El desplazamiento de capas es un problema de impresión que hace que las capas del objeto impreso se desplacen de sus posiciones previstas. Suele estar asociado a un movimiento anormal del eje X y/o del eje Y, que hace que el cabezal extrusor se desalinee a mitad de la impresión.
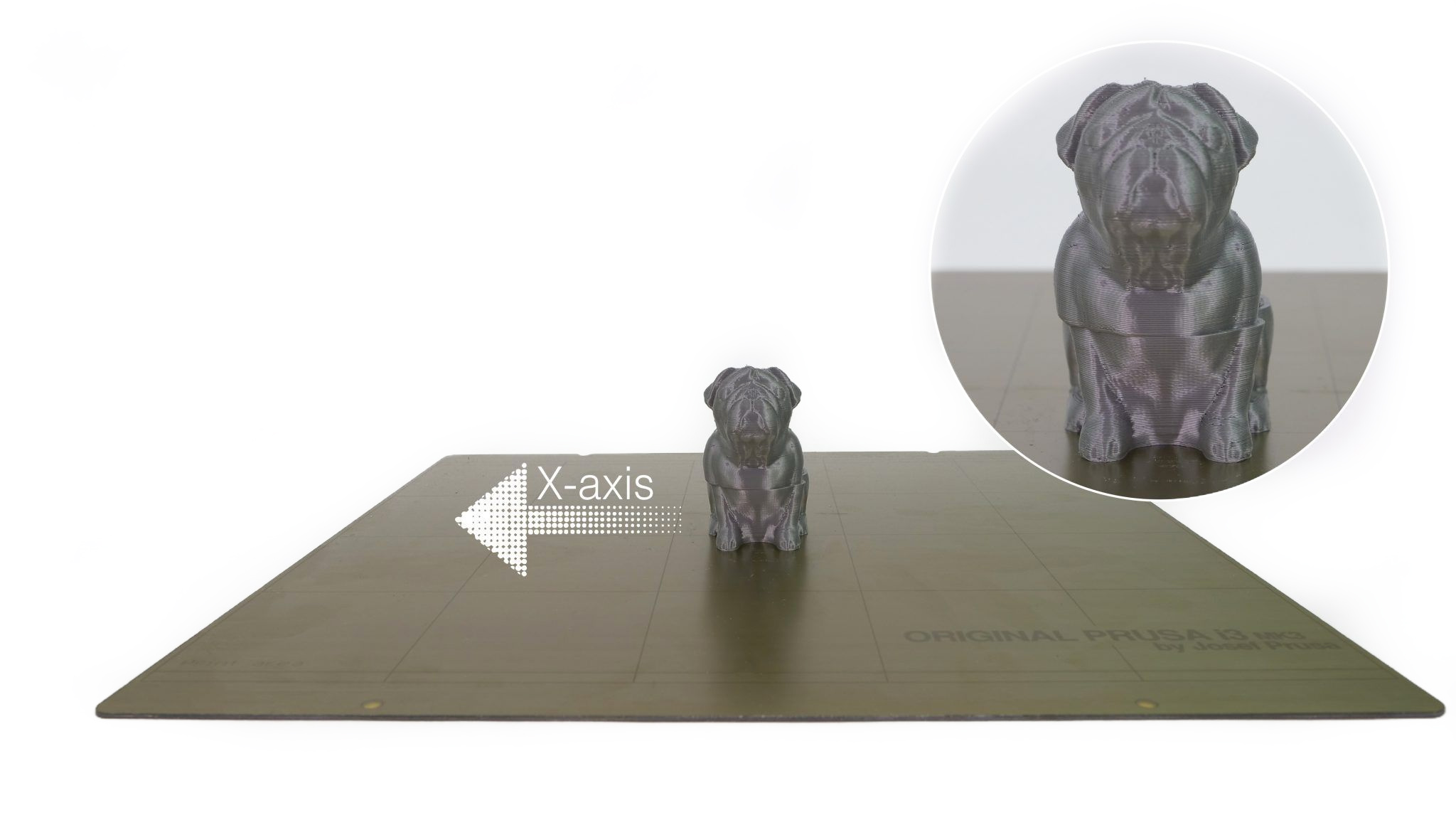
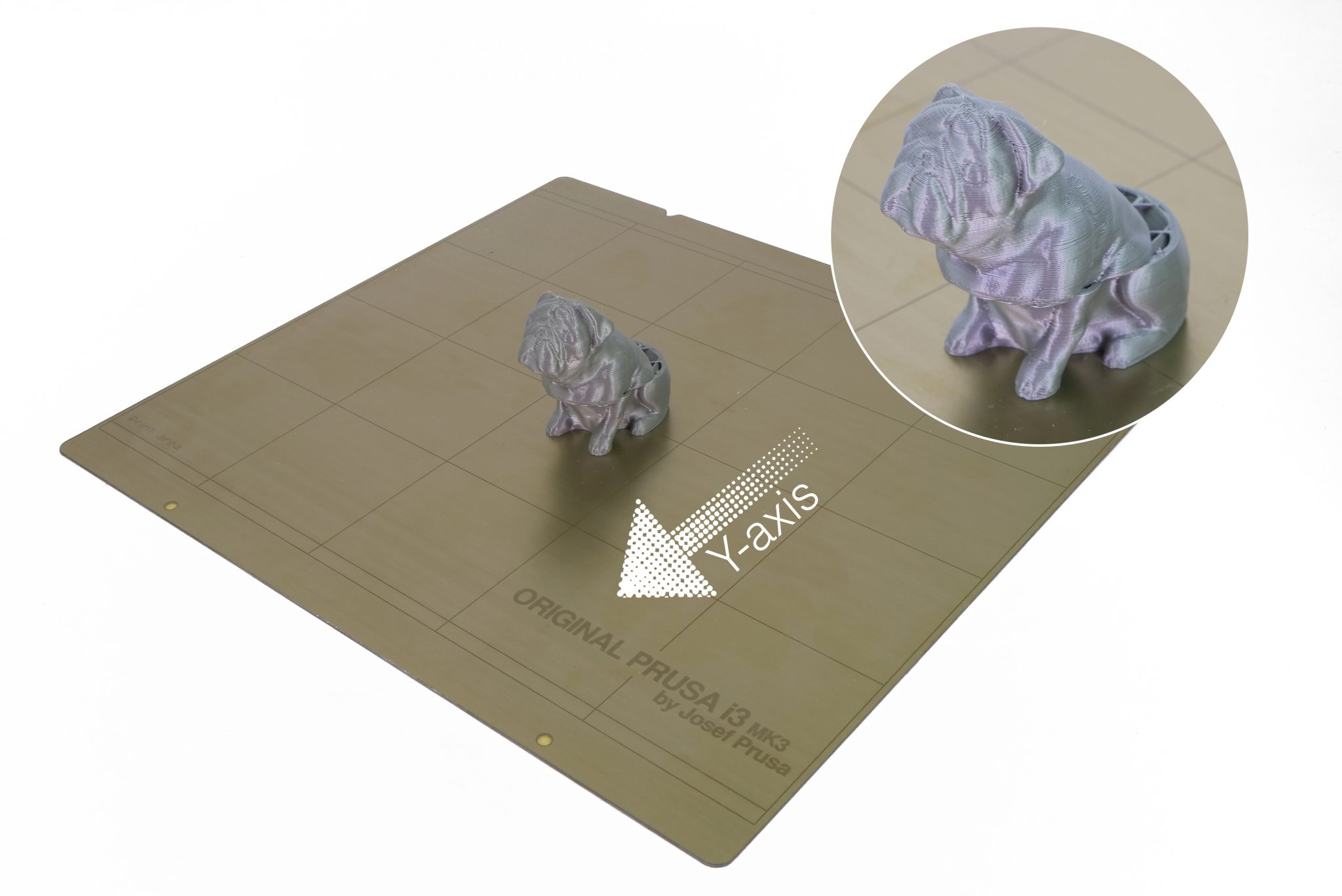
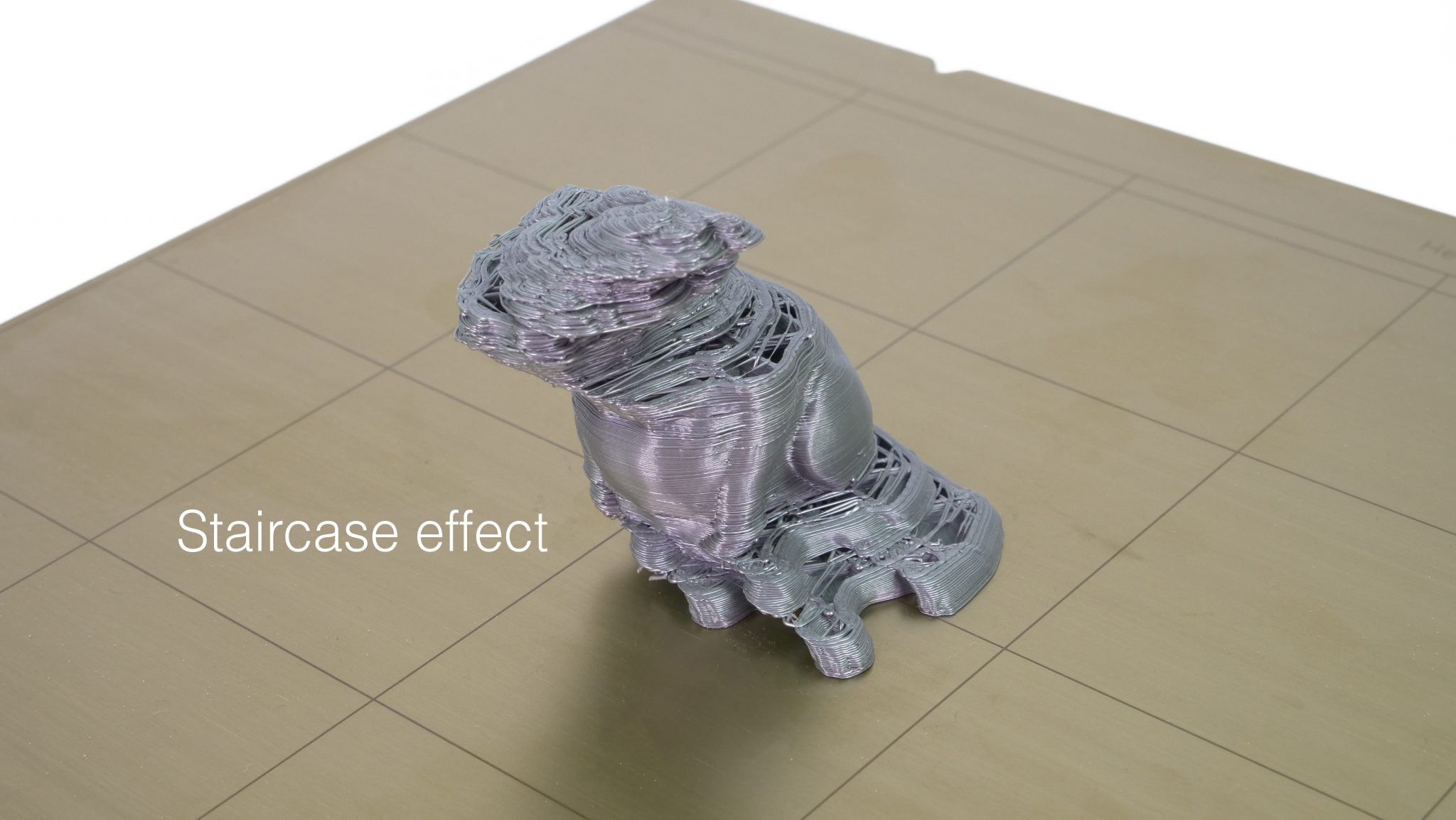
Para solucionar el problema correctamente, es crucial reconocer en qué eje se desplazaron las capas. Las tres fotos siguientes muestran tres tipos diferentes de desplazamiento de capas. La solución de problemas es la misma para ambos ejes.
Los desplazamientos de las capas se deben en la mayoría de los casos a una tensión incorrecta de las correas o a que las poleas no están bien sujetas..
 |  |
Prusa CORE One
Comprueba el modo de alimentación de la impresora
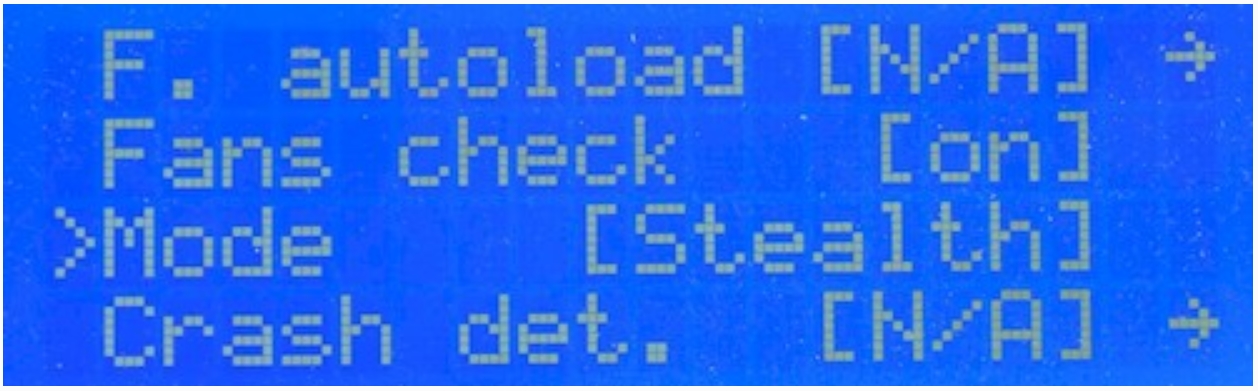
Haz funcionar la impresora en modo normal en lugar de en modo silencioso. Puedes cambiar el modo de alimentación en el menú LCD -> Ajustes.
El modo oculto es perfecto para objetos pequeños y sencillos. Para impresiones más grandes o complejas, se recomienda el modo normal.

Comprueba el movimiento de los ejes XY y la tensión de la correa
Prueba los movimientos tanto desde el menú de la impresora (LCD Menu -> Control -> Move Axis), y con la impresora fría y apagada, a mano. Cuando pruebe los movimientos a mano, prueba ambos movimientos a lo largo de los ejes X e Y, y también a lo largo de ambas diagonales.
Mientras que una incoherencia en el movimiento del eje X o Y está probablemente relacionada con la tensión de la correa, un movimiento diagonal incoherente está relacionado con el motor que controla esa diagonal, o con la polea unida a ella.
Para comprobar y ajustar la tensión de la correa, sigue las instrucciones de la guía de ajuste de correa. Cuando ajustes la tensión de la correa, no pierda la alineación del CoreXY.
Comprueba los motores y las poleas de los ejes X/Y
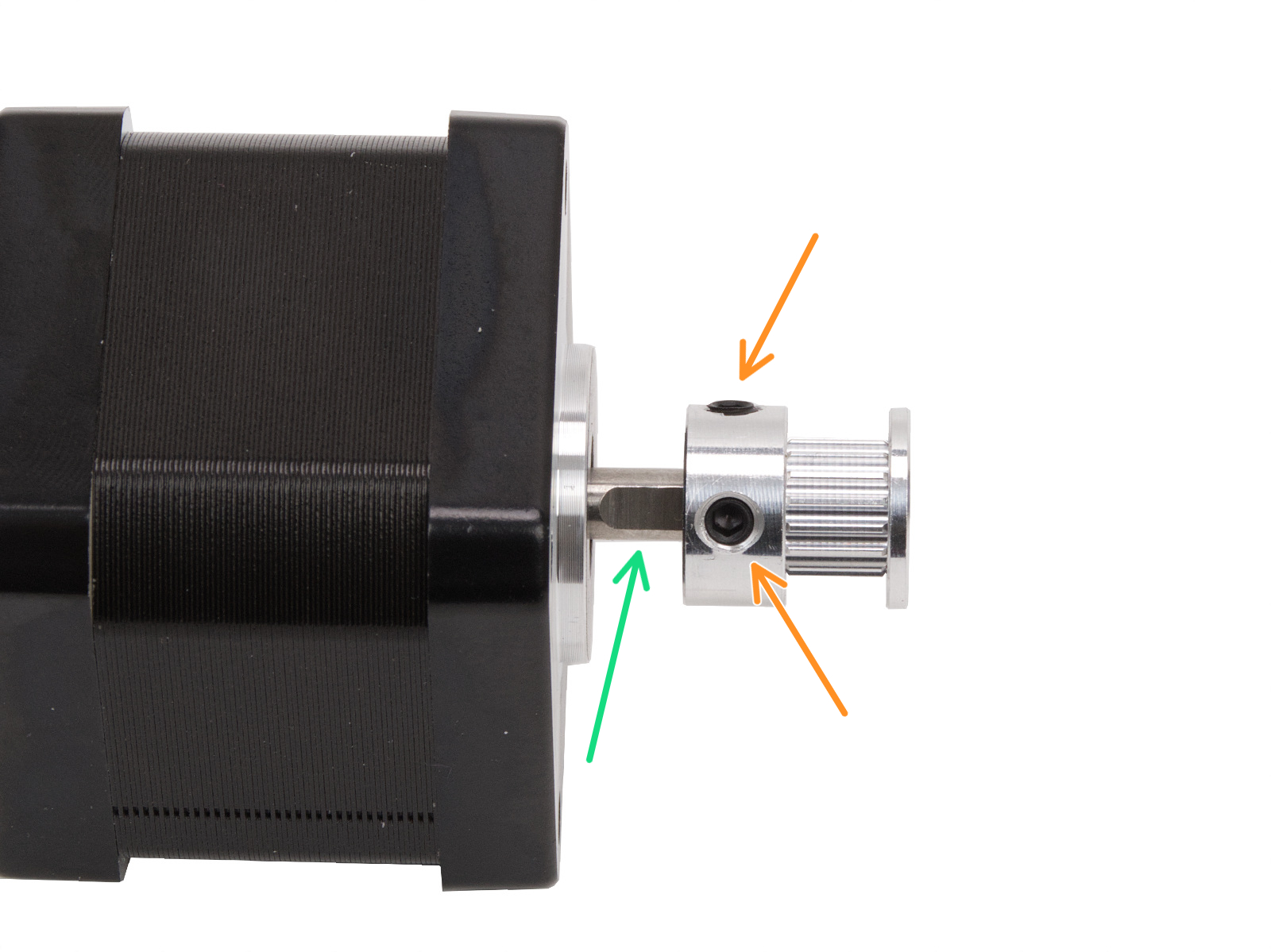
Si una de las poleas del motor se afloja con el tiempo, se desalineará y contribuirá a un movimiento inconsistente. Las poleas están colocadas de forma diferente en cada uno de los dos motores XY. Cada polea del motor tiene dos tornillos prisioneros, uno de los cuales tiene que estar alineado con la parte plana del eje del motor.
Desde la parte frontal de la impresora:
- Izquierda
- Los dientes de la correa están por encima de los tornillos de fijación.
- Derecha
- Los dientes de la correa están debajo de los tornillos de fijación.
 |  |
Serie Original Prusa MK
Check your printer’s power mode
Haz funcionar la impresora en modo normal en lugar de en modo silencioso. Puedes cambiar el modo de alimentación en el Menú LCD -> Ajustes.
El modo silencioso es perfecto para objetos pequeños y sencillos. Para impresiones más grandes o complejas, se recomienda el modo normal. Además, ten en cuenta que en el modo silencioso, la Detección de choques no está disponible.
 | |
| Original Prusa MK3/S/+ | Original Prusa MK4/S, MK3.9/S, MK3.5/S |
Asegúrate de que el extrusor y la base calefactable pueden moverse libremente
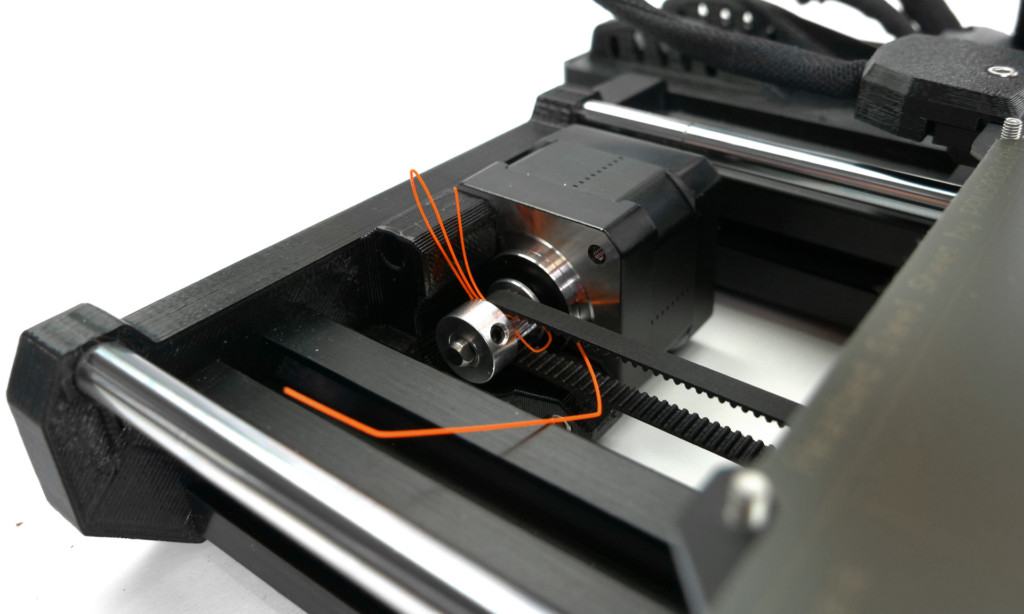
Asegúrate de que no hay obstrucciones en la trayectoria del extrusor o la base calefactable y sus rodamientos. Por ejemplo, podría haber un trozo de filamento atascado alrededor de la correa (normalmente alrededor de la polea del eje Y) de tus impresiones anteriores.
 Imagen tomada en una MK3/S/+
Imagen tomada en una MK3/S/+
Otro caso de obstrucción se produce cuando las bridas, u otras partes del haz de cables del extrusor, no están colocadas de forma óptima como se indica en sus respectivas guías de montaje. Si los cables golpean el marco antes del ensamblaje del extrusor (MK3 y superiores) o antes del tope X (en MK2/S o MK2.5) la impresora detecta una posición final inexacta. Mira la foto de abajo y asegúrate de que los cables están colocados correctamente.
 Imagen tomada en MK3, los mismos principios se aplican en otras impresoras de la serie MK.
Imagen tomada en MK3, los mismos principios se aplican en otras impresoras de la serie MK.
Comprueba si las varillas lisas no presentan arañazos profundos y si los rodamientos están correctamente lubricados. Limpia las varillas lisas con una toalla de papel limpia antes de aplicar el lubricante.
El lubricante óptimo es nuestro Lubricante Prusa. También funciona bien una grasa a base de litio de uso general.
Comprueba los motores y la poleas de los ejes X/Y
Asegúrate de que los motores X e Y están apretados en el soporte del motor, que la polea está asegurado en el eje del motor y alineado con la polea en el extremo opuesto, y que la polea pueda moverse libremente. Ambos tornillos prisioneros tienen que estar apretados, uno de ellos tiene que estar apretado contra la parte plana del eje del motor. Una polea suelta o mal alineada suele ser la causa principal de los cambios de capa de la escalera.
Las poleas de ambos ejes también deben estar alineadas, lo que significa que la polea del motor debe estar bien centrada y la correa debe moverse en línea recta, sin desplazarse de derecha a izquierda mientras la polea gira.
Compruebe la tensión de las correas
Comprueba la tensión de las correas.
En las impresoras de la serie MK, una forma rápida de comprobarlo es utilizando nuestro afinador de correas, con las instrucciones del siguiente vídeo.
En la MK3/S/+, es posible comprobar los números del Estado de las correas en el menú LCD -> Soporte -> Estado Correas.
Aunque no existe un valor ideal preciso, según nuestra experiencia, el mejor valor aproximado se sitúa en torno a 250 en el eje X y 275 en el eje Y, con un intervalo óptimo de +-15 a partir de estos valores en ambos ejes.
El valor no representa una cantidad física, sino un número arbitrario inversamente proporcional a la carga del motor. Los valores son con la consideración de que el montaje es bueno y que las piezas están en buen estado y correctamente lubricadas. Los valores pueden no ser exactos si hay otros problemas.
- Si su valor está por debajo (o cerca) de 240, necesitas aflojar la correa
- Si su valor está por encima (o cerca) de 290, necesitas apretar la correa
- Los valores se actualizan cada vez que se ejecuta el Selftest o se ejecuta la prueba de la correa en el menú LCD -> Calibración -> Test correas.
Otros modelos de la serie MK no disponen de la opción de estado de correa. La pista que podemos darte es que la correa debe sonar aproximadamente como una cuerda de bajo grave cuando se puntea. Debe ser posible pellizcar los dos lados juntos con el pulgar y el dedo índice, pero debes sentir un poco de resistencia.
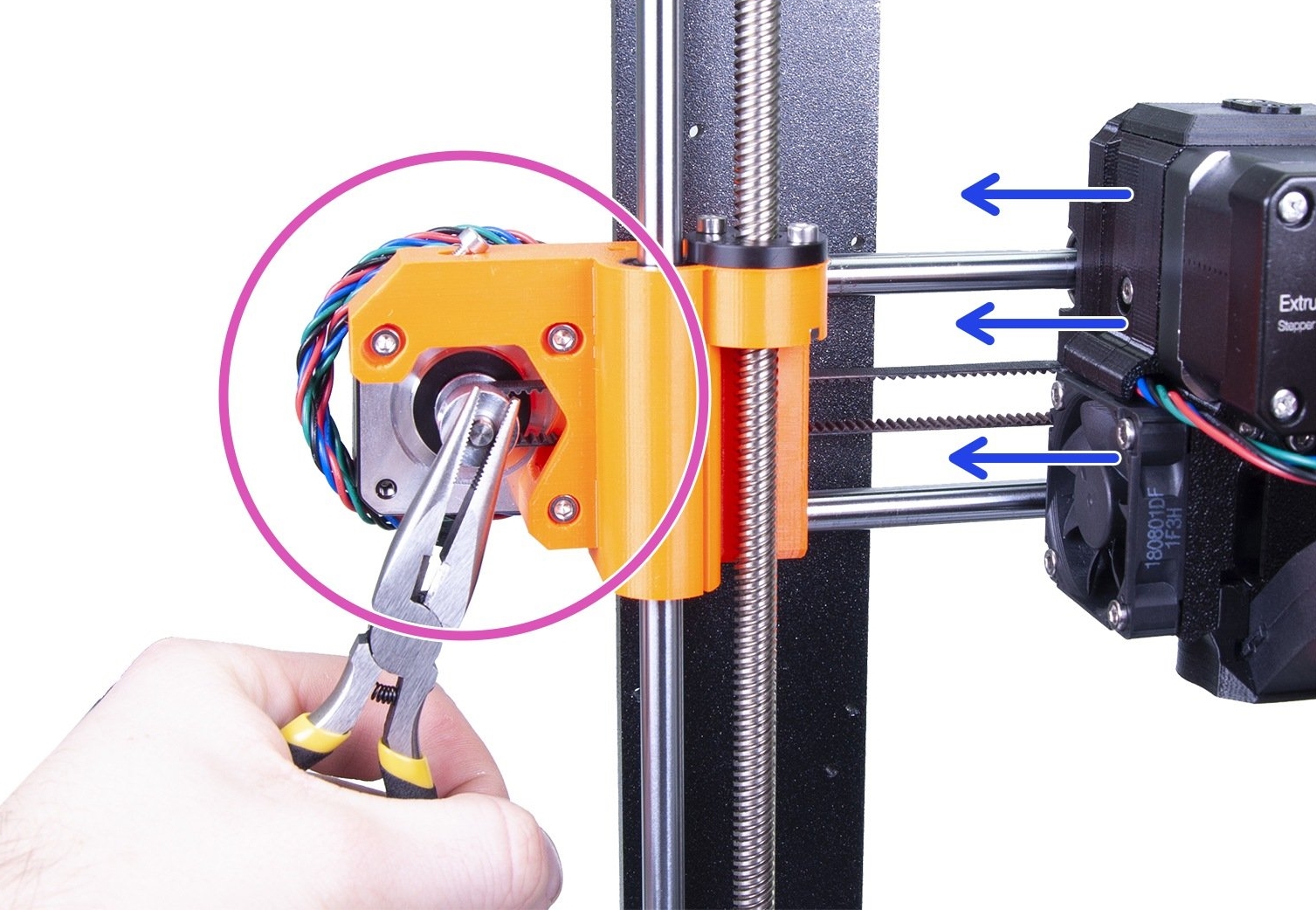
Utiliza la siguiente técnica para comprobar si la polea está correctamente apretada y si la correa no está demasiado floja. Sujeta el eje del motor del eje X con unos alicates (aproveche la parte plana del eje) e intenta moverlo con el extrusor. El mismo procedimiento se puede aplicar para probar la polea y la correa del eje Y. No debe haber holgura de la correa ni ningún movimiento del eje durante el procedimiento, si la hay, entonces la correa está demasiado floja.
Original Prusa MINI/+
Comprueba la velocidad de la impresora.
Al imprimir objetos grandes, se recomienda reducir la velocidad de impresión. Durante una impresión, ve al menú LCD -> Ajustar -> Velocidad y reduce el número.
Comprueba las correas X/Y.
Asegúrate de que las correas están bien apretadas. Una forma rápida de comprobar este aspecto es utilizando nuestro afinador de correas, con las instrucciones del siguiente vídeo.
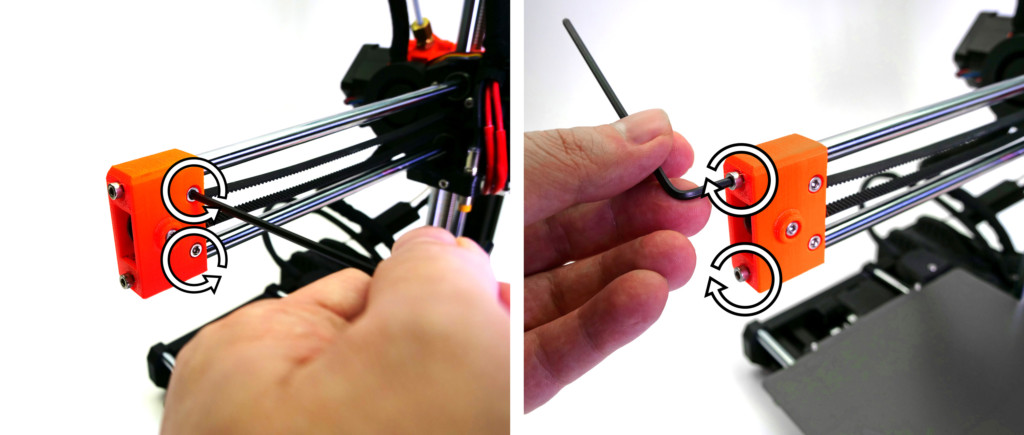
Las correas deben estar lo suficientemente tensas para que suenen como una nota grave al puntearlas. Si las correas están flojas, apriételas primero: primero, afloje los dos tornillos como se muestra a continuación. A continuación, apriete los dos tornillos situados en el extremo del eje X. Van directamente contra las varillas metálicas, por lo que cuanto más apretados estén, más se moverá la pieza de plástico. Una vez que hayas terminado, aprieta de nuevo los dos primeros tornillos para fijar la pieza en su sitio.
Comprueba las poleas de los ejes X/Y.
Las poleas de ambos ejes también tienen que estar alineadas, lo que significa que la polea del motor tiene que estar bien centrada y la correa debe estar perfectamente recta. Compruebe que la correa del eje X no roza con las piezas impresas..
Asegúrate de que nada bloquea el movimiento de su eje - Comprueba que no hay obstrucciones en la trayectoria de los rodamientos o posibles residuos de impresiones anteriores atascados alrededor de la correa (normalmente alrededor de la polea del eje Y).
Polea de la correa del eje X/Y suelta
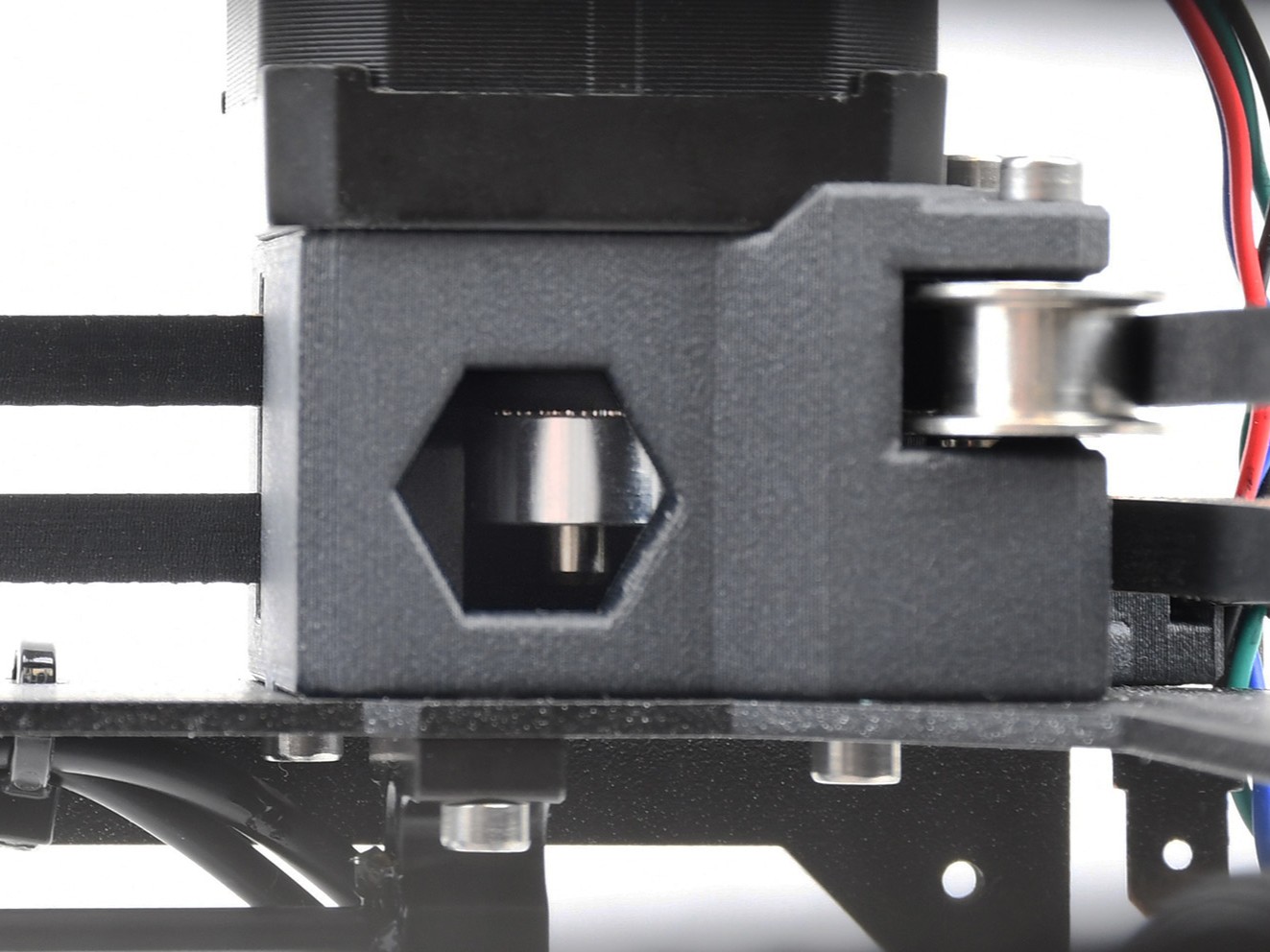
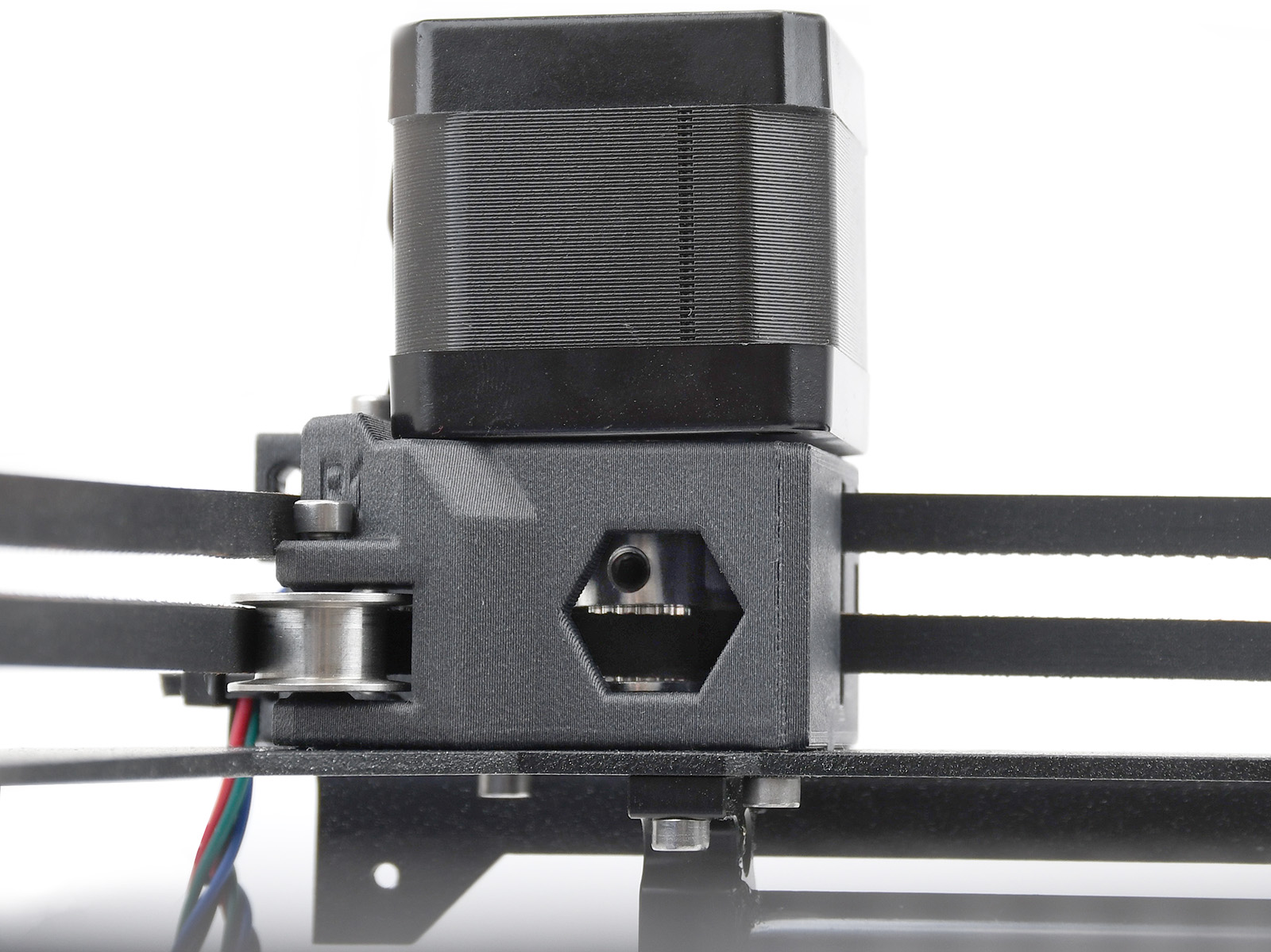
Si el tornillo de fijación de la polea de la correa se ha aflojado o no se ha fijado en el lado plano del eje del motor, puede resbalar y provocar que el eje no se mueva perfectamente al mismo tiempo que la rotación del motor.
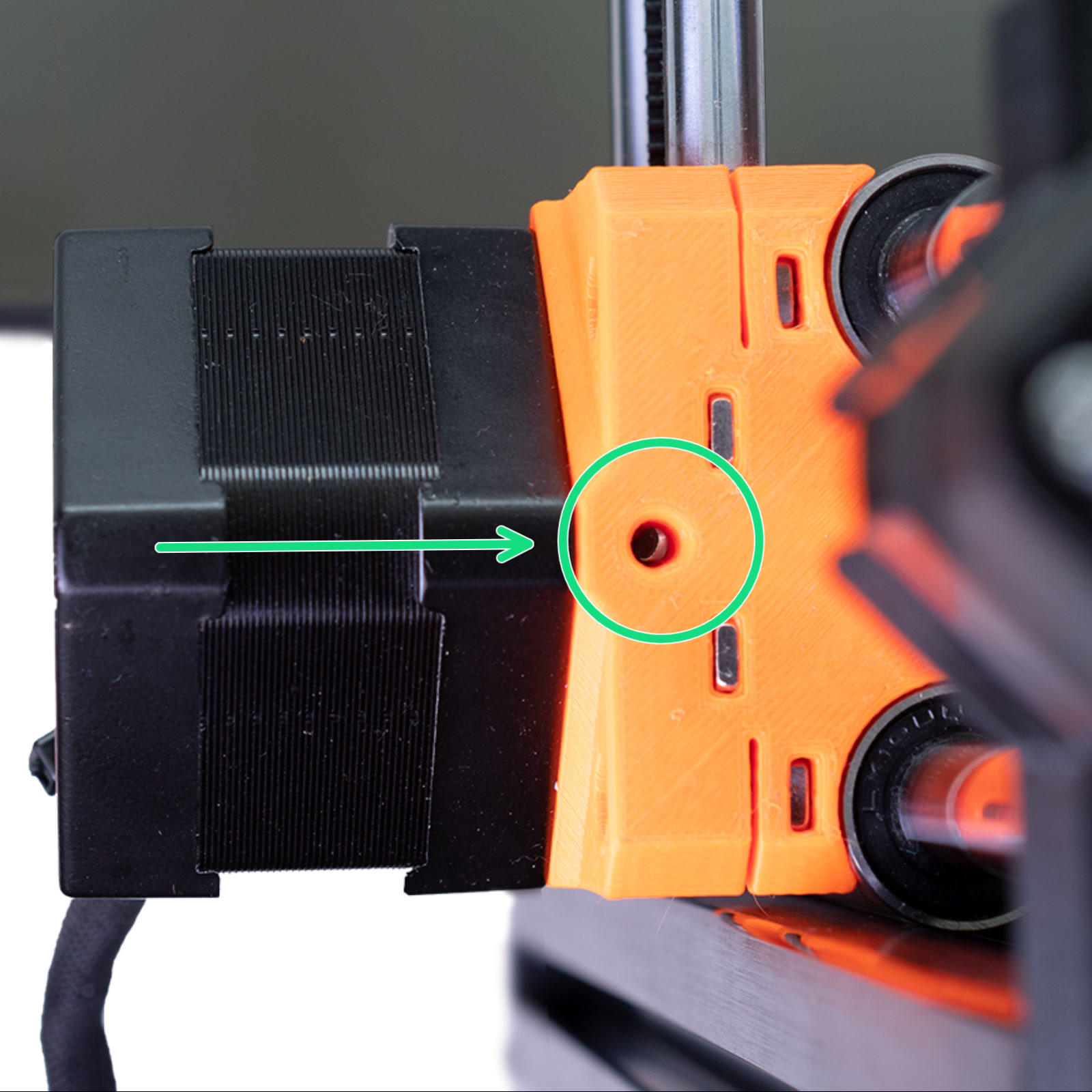
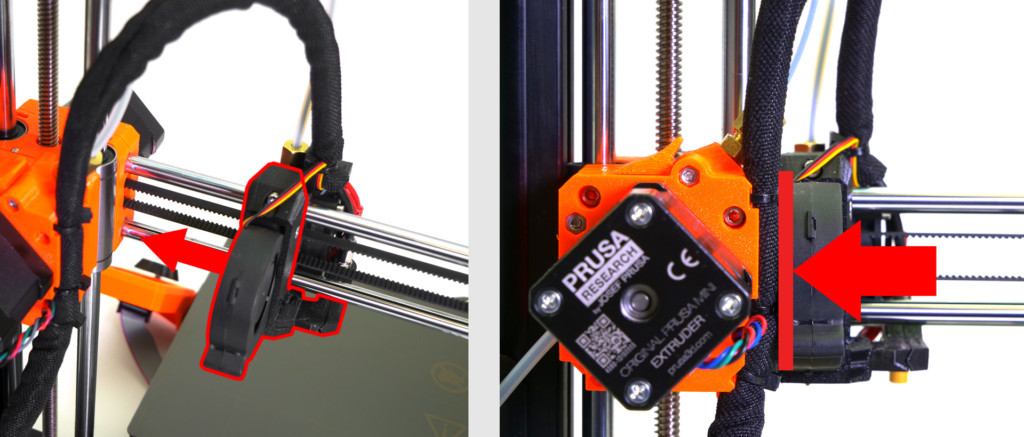
El tornillo de ajuste para el eje Y es de fácil acceso, ya que está debajo de la cama, pero el eje X es un poco más complicado. Puedes acceder al tornillo de ajuste del eje X a través de un agujero en la parte superior del extrusor (imagen inferior). No serás capaz de ver si el tornillo de fijación está alineado con el lado plano de la varilla del motor y apretándolo solo será una solución temporal, pero es una gran manera de saber si este es el problema y lo que necesita ser desmontado.
Si solo ves metal brillante en el agujero, debes girar el motor para revelar el tornillo prisionero. Aunque esté suelto, se moverá un poco con la rotación del motor, revelando el tornillo. Accede a Ajustes -> Mover Eje -> Mover X, en el menú LCD, y gira el dial para hacer girar el motor.
 |
| Apriete el tornillo prisionero de las poleas con una llave Allen de 2 mm. |
Movimiento libre de los ejes
Asegúrate de que el cabezal de impresión (la parte que se mueve a lo largo del eje X) puede moverse libremente en todo el rango. Especialmente el haz de cables unido al extrusor no debe impedir que el cabezal de impresión alcance el extremo del eje.
Verifica también si las varillas lisas no están rayadas y si los rodamientos están correctamente lubricados. Limpia las varillas lisas con una toalla de papel limpia antes de aplicar lubricante.
El lubricante óptimo es nuestro Lubricante Prusa. También funciona bien una grasa a base de litio de uso general.
Original Prusa XL
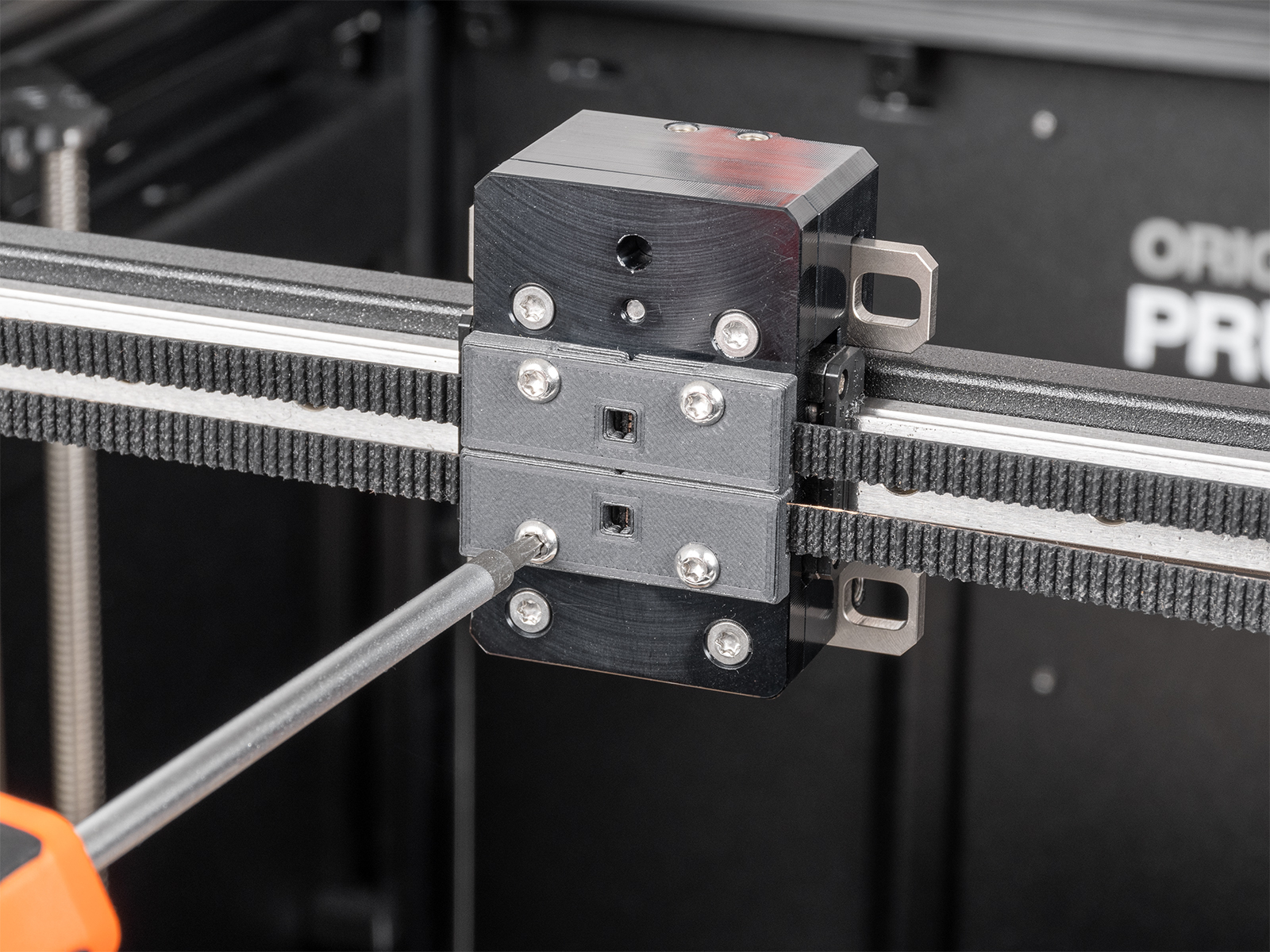
Tensión de las correas
Siguiendo las directrices del artículo dedicado, compruebe la tensión de las correas.
Asegúrate de que las abrazaderas de la correa están en buen estado visible. Para acceder a ellas, retira la cubierta frontal y comprueba que las abrazaderas no presentan daños visibles.
 |  |
| XL de un cabezal | XL multicabezal |
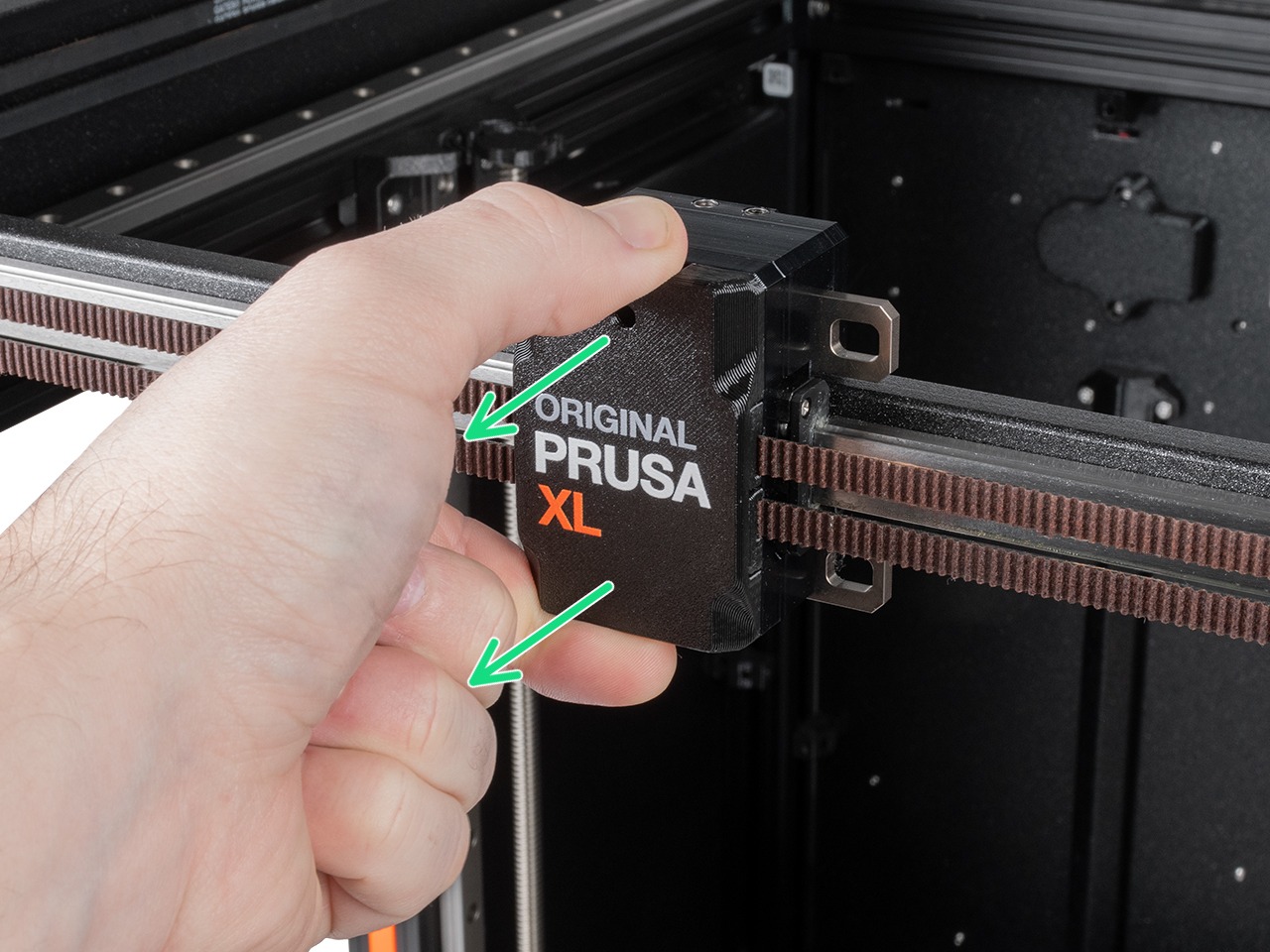
Poleas de los motores XY
Aunque es raro, si una de las poleas del motor se afloja con el tiempo, se desalineará y contribuirá a un movimiento inconsistente. Las poleas están colocadas de forma diferente en cada uno de los dos motores XY.
- Izquierda
- Observa la orientación de la polea. Los dientes de la correa están debajo de los tornillos prisioneros.
- La polea está 2.5mm por encima del inicio de la parte plana del eje del motor. Usa la llave Allen de 2.5mm como referencia.
- Alternativamente, mide la distancia entre el principio del eje del motor y la polea, 3.6mm.
- Derecha
- Observa la orientación de la polea. Los dientes de la correa están encima de los tornillos prisioneros.
- La polea está a rás del borde superior del eje del motor.
 |  |
Geometría y ajustes de impresión
Los objetos con voladizos suelen ser más difíciles de imprimir. Algunos voladizos pueden incluso alabearse hacia arriba durante la impresión, y la boquilla puede chocar contra ellos. Lo mismo puede ocurrir en algunos casos si eliges un porcentaje de relleno muy pequeño al cortar el modelo 3D.
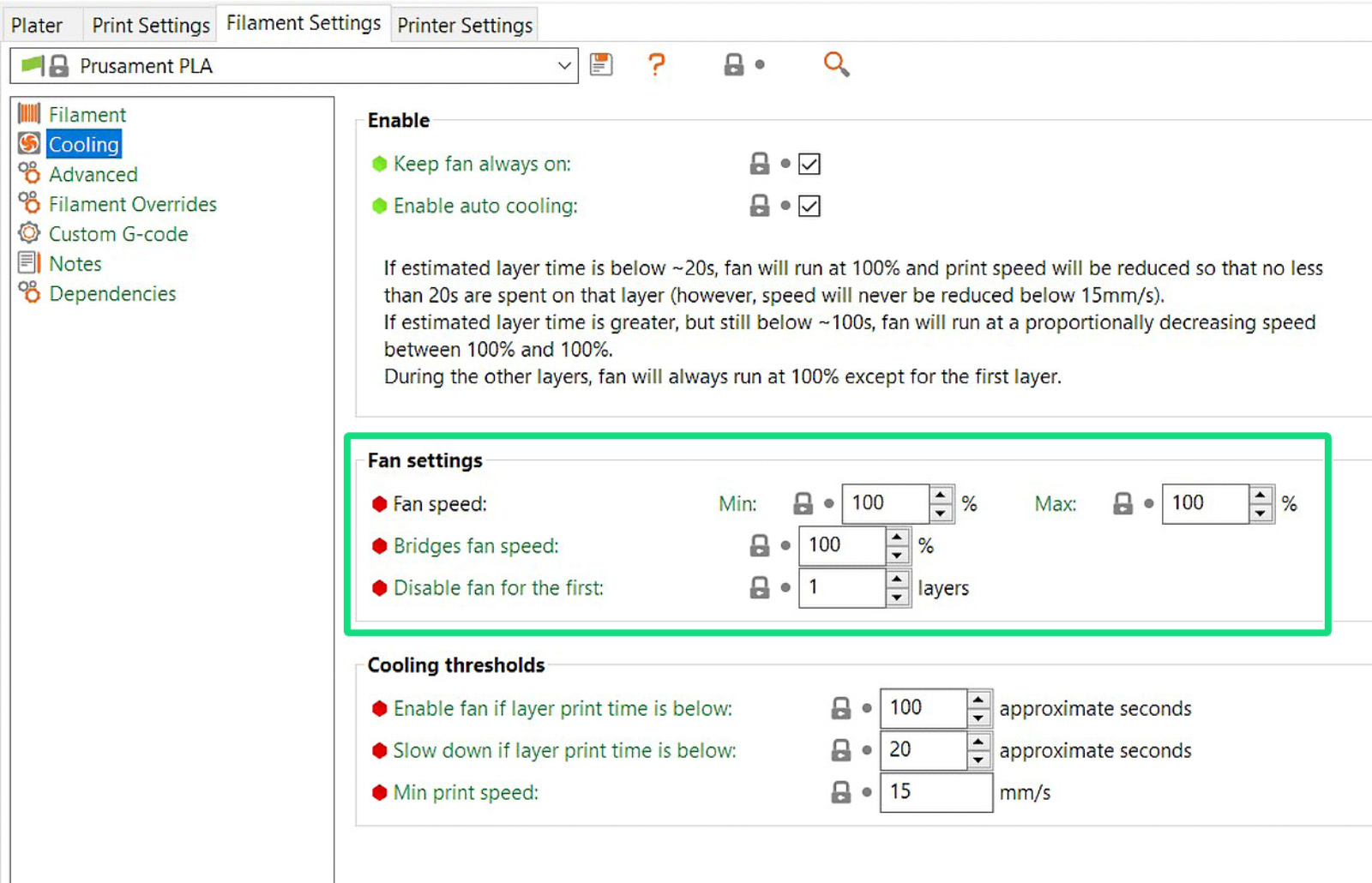
Para evitar los voladizos de impresión, puede laminar el objeto (consulta nuestro artículo sobre el Herramienta de corte). También puedes intentar aumentar el velocidad del ventilador de impresión o aumentar la longitud de retracción en PrusaSlicer. La velocidad del ventilador de impresión se encuentra en Configuración de filamento -> Enfriamiento y la retracción en Configuración de la Impresora -> Extrusor 1.
screenshots