When printing the first layer is squished against the heated print bed and as a result, it’s usually a bit wider than it should be.
For many applications, this might not be an issue. But if you have something that really needs to have precise dimensions or fit together with very tight tolerances, it can be a problem.
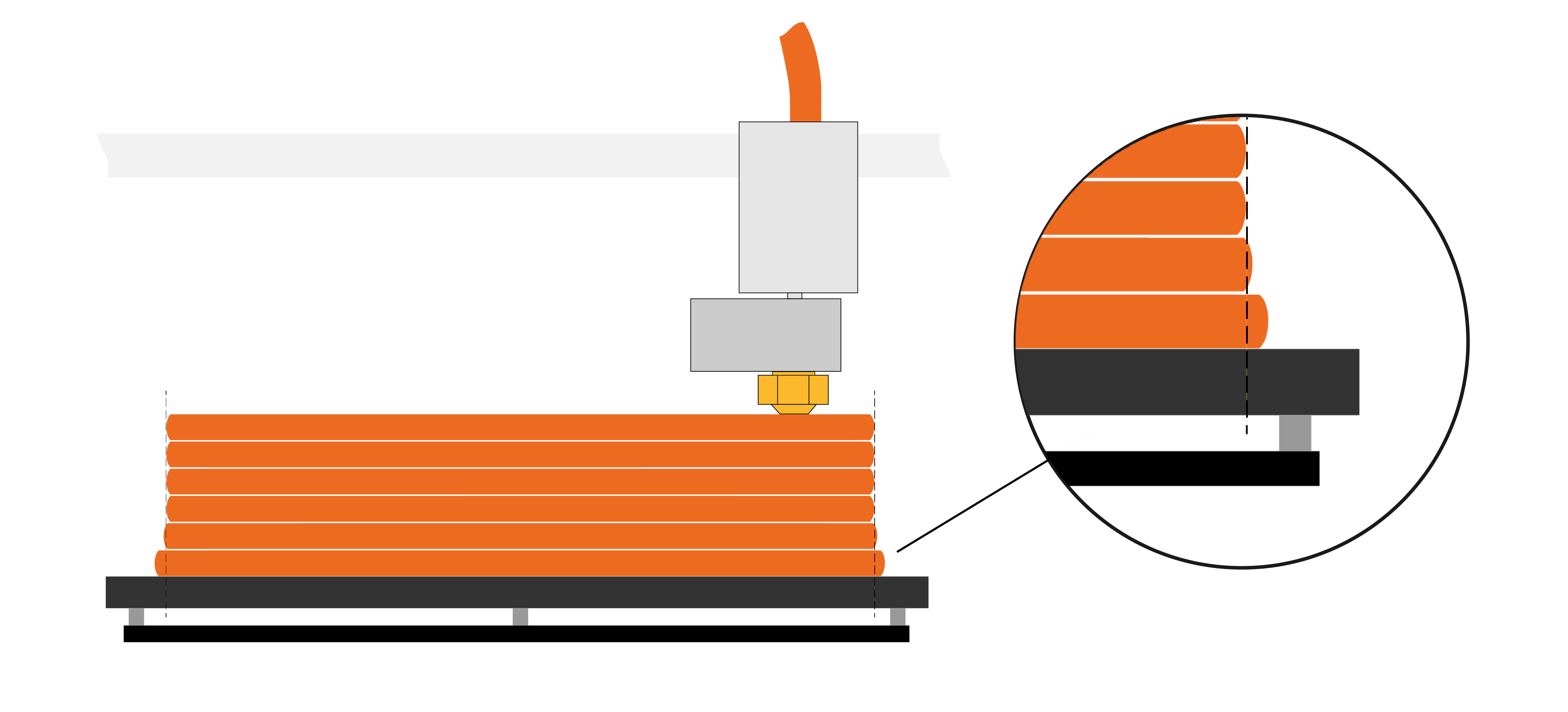 Without the Elephant foot compensation, the first layer may be wider than expected
Without the Elephant foot compensation, the first layer may be wider than expected
Adaptive elephant foot compensation
Instead of having to sand this slight edge off, this setting will scale/shrink the first layer.
You'll find it under Print settings - Advanced - Elephant foot compensation. To access this setting, PrusaSlicer must be in Advanced or Expert mode.

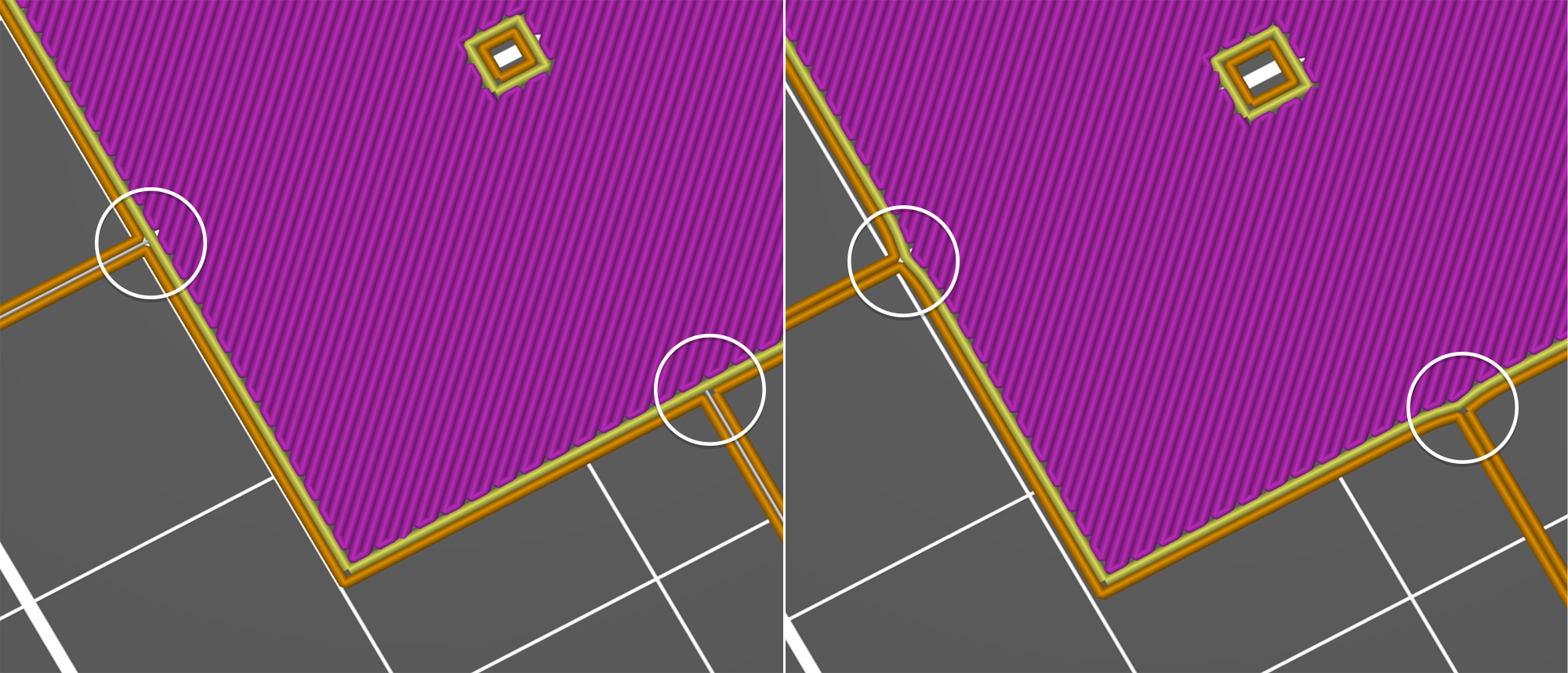
Brim doesn't connect to the model with Elephant foot compensation turned on
This is on purpose. The elephant foot compensation compensates for the squish, which is not visualized in the preview. In reality, the gap will be filled in by the squished-out material. Though it is true, that the brim will have a weaker connection to the model with the elephant foot compensation turned on.
If the brim doesn't connect to the part when printed, you likely have Elephant foot compensation set too high.
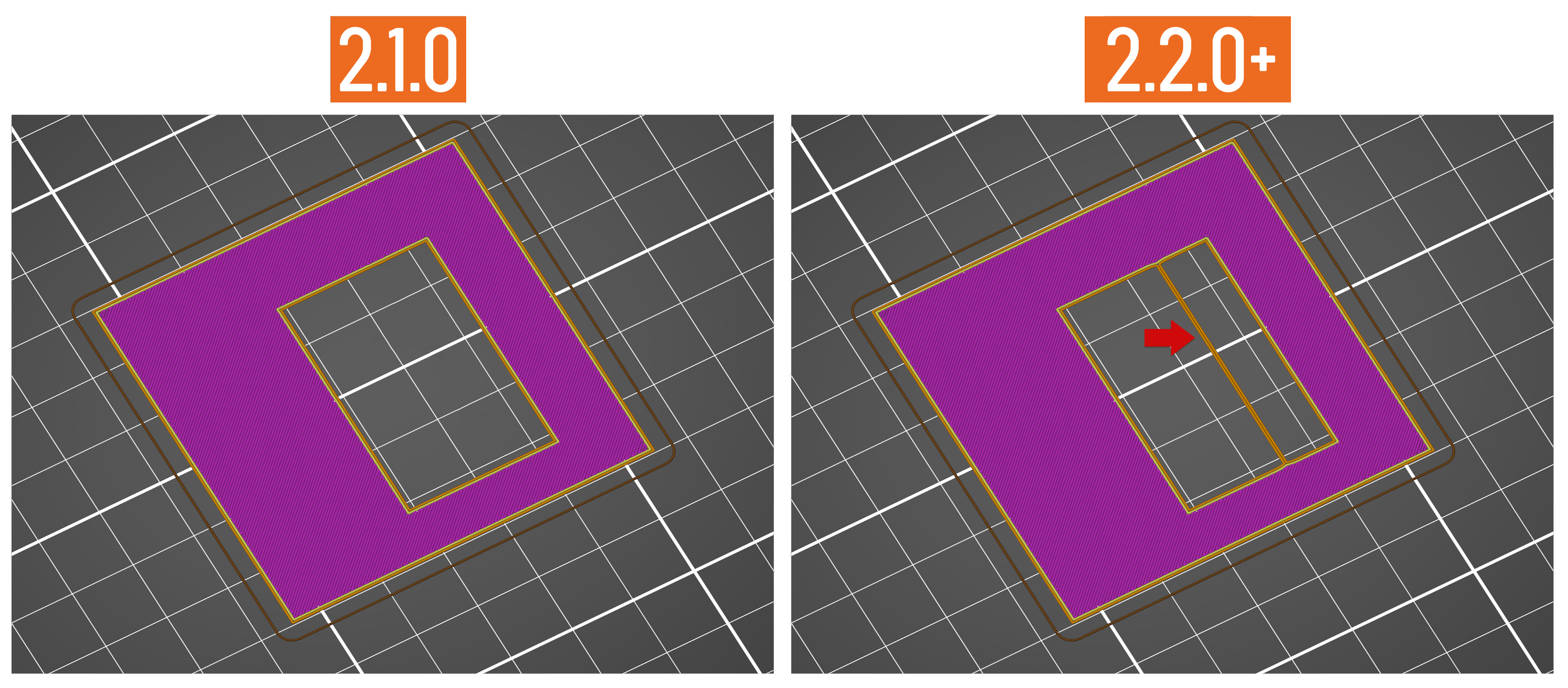
The first layer seems deformed in the preview
A side effect of the Adaptive elephant foot compensation is a possible distortion in spots where thin features connect to bigger parts of the model. This distortion is mainly pronounced in the preview (in reality, the squish of the first layer will fill more area than shown) and only affects the first layer. Still, if this is an issue for you, turn the Elephant compensation off (turn it to 0).
12 comments
Theoretically, there is no limit. If you print a cube and set the elephant cube compensation to 10mm, the cube's first layer will shrink by 10mm from each edge.
But realistically, with a 0.4mm nozzle, you shouldn't need to set it higher than about half of your first layer extrusion width. I would look for an issue elsewhere.