溶けたプラスチックからできたプリントオブジェクトは、水密性が高いと思われがちですが、そうとは限りません。見栄えを良くすることと、水密性を確保することは、必ずしも重なるわけではありません。ここで紹介するヒントは、液体の容器を作成する目的でなくても、プリントしたパーツをより頑丈にするのに役立つかもしれません。
ジオメトリ
モデルの形状は当然ながら重要です。インフィルを必要とするような厚い壁は、このようなプリントを試す場合、しばしば無駄となります。凹凸ができたり、内壁と外壁の間の空隙に漏れて、いろいろと厄介なものが繁殖する場所を作ってしまうかもしれません。
壁は均一であるべきです。水位を示すための突起物などの人工物は、問題を起こす可能性があります。下の写真は、PLAによるプリントで、このための小さなくびれを除いて、すべてが水密になっています。

外周部
1つの壁には、少なくとも3〜4周の外周部が必要です。ジオメトリによっては、5〜6に増やすこともできますが、ほとんど必要ありません。
温度
レイヤー間の接着を確実にするためには、ノズル温度をプリセットよりも5-10℃上げるか、フィラメントの箱に書いてある推奨温度の中で最も高いものを使うことをお勧めします(これより5℃くらい高くても大丈夫です)。実験が必要です。
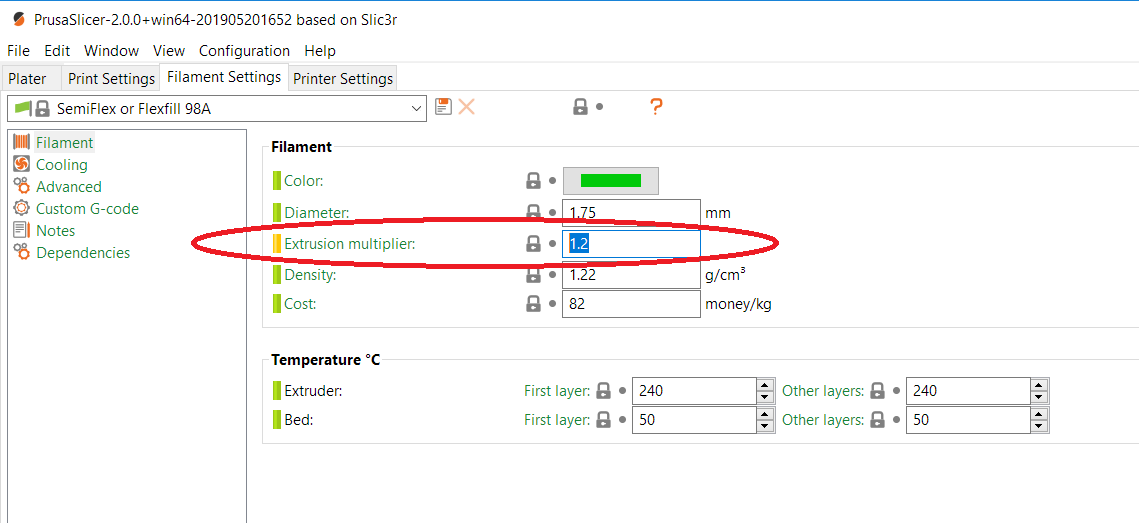
押し出しの倍率
フィラメントのフローレートのことで、PrusaSlicerの「フィラメント設定」で設定します。デフォルト値から5-10%増加させます。また、線幅を5-10%広くする(例:0.4mmから0.44mm)方法もありますが、これはプリントオブジェクトの他の面に影響を与える可能性があります。どのような結果を得たいかによるため、実験を繰り返すか、簡単なプリントを行って様子を見てください。
レイヤーの高さ
レイヤーの高さは高ければいいというものではありません、何か別の問題が起きる可能性も高くなります。CNC-kitchenでは最も耐久性のあるプリントは0.15mmの高さであることを発見しましたが、0.2でも十分です。できるだけ速くプリントし、非常に高いレイヤー(0.4ミリメートル以上)を試したい場合は、より大きなノズルを取りつけるようにします。一般的に、最良の結果を得るためには、ノズル幅の60-65%以上の高さを使用するべきではありません。
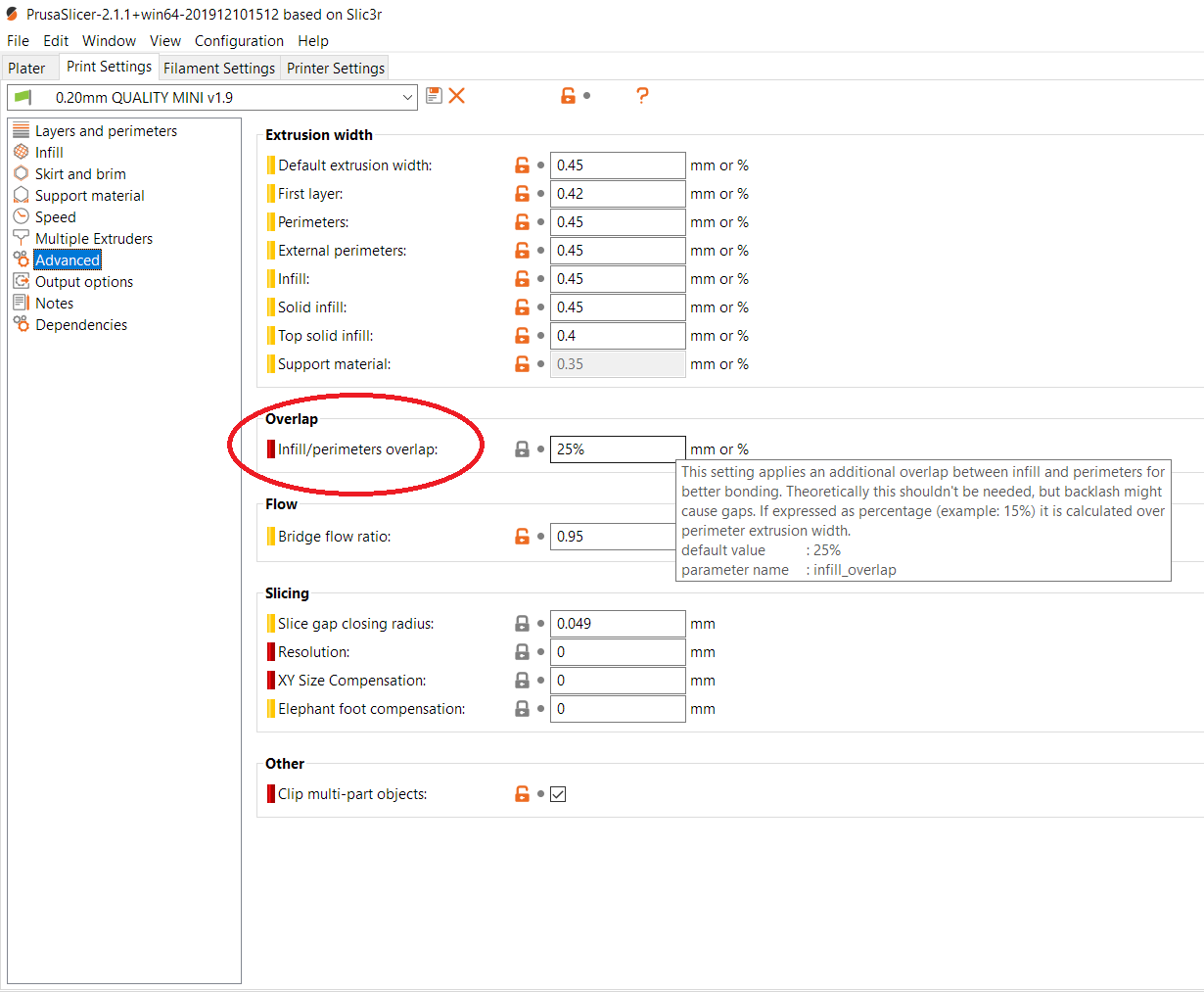
XYオーバーラップとその他の設定
これは、プリント面の底から液体が漏れている場合に有効です。XY-OverlapはPrusaSlicerの変数で、ベタ塗りの線が周囲をどれだけ横切るかを表します。これはデフォルトで10%(ノズル直径の10%なので0.04mm)に設定されています。温度と押し出し倍率を上げるとこれに影響しますが、それでも漏れが見られる場合は、これを25~35%に上げてみてください。
このXYオーバーラップは、より少ないオーバーラップを必要とする標準的なMonotonic line top fillパターンで使用することを意図しています。
素材
これらのテクニックは、ほとんどの材料で有効です。ASAやABSのような素材では、アセトンでスムーズにすれば、これらのテクニックは不要かもしれません。