Después de terminar con éxito el montaje de tu Original Prusa MMU2S y pasar por 8. Comprobaciones preliminares y calibración del manual de montaje deberías de estar listo. Sin embargo, si te encuentras con problemas persistentes, hemos recopilado una lista de verificación de lo que debes comprobar.
Calibraciones necesarias
Con los cientos de cambios de filamento que puede haber en una sola impresión de la MMU, el sistema necesita saber dónde está cada filamento en todo momento. Por lo tanto, hay dos sensores, que ambos tienen que ser configurados correctamente. Puede ver si se activan correctamente en el menú LCD en Support -> Sensor info. Cada uno debe mostar "1" si el filamento está presente y "0" cuando no lo está.
Calibración del sensor de filamentos IR
Este es uno de los dos sensores del MMU2S, situado en el extrusor de la impresora. Antes de empezar a imprimir, asegúrate de que el mecanismo del sensor de filamento IR está debidamente calibrado.
Calibración del sensor SuperFINDA sensor
El SuperFINDA es el segundo sensor del MMU2S. Su posición es crucial para garantizar un funcionamiento fluido. Su montaje también puede recoger restos o hilos de los cambios de filamento. Para configurarlo e inspeccionarlo, consulta Configuración y resolución de problemas de FINDA.
Configuraciones de hardware
Tensión del tornillo de presión
Justo como el tornillo de presión del extrusor, sus homólogos en el MMU2S deben estar bien apretados. Si los muelles de la polea tensora están demasiado apretados, puedes hacer que el motor de la polea tensora salte. Un apriete excesivo también puede hacer que las poleas se "ahoguen" con el filamento.
Para encontrar la tensión perfecta, aprieta el tornillo a unos 0,5 mm (0,02 pulgadas) por debajo del borde del orificio, a ambos lados del cuerpo de la polea tensora, y sigue estos pasos:
- Los 5 filamentos tienen que ser cargados hasta la posición de la polea dentada.
- Mueve el selector hacia el extremo derecho (5ª posición del filamento) y hacia atrás, pulsando prolongadamente los botones de control derecho e izquierdo.
- Si oyes un clic, afloja un poco los tornillos e intenta mover de nuevo el selector.
- Repite hasta que no haya más clics.
Posicionamiento de las bobinas y del buffer
Los portabobinas no deben estar demasiado cerca unos de otros. Lo ideal es que las bobinas se coloquen como se describe y se muestra en el manual (imagen inferior).

Inspección de montaje
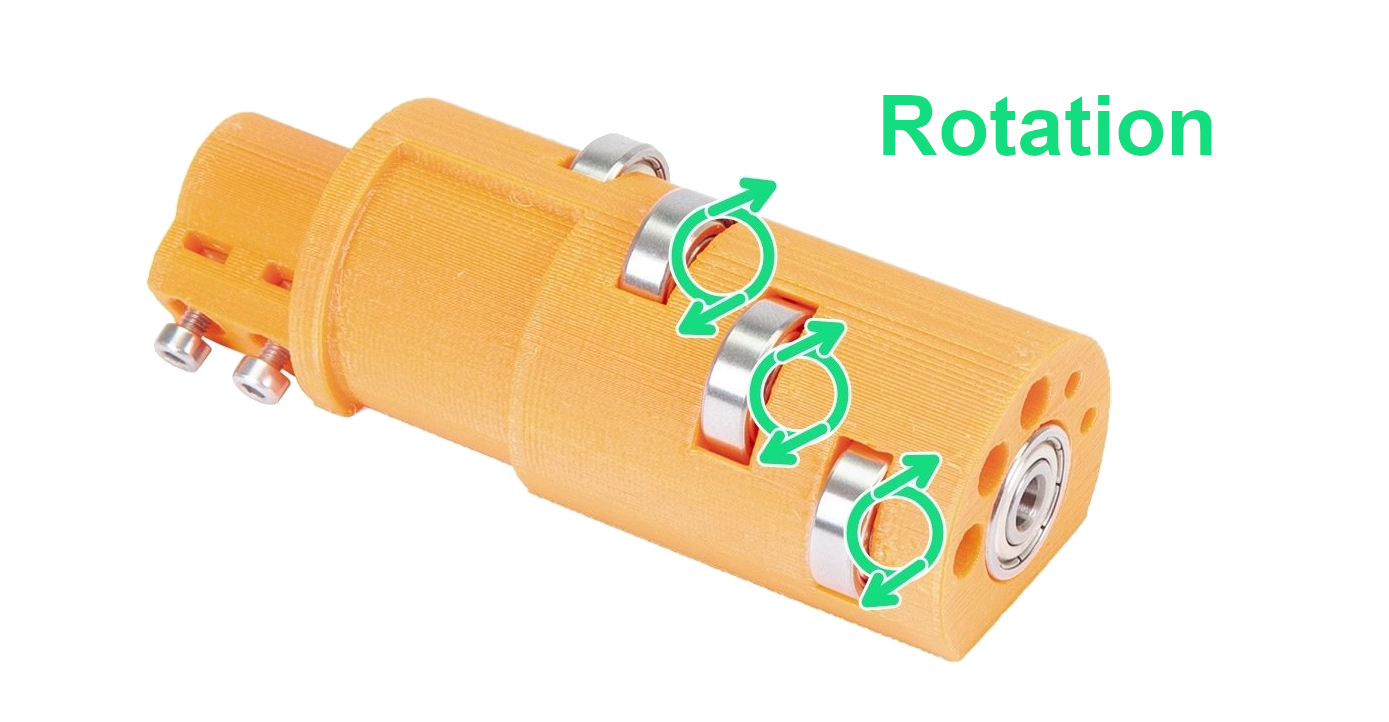
Rodamientos Tensores
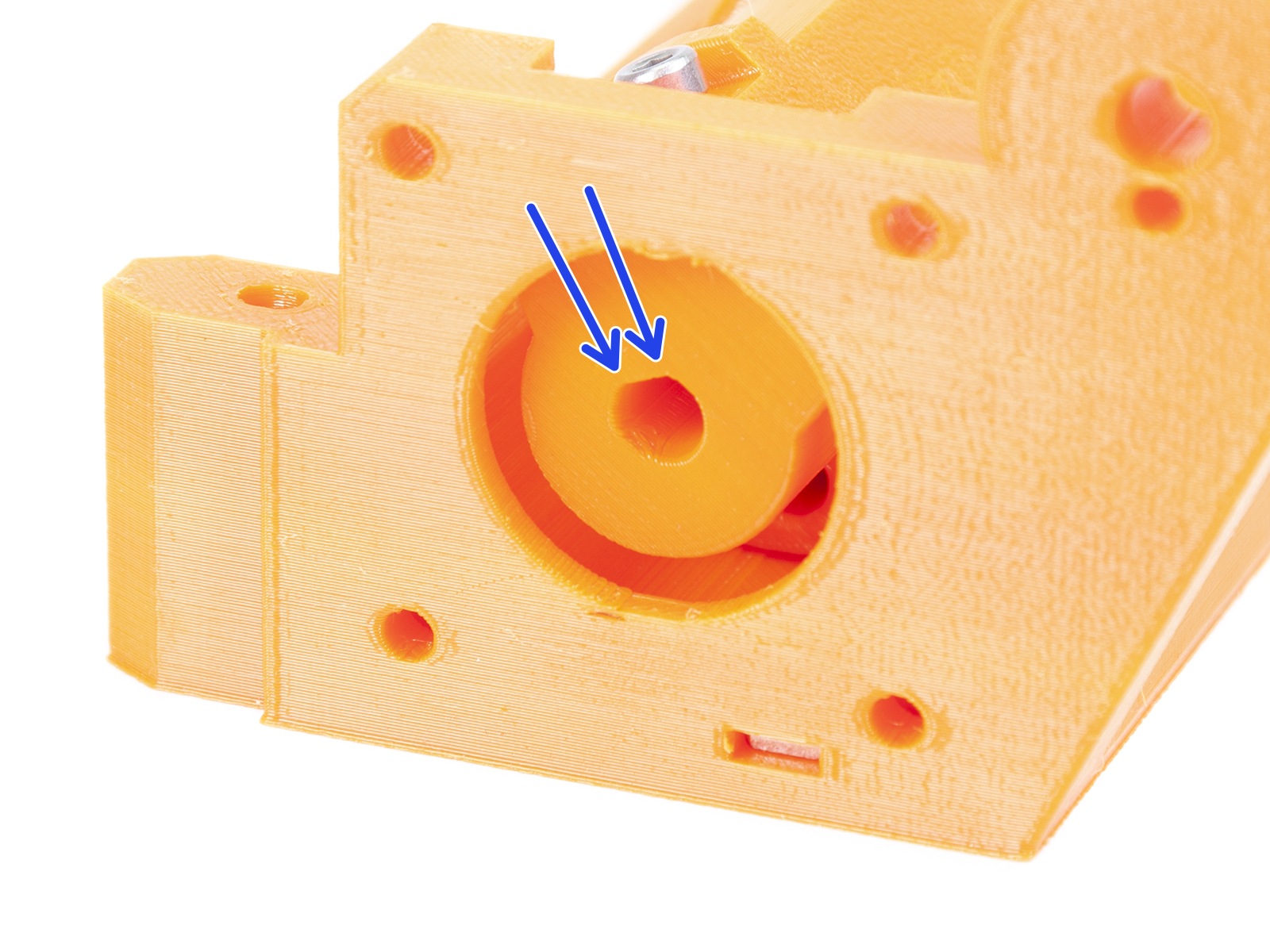
Los cinco rodamientos que sobresalen del cilindro tensordeben girar libremente sobre sus ejes. Si no es el caso, siempre puedes retirar e inspeccionar el rodamiento empujando hacia fuera el eje desde el lado opuesto al que están insertados. Utiliza una varilla o llave Allen de al menos 100 mm (~4 in) de longitud.
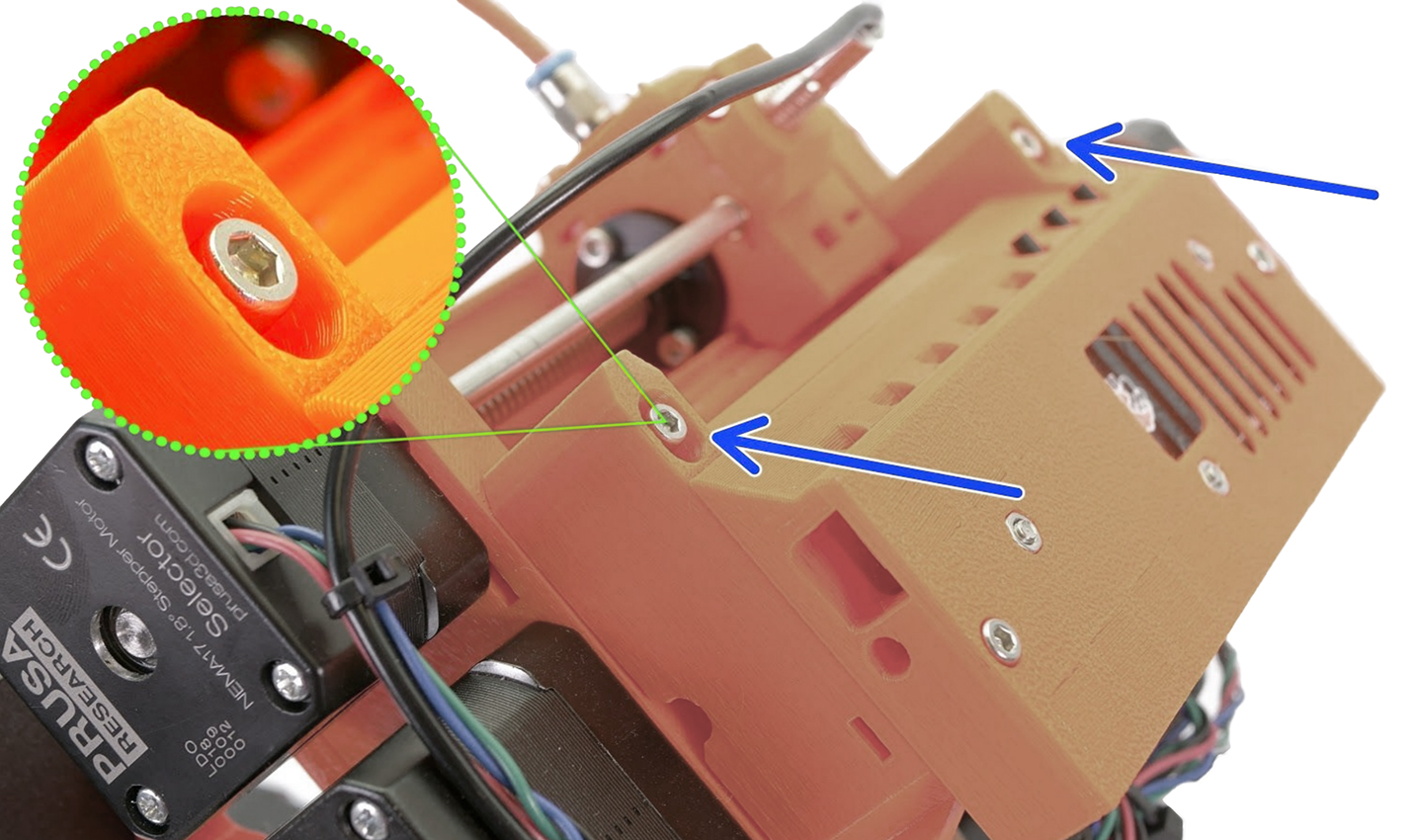
Asegurando el tensor en el eje
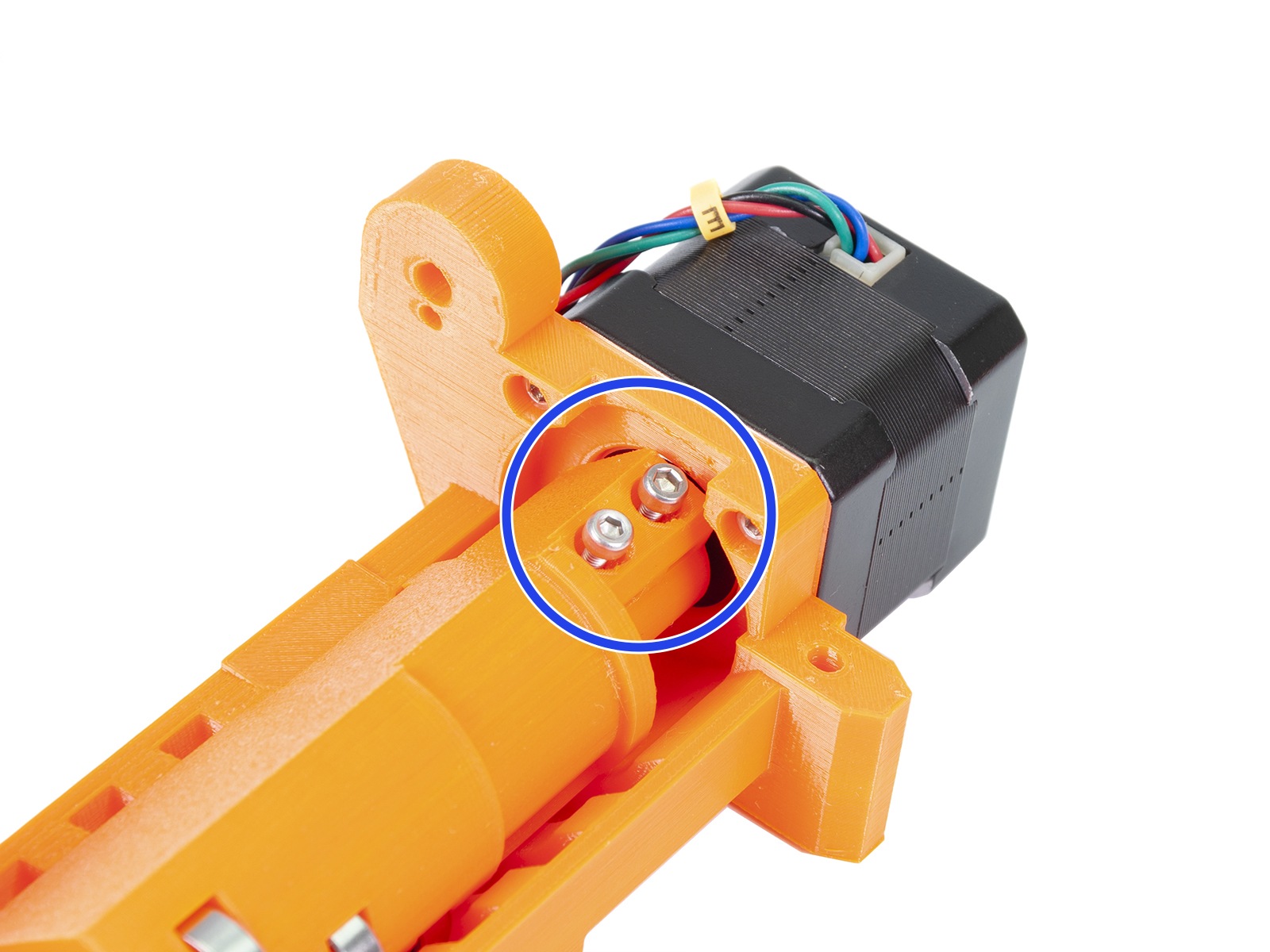
El cilindro tensor debe fijarse con dos tornillos M3x10 que actúan como tornillos prisioneros en el eje del motor de la extrusora MMU2S.
Ten en cuenta que estos dos tornillos M3x10 también pueden aflojarse con el tiempo, así que comprueba el apriete cada pocas docenas de horas de impresión. Otro problema potencial que debes verificar es si los dos tornillos están apretados contra la parte plana del eje del motor del extrusor. Mira 1. Montaje del cuerpo del tensor del manual de montaje.
 |  |
Rotación del rodillo
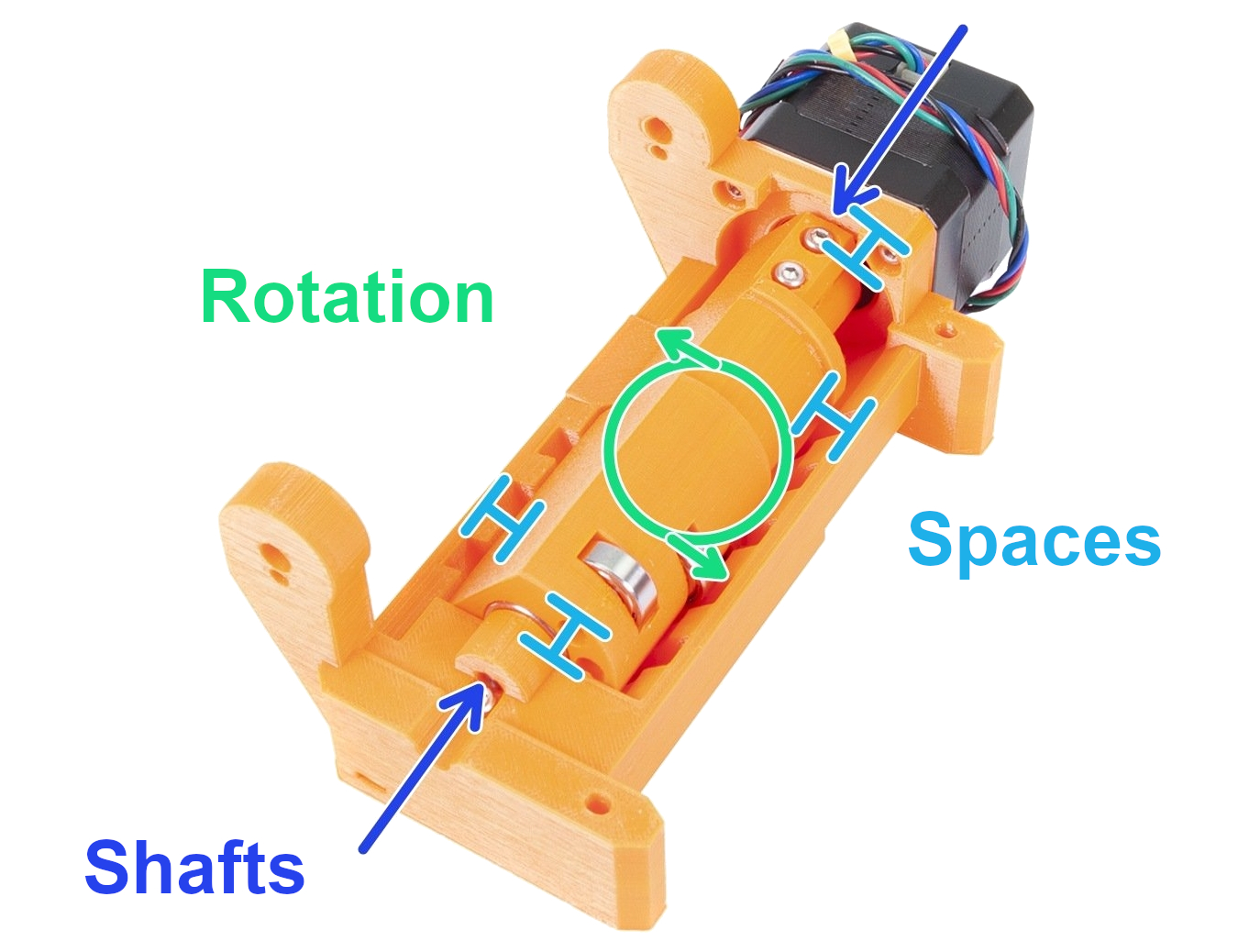
La polea tensora debe tener algo de espacio en el lado izquierdo o derecho y alrededor de la circunferencia del barril de la polea tensora (mira los espaciadores de color azul claro en la imagen de abajo). La solución es alejar un poco el tambor de la polea tensora del cuerpo de la misma y ampliar el espacio. Un espacio de aproximadamente 1 mm (0,04 pulgadas) en ambos lados es más que suficiente. Pruebe girando la polea tensora con la mano cuando la impresora esté apagada.
Alinea las poleas
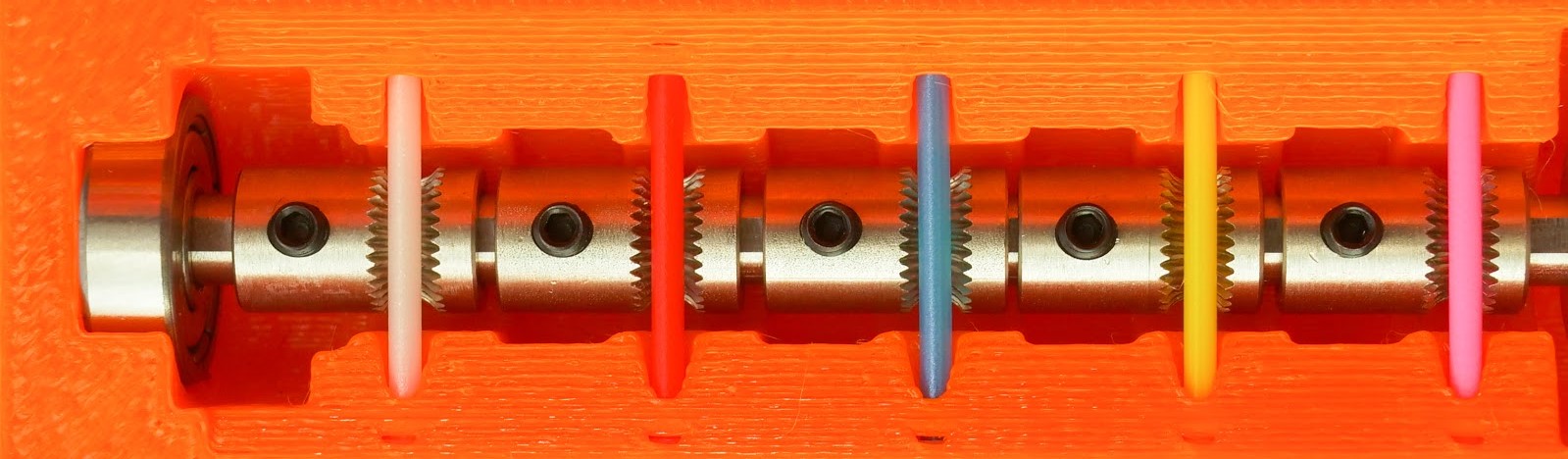
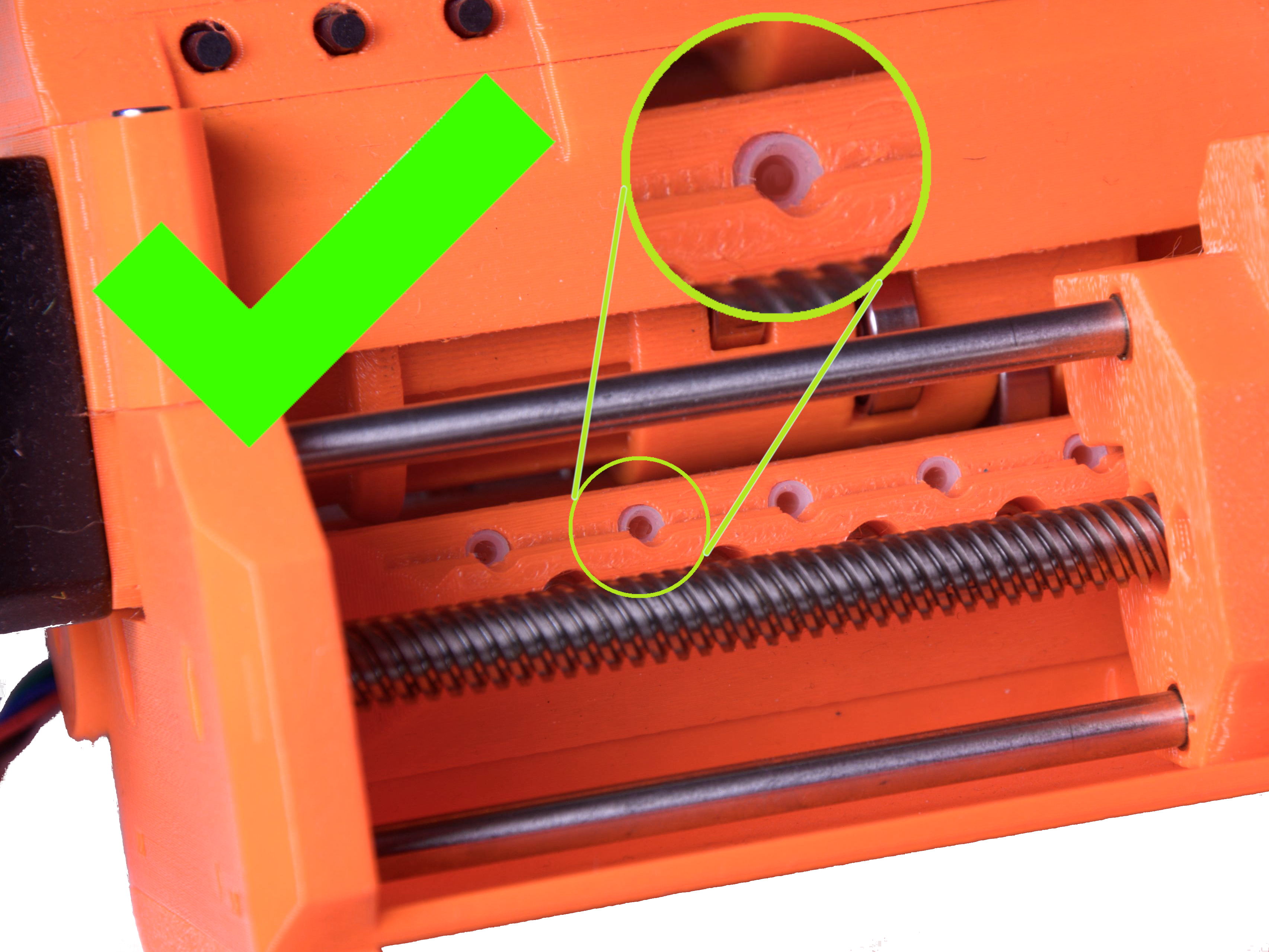
Los filamentos son empujados a través de la unidad MMU2S mediante 5 poleas dentadas, montadas en el eje largo del motor de poleas. Los tornillos prisioneros deben estar:
- Orientado en el lado izquierdo de los dientes, lejos del motor de la polea.
- Perfectamente alineada con los agujeros de filamento y el filamento, como se muestra en la foto de debajo.
- Asegurado por el pequeño tornillo negro contra el lado plano del eje del motor de la polea.
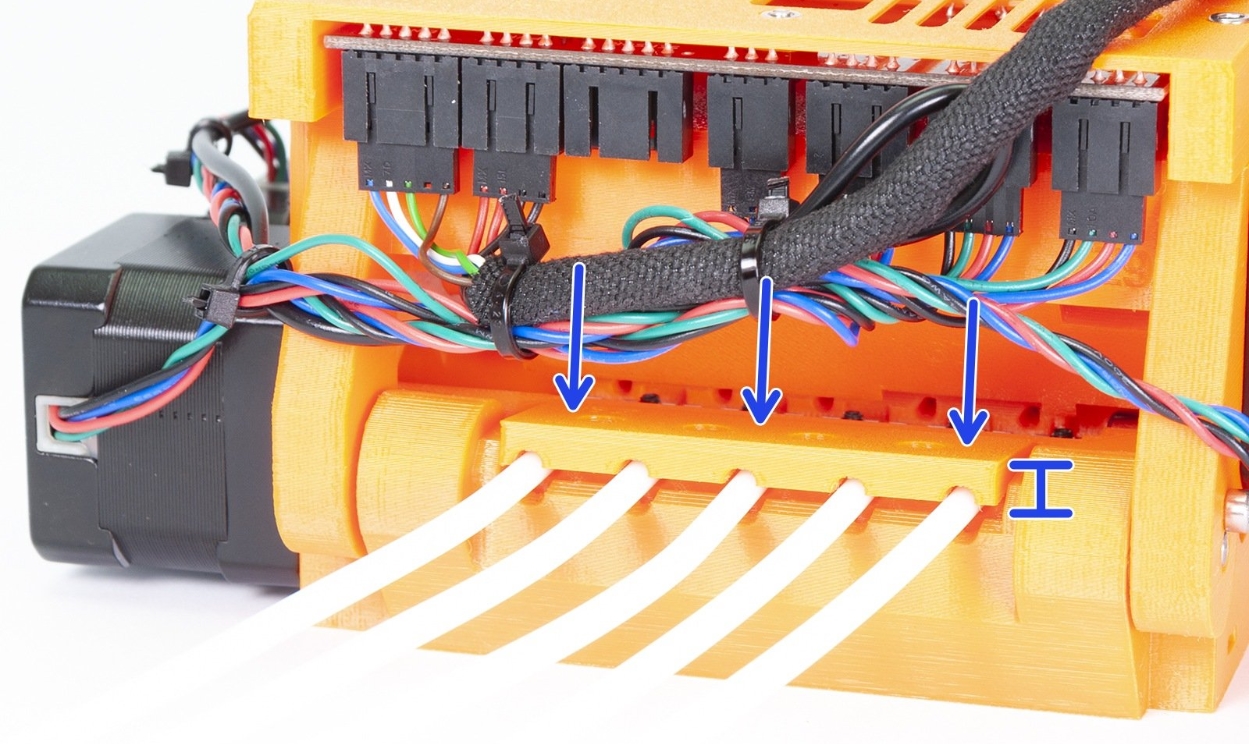
Orientación de los tubos cortos de PTFE
Una vez que el filamento es agarrado por la polea dentada, se introduce en uno de los cinco tubos de PTFE de 19 mm (0,75 pulgadas). Estos tubos están biselados en uno de sus extremos, lo que proporciona un espacio extra para el filamento descargado, ya que la punta puede ser ligeramente más gruesa que el resto del filamento. Por lo tanto, el extremo achaflanado debe estar hacia fuera, lejos de las poleas, como se explica en 5. Montaje del cuerpo de poleas del manual de montaje.
 |  |
Soporte de PTFE trasero sobreapretado
Sujeta los tubos largos de PTFE por donde se introduce el filamento en el MMU2S. Antes de apretar los cuatro tornillos M3x18, asegúrate de que:
- Las ranuras semicirculares son perfectamente alineadas con las ranuras semicirculares del cuerpo de la polea.
- Los tornillos no están apretados demasiado, deformando los tubos largos de PTFE, cambiando su diámetro interior.
- Los tubos largos de PTFE se han introducido hasta el fondo, pasando por el soporte, tocando el cuerpo de la polea. Los pasos correspondientes en el manual de montaje son Paso 13 y 14.
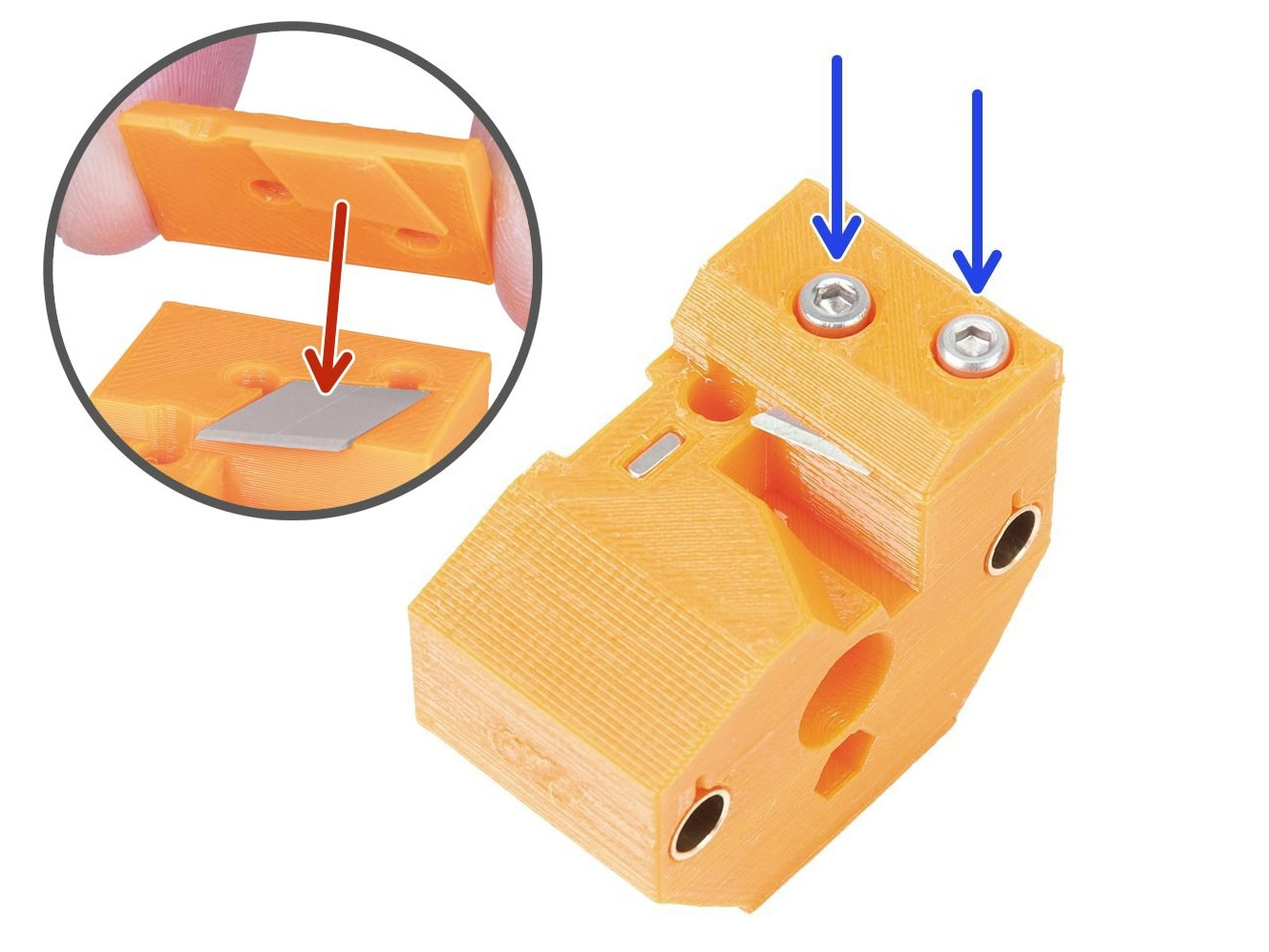
Cuchilla del selector
Asegúrate de que la cuchilla pequeña que se supone que corta los hilos de filamento está fijada en su sitio con dos tornillos M3x10. Para más información, consulta El selector MMU2S no se mueve.
 |  |
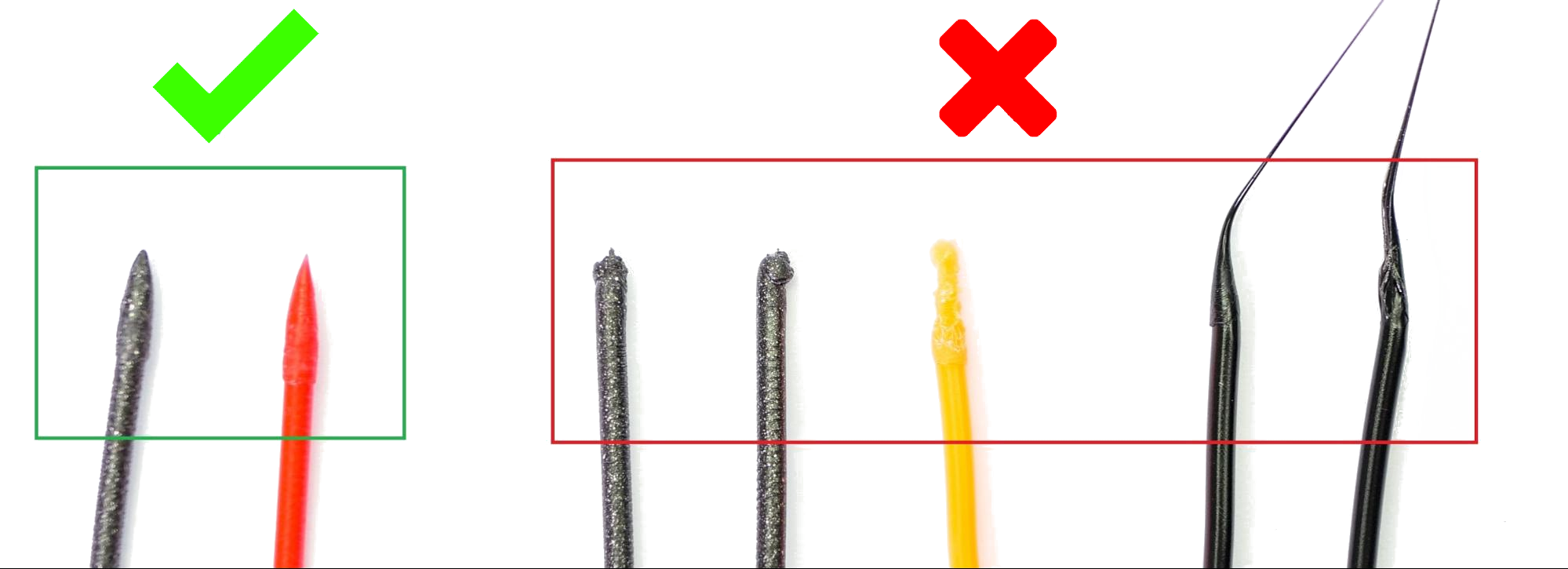
Ajustes de Slicer
La forma de la punta del filamento es muy importante para el éxito de la impresión del MMU2S. La punta debe ser puntiaguda pero sin ningún bulto o hilo. El diámetro de la punta puede ser ligeramente mayor que el del resto del filamento, pero no mucho.
En primer lugar, intenta ajustar la temperatura del hotend (aumenta o disminuye en incrementos de 2°C), lo que en la mayoría de los casos resolverá el problema. Puedes hacerlo durante la impresión en el Menú Ajustes o al laminar el modelo.
Si el problema persiste, dirígete de nuevo a PrusaSlicer y aumenta el número de movimientos de enfriamiento en 2 o 3. en los Configuración de Filamento -> Avanzado -> Número de movimientos de enfriamiento). Además, se puede intentar aumentar la velocidad de descarga en incrementos de 10 mm/s enConfiguración de Filamento -> Avanzado -> Velocidad de descarga.
Impresiones de prueba
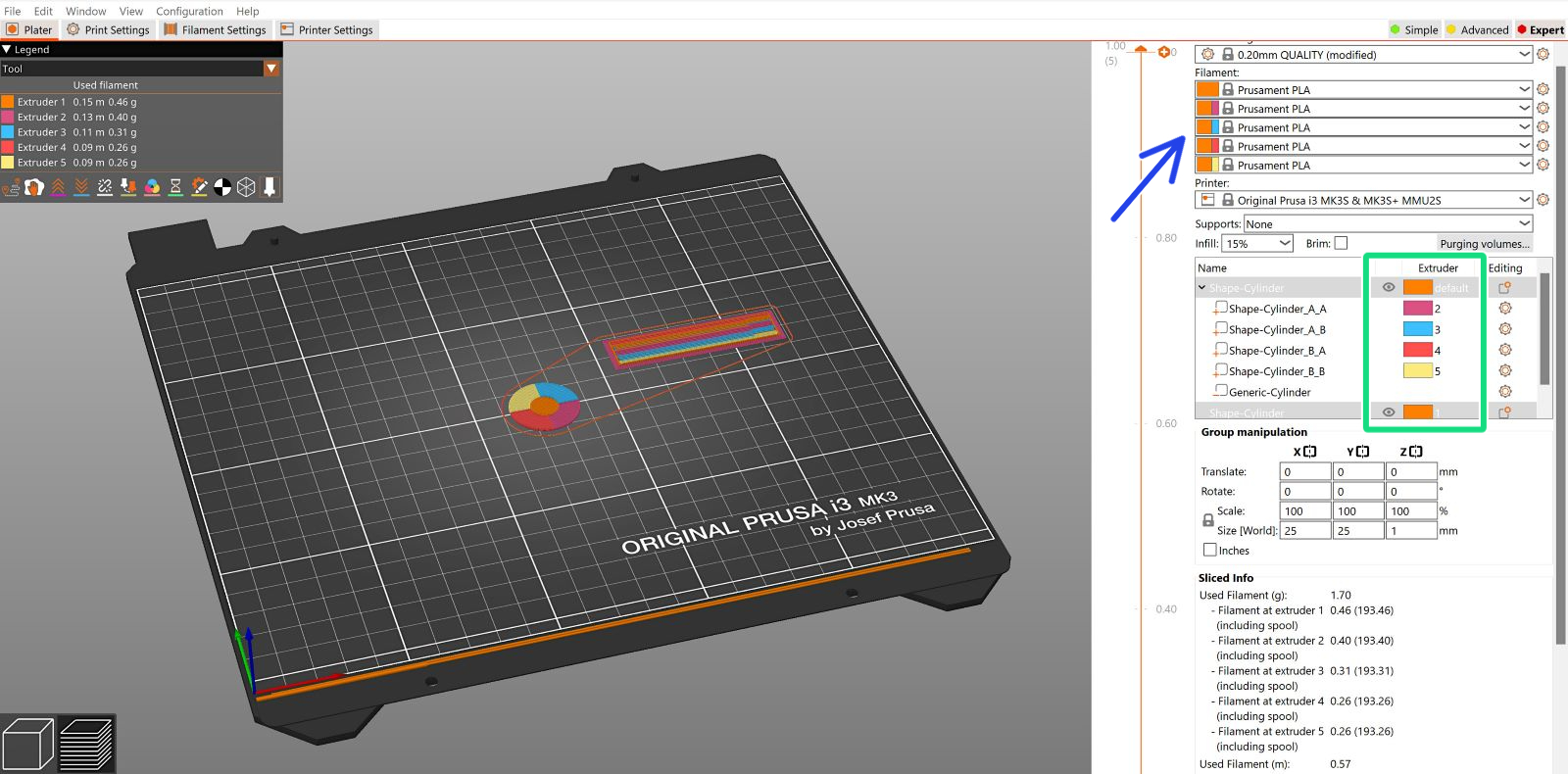
Si estás seguro de que se han evitado todos los posibles problemas mencionados anteriormente, no dudes en intentar la impresión de prueba adjunta. Descárgala y ábrela como un proyecto. Antes de laminar el archivo, vuelve a comprobar que ha ajustado los materiales deseados.
El archivo utiliza los cinco filamentos. Si tiene intención de utilizar menos de cinco, modifica la asignación del extrusor para uno o más componentes del objeto.