamente neigen dazu, Feuchtigkeit zu absorbieren und können schwer zu drucken sein, wenn sie nass sind.
Tipps für erfolgreiches Drucken
Flexibilität und Slicer-Einstellungen
Brauchen Sie bessere mechanische Widerstandsfähigkeit? Setzen Sie mehr Füllungen und Umfänge im PrusaSlicer. Aber wenn Sie die Materialflexibilität erhalten müssen, versuchen Sie, die Anzahl der Perimeter und der oberen/unteren Schichten zu verringern. Denken Sie jedoch daran, dass flexible Filamente keine guten Überbrückungs- und Überhangsmöglichkeiten bieten. Eine Kombination aus dünnen Schichten und schlechter Überbrückung kann zu hässlichen Löchern und Vorsprüngen führen.
Rückzüge
Wenn Sie ein anderes Programm alsPrusaSlicer, verwenden, versuchen Sie, die Rückzüge ein wenig anzupassen. Je geringer die Rückzugswerte sind, desto geringer ist das Risiko, dass die Düse verstopft oder sich die Fäden verheddern. Es ist in Ordnung, die Rückzüge komplett auszuschalten und dann zu versuchen, sie langsam zu erhöhen und die Ergebnisse zu beobachten.
Stützen drucken
Stützen benötigen möglicherweise mehr Platz in der Z-Achse. Versuchen Sie, auf 0,3 mm zu erhöhen. Stützen, die näher an Ihrem Modell liegen, haften möglicherweise zu stark daran und lassen sich möglicherweise nur schwer entfernen. Erhöhen Sie den 'XY-Abstand zwischen einem Objekt und seinem Träger' auf mindestens 100%.
Filamentsensor
Beachten Sie, dass der automatische Filamentwechsel bei flexiblen Filamenten möglicherweise nicht richtig funktioniert.
Möchten Sie mehr über das Drucken mit flexiblen Filamenten wissen? Lesen Sie unserem Blog-Artikel.
XL
Der Original Prusa XL hat einen langen Weg vom Ladepunkt bis zur Extruderdüse. Aufgrund seiner Weichheit benötigen flexible Filamente besondere Aufmerksamkeit, wenn sie in diesen Drucker geladen werden. Sie können den Flex-filament-bypass drucken und folgen Sie dazu den Anweisungen im folgenden Video:
CORE One+ und CORE One L
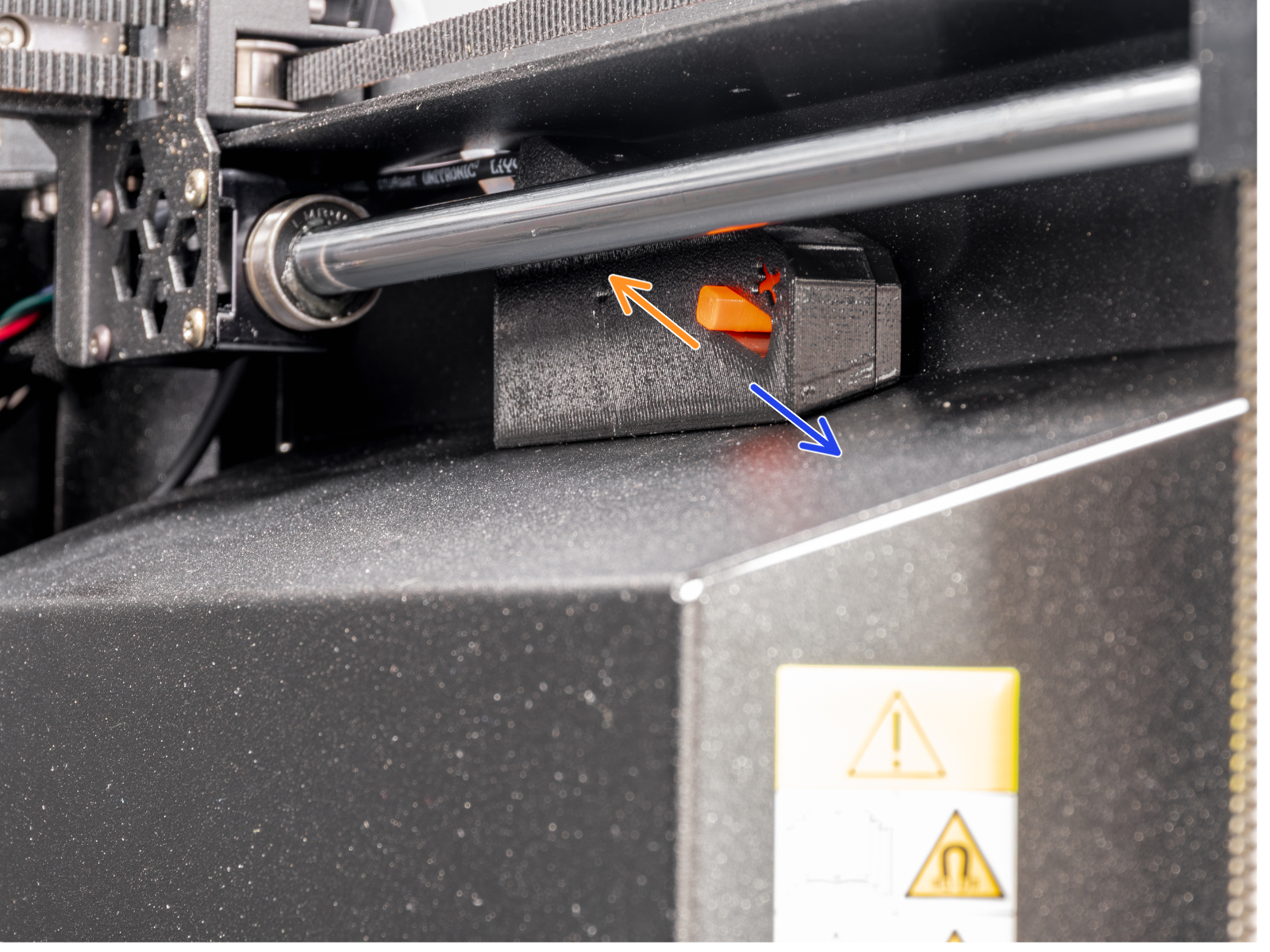
Der CORE One+ und der CORE One L verfügen über einen Hardware-Schalter am seitlichen Filament-Sensor-Gehäuse, mit dem der Hebel des Filament-Sensors gelockert werden kann, um das Laden von flexiblen Filamenten in den Extruder zu erleichtern.
Wenn Sie den Schalter auf die Vorderseite schieben, die Seite mit dem X, wird der Hebel gelockert, so dass Sie das flexible Filament einlegen können. Wenn Sie den Schalter zur Rückseite schieben, wird der Hebel festgezogen.
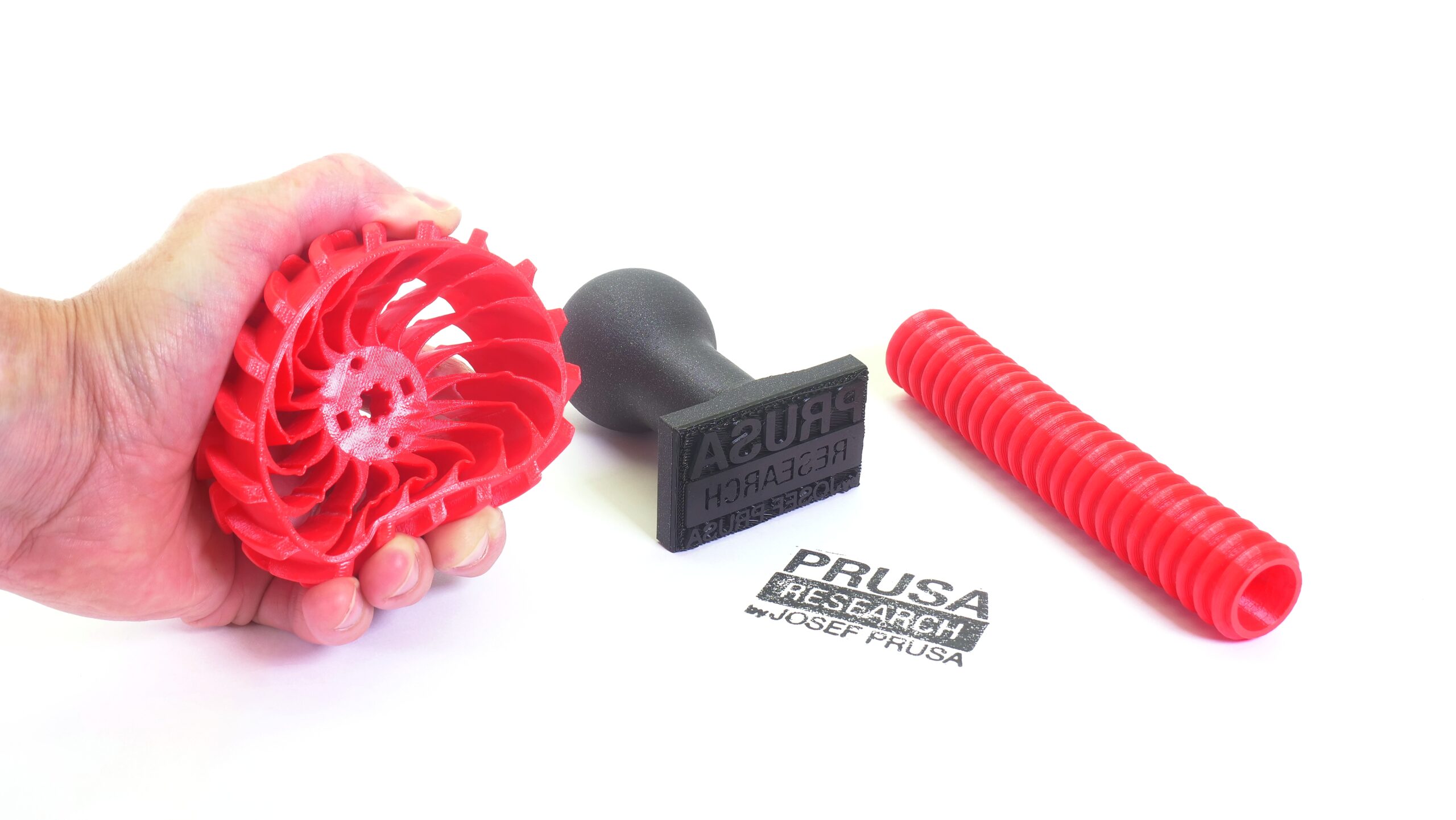
Musterdrucke
|  |
| Stempel, Schläuche und Reifen | Beispiel für Filament-Flexibilität |
 |  |
| RC Reifen | Gopro und Telefonschutzhülle |
4 Kommentare
Ich versuche derzeit das TPU 85A von Siraya auf dem CoreOne+ zu drucken.
Mein Problem ist allerdings, dass beim Nachzug des Filaments während des Druckens, scheinbar zu viel Spannung auf das Filament kommt. Damit gelangt dann schlussendlich zu wenig Filament in den Extruder und es wird unterextrudiert. Hat dafür jemand eine Lösung?
Danke und Grüße
Tim
Aber vlt. kannst Du unter "Filamente" für das Filament mit dem Extrusionsfaktor ausgleichen? (1,1 oder so)?
Ist wohl mehr Workaround als Lösung, sofern's überhaupt klappt...