El modelado para impresión 3D presenta varios desafíos interesantes. FFF (fabricación de filamentos fundidos) con su proceso de fabricación capa por capa, la orientación y la geometría pueden afectar en gran medida tanto la estética como la integridad de su impresión terminada. Además, cada software de modelado 3D tiene diferentes términos y métodos para lograr diferentes resultados, por lo que repasaremos algunas pautas básicas al modelar con la impresión 3D en mente.
Voladizos y material de soporte
Lo más importante a tener en cuenta al modelar para impresión 3D es la necesidad de material de soporte. Las impresoras 3D no pueden imprimir en el aire, ya que cada capa debe colocarse encima de otra. Al diseñar, tenga en cuenta esta limitación y trata de evitar crear voladizos pronunciados y ángulos extremos. Dicho esto, los puentes horizontales cortos se pueden imprimir sin soportes.
Una impresora 3D puede imprimir limpiamente estructuras sobresalientes con un ángulo de entre 45 y 60 grados, según el diámetro y la configuración de la boquilla. El diámetro estándar de las boquillas de las impresoras 3D de escritorio es de 0,4 mm. Para boquillas más pequeñas, como 0,25 mm, el ángulo puede ser inferior a 45 grados. Si debes tener voladizos muy empinados o geometría flotante en el diseño, considera si esto será visible en el producto final, ya que las superficies sobre soportes no tendrán el mismo acabado que una pared lateral o un relleno superior. Puedes modelar en soportes desprendibles o dividir su pieza en varias piezas (se explica en la siguiente sección) para una mejor orientación.
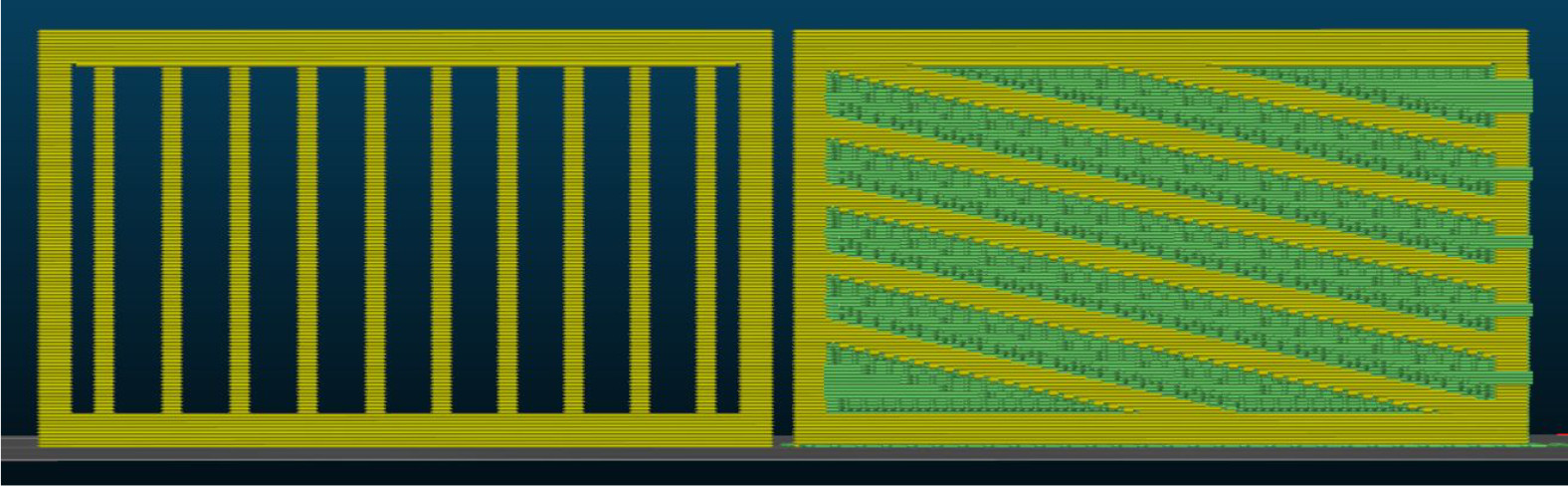
Vamos a dar un vistazo a un ejemplo - necesitas diseñar una parte de una cerca y depende de ti cómo se verán los piquetes. En las imágenes a continuación, puede ver dos formas de diseñar una cerca, si queremos imprimirla en posición vertical. La mejor solución aquí será imprimir la pieza horizontalmente.
Dividir el modelo en varias partes
Tanto las propiedades visuales como mecánicas de el modelo se pueden mejorar dividiéndolo en varias partes. De esta forma, se pueden optimizar para una mejor orientación y colocación en la plataforma de impresión. De esta manera, puedes minimizar la cantidad de soportes necesarios. Las partes del objeto se pueden pegar juntas. PrusaSlicer tiene una herramienta de corte para facilitar esto. También puedes utilizar Meshmixer para cortar los modelos.
Cuando pegues las partes de el objeto juntas, ten en cuenta que las superficies a pegar sean lisas y libres de grasa o suciedad, para lograr una costura invisible. La función de planchado en PrusaSlicer también puede ayudar en esto. Además, puede ser útil lijar ligeramente la superficie para aumentar la adherencia. La necesidad de lijar dependerá de la geometría, el acabado de la superficie y el tipo de pegamento. El pegamento instantáneo puede ser muy viscoso, por lo que puede no ser ideal para superficies rugosas. También puede dejar rastros de sí mismo. Cuando encuentres el pegamento adecuado para el modelo y material, la costura debe ser más fuerte que el resto del material, pero es posible que desees modelar en algunas clavijas para alineación y resistencia.

Filete vs chaflán
Si se orientan hacia la cama de impresión, los filetes crean un voladizo muy pronunciado, que afecta negativamente a la superficie del objeto. Por esta razón, usa chaflán en su lugar si un acabado perfecto de la pieza es una prioridad. Sin embargo, puedes mejorar esto usando Función de altura variable de capa ien PrusaSlicer.
¿Cuántos lados tiene el cilindro o círculo?
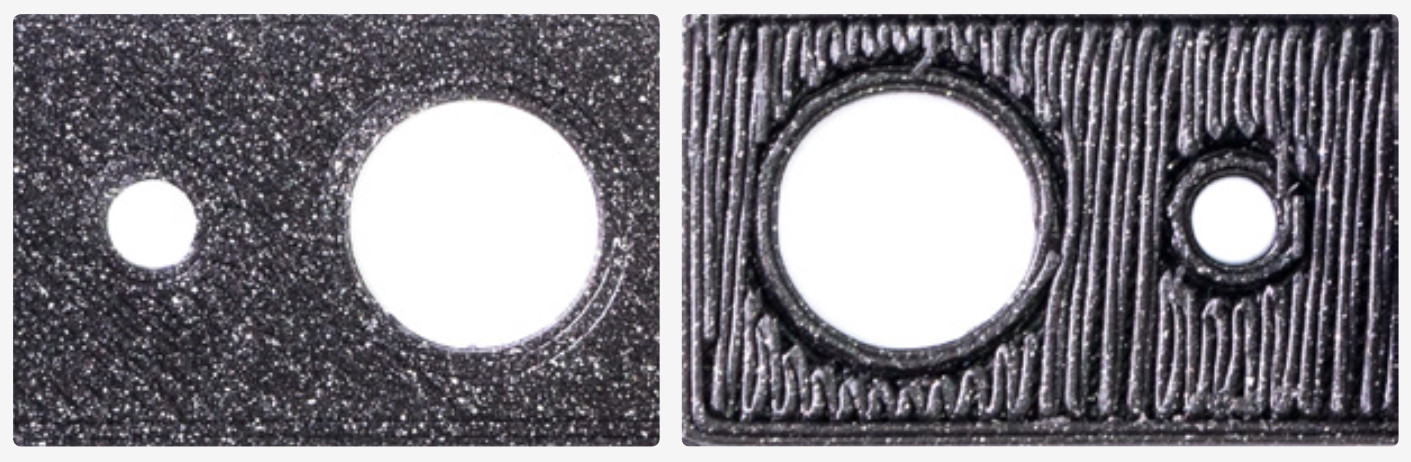
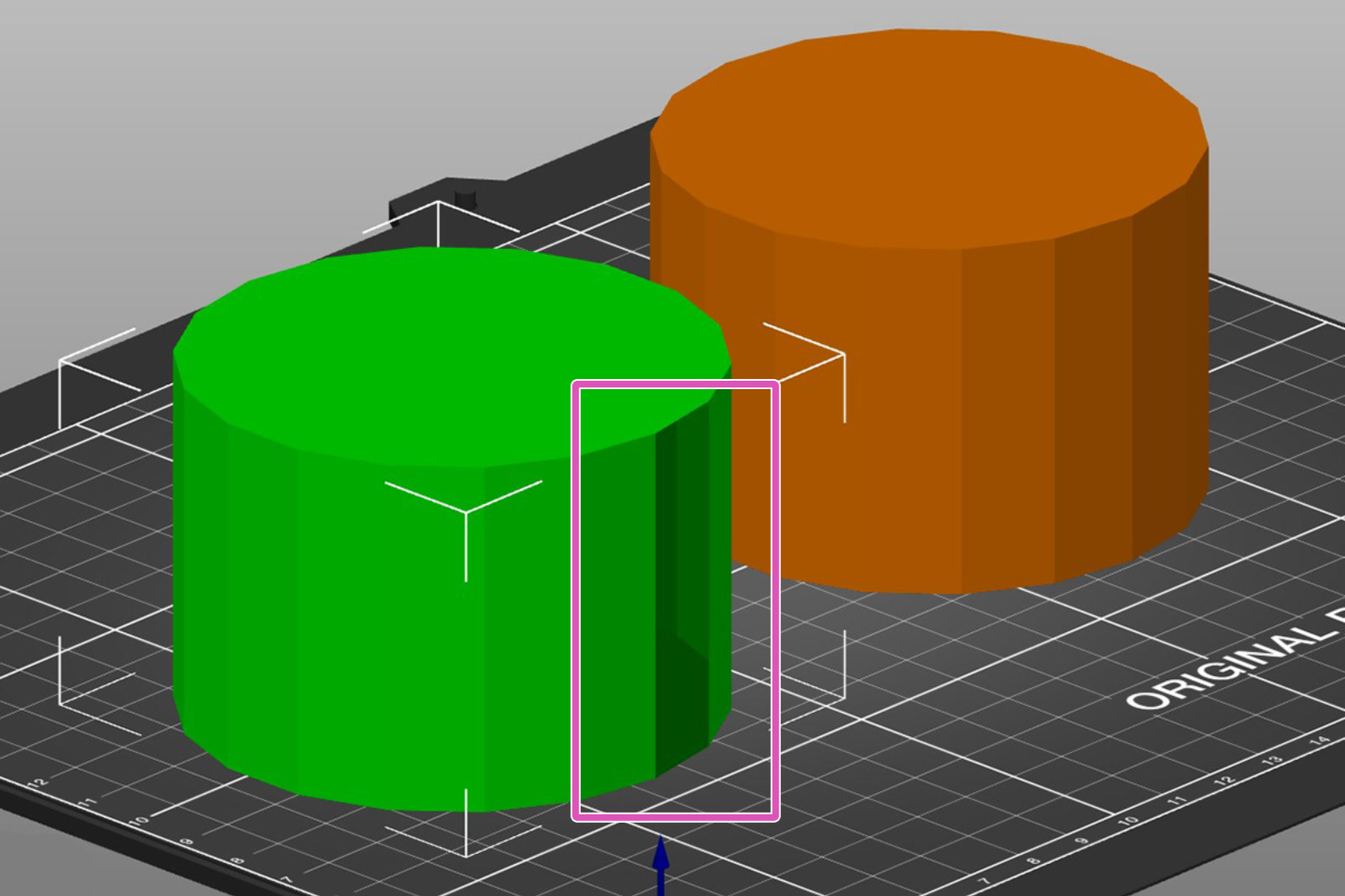
Debes tener en cuenta que el software de modelado que está utilizando puede mostrar una curva, pero presta atención a la cantidad de lados que están realmente presentes. Cuando se diseña el modelo, los sombreadores del software pueden suavizar la representación visual y la impresión puede resultar ser un polígono, no un círculo. Debes estar seguro de tener el número correcto de lados o caras en su modelo.
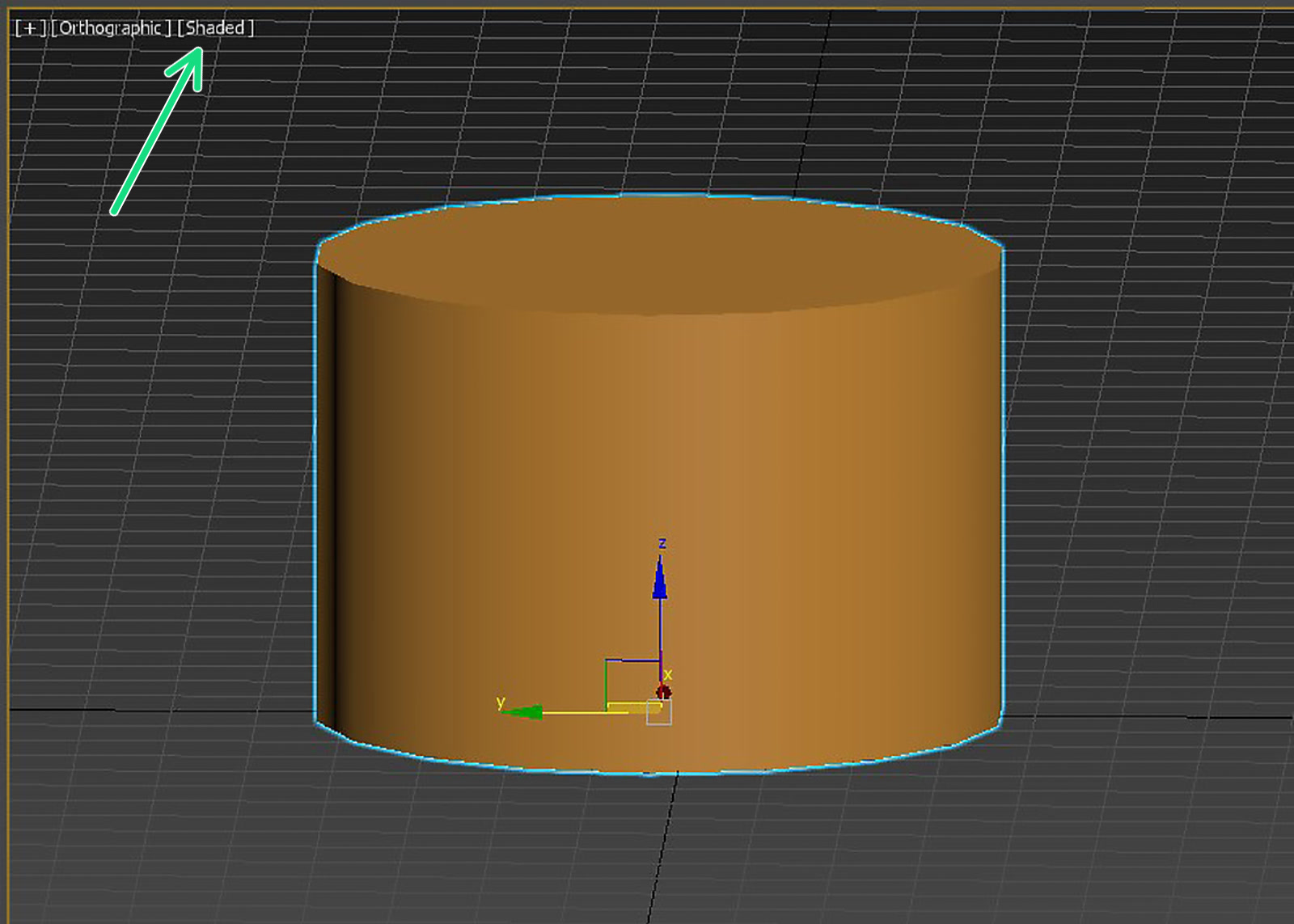 | 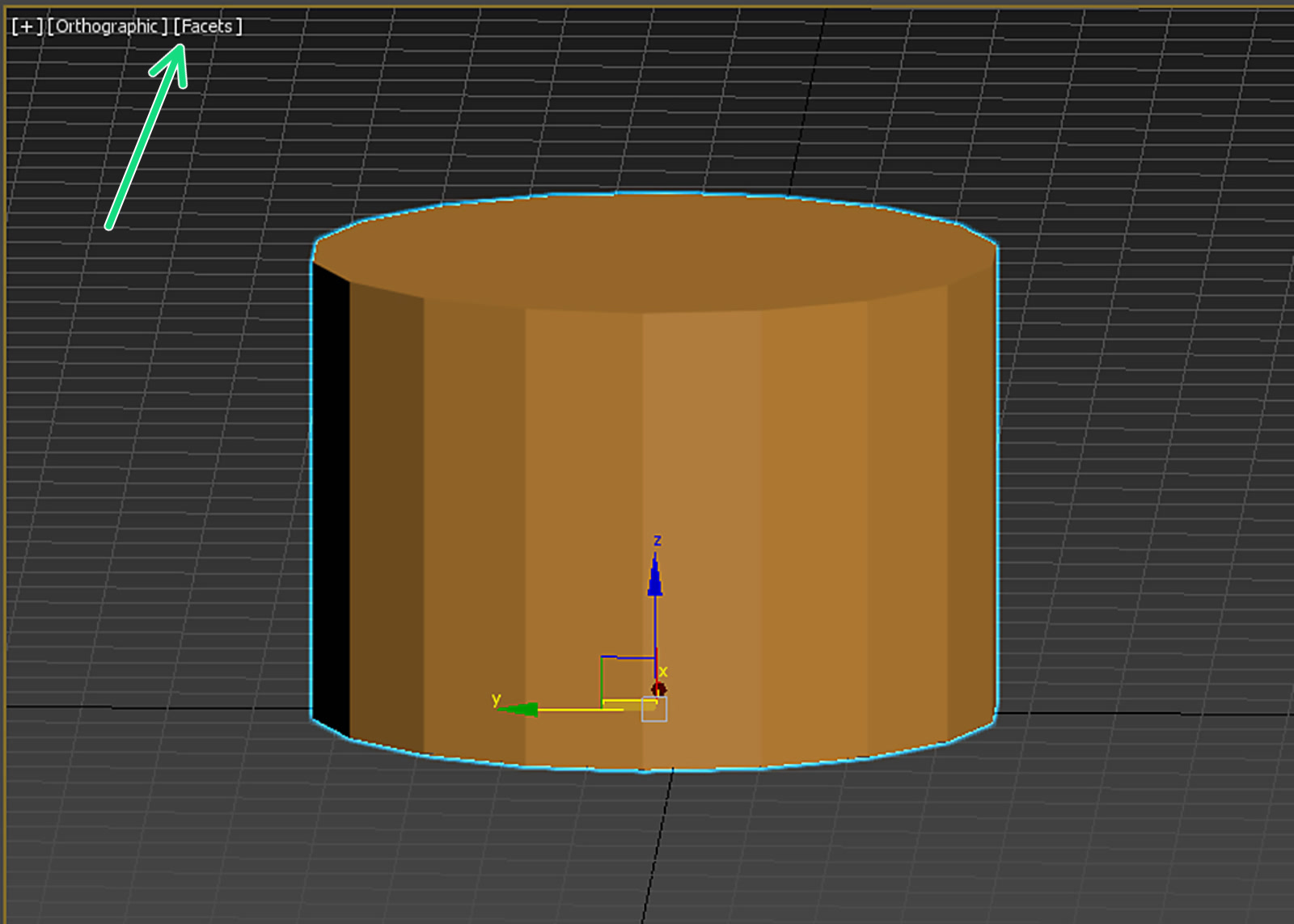 |
Observa cómo cambia el aspecto de la pieza cambiando el sombreador (flecha verde). Ambas imágenes tienen exactamente la misma geometría. La imagen de la derecha muestra cómo se verá impresa.
Paredes delgadas y tamaño mínimo de característica
Otra limitación es el diámetro de la boquilla. El tamaño de boquilla más común y estándar en MK3S es de 0,4 mm, que en PrusaSlicer tiene un ancho de extrusión de 0,45 mm. PrusaSlicer puede mejorar esto de múltiples maneras. Sin embargo, puede ser conveniente tener en cuenta estos números, especialmente cuando diseñas paredes delgadas o características pequeñas. Las paredes más delgadas que el perímetro de una boquilla no se pueden imprimir.
| Boquilla de 0,4 mm | Espesor de pared |
| 1 perímetro | 0.45 mm* |
| 2 perímetros | 0.9 mm* |
| 3 perímetros | 1.35 mm* |
| 4 perímetros | 1.8 mm* |
* Estas son aproximaciones y pueden variar según la configuración de la cortadora.
Como una forma de mejorar los perímetros, puedes ir en la PrusaSlicer a la pestaña Configuración de impresión - Capas y perímetros, y marcar la opción "Detectar paredes delgadas". Esto fusionará dos rutas en una extrusión de una sola pasada. Sin embargo, las paredes más delgadas que un perímetro no se pueden "reparar" de esta manera.
| Espesor de pared | ¿Es imprimible? |
| Menos de un perímetro | |
| Un perímetro | |
| Más de un perímetro, pero menos de dos perímetros | |
| Más de dos perímetros |
Tolerancias
Al modelar piezas que deberían encajar, debes incluir una cierta tolerancia. Probablemente no podrás unir dos piezas con dimensiones de tolerancia cero. Es posible que debas modificar las tolerancias hasta que alcanzar un resultado óptimo. no hay un solo valor “universal” todo depende de diferentes factores, los más comunes son:
- Tamaño del modelo
- Orientación horizontal o vertical
- La geometría de las partes que deben encajar
- Calibración
- Configuraciones
- Propiedades del material
Una Prusa original tendrá una precisión de al menos 0,2 mm, pero también debes recordar que los diferentes materiales pueden deformarse o encogerse durante la impresión. Considera si dos partes deben moverse, como una bisagra, bloquearse o encajar con un ajuste por fricción. Una buena medida inicial para las partes móviles es de al menos 0,3 mm.
Detalles finos y consideración del material
Si tienes condiciones específicas para el diseño, como estar al aire libre o en un ambiente caluroso, esto afecta su elección de material, lo que a su vez puede afectar las decisiones de diseño. En resumen, se deben tener en cuenta las propiedades del filamento. Por ejemplo, para hacer diseños o modelos que necesitan ser para exteriores o tener una alta resistencia mecánica, estos deben imprimirse con PC, ASA, PETG o similar. Es posible que esos filamentos no impriman detalles pequeños tan bien como PLA. Por lo tanto, al modelar una pieza destinada a soportar condiciones climáticas al aire libre o tensión mecánica, es posible que desees evitar el uso de pequeños detalles.
Iteraciones de su diseño
Tendrás que hacer impresiones de prueba antes de que pueda considerarlo definitivo. Mientras desarrollas su diseño, prepárate para hacer ajustes y ajustes a las tolerancias y geometría. Tener un enfoque paramétrico en CAD ayuda enormemente, pero si recién estas comenzando, intenta no establecer el diseño en piedra y guarda versiones a lo largo del camino, por ejemplo, antes de fusionar varios objetos, crear agujeros o cavidades que deberían ajustarse a otra cosa (sustracciones).
Orientación en la cama de impresión
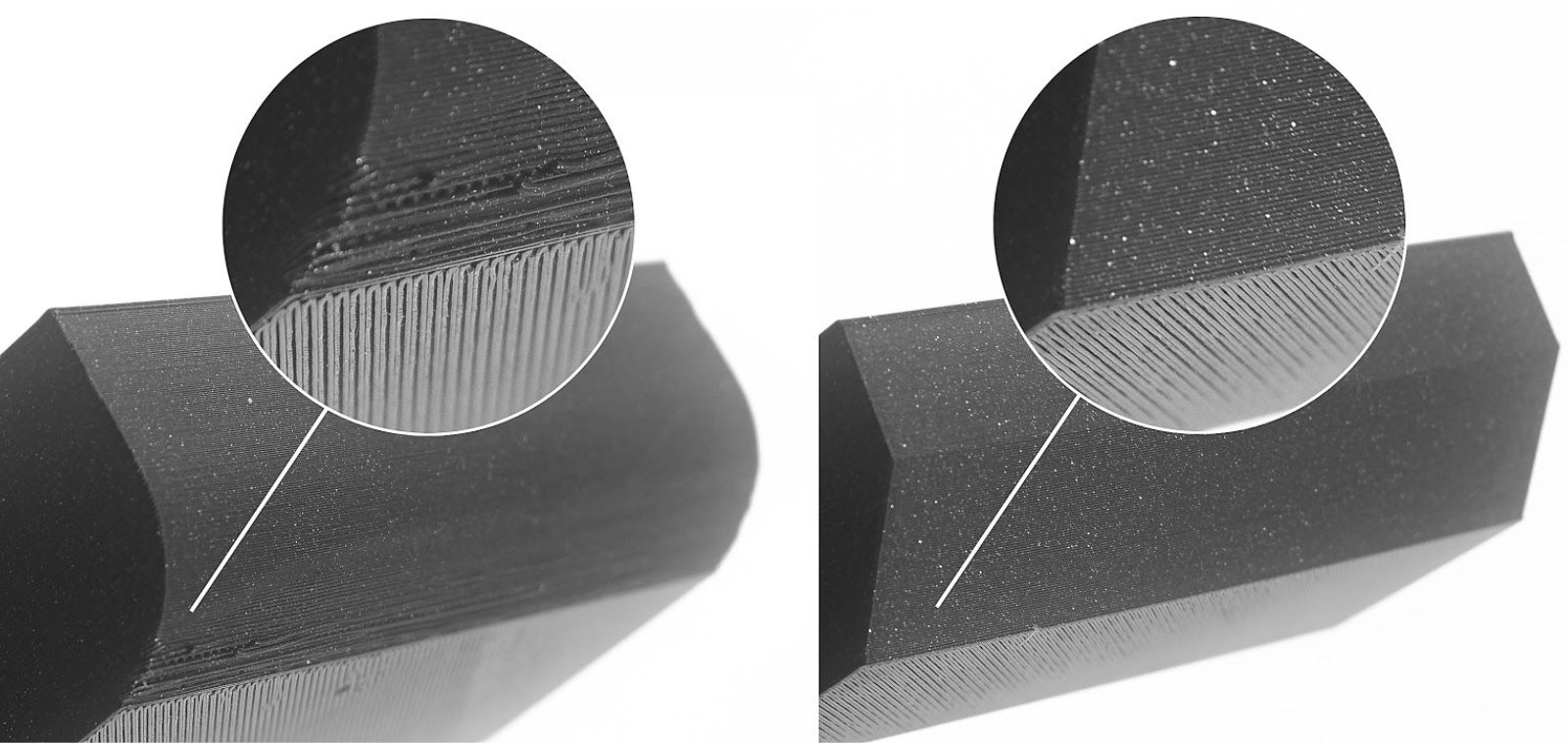
Una superficie impresa directamente en la cama de impresión es perfectamente plana y lisa, mientras que una superficie impresa sobre soportes se verá más irregular y rugosa. La imagen muestra el peor de los casos con fines de demostración. Hay formas de mitigar esto, pero las superficies con un ángulo de voladizo más bajo se ven mucho mejor incluso con soportes.
Como la madera, las impresiones FFF son más fuertes en una dirección que en otra. Por lo tanto, vas a querer que las piezas estructurales se impriman en una orientación que optimice su integridad estructural. Puedes encontrar más información sobre el impacto de la orientación de su impresión en el video a continuación.
Asegúrese de que sea sólido
El modelo a imprimir debe ser sólido o tener "geometría cerrada". Esta es una geometría que puede existir en el mundo real tridimensional. Si un modelo tiene agujeros en la superficie o geometría interna, la pieza no podrá cortarse.
 | 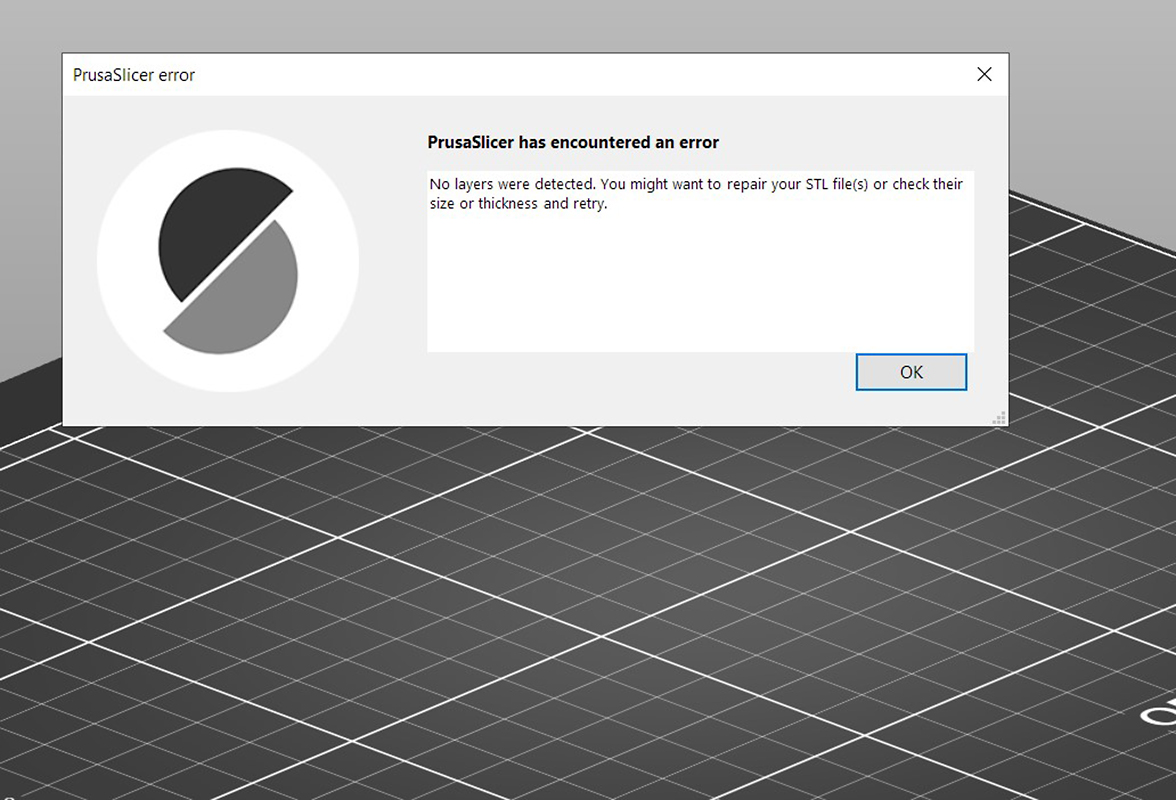 |
La mayoría de los programas de diseño tienen una función dedicada a corregir este error bajo diferentes términos como "cerrar modelo" o "Tapar agujeros". Estas opciones a menudo eliminarán el exceso de caras, aristas y vértices y corregirán o crearán superficies donde faltan. También puedes ver nuestra guía sobre Modelos 3D corruptos para imprimir.
Impresión multimaterial y extrusoras duales
Para imprimir un modelo utilizando MMU2S actualización o una impresora con extrusores duales, tengas en cuenta que cada color diferente debe exportarse como una malla diferente. Eso se puede hacer teniendo cada malla en un archivo 3D separado (stl, obj). También puedes tener varias mallas en un archivo amf o 3mf file. PrusaSlicer asignará cada malla diferente a un color diferente. Si tienes cada malla en un archivo diferente, deberás importarlas todas al mismo tiempo. Mencionamos anteriormente hacer un modelo múltiple o sólido. En este caso, necesitará que cada parte del todo sea múltiple o sólida.
Es posible tener una sola malla y dividirla usando Meshmixer, pero puede ser un proceso muy largo y tedioso. Por lo tanto, puede ser útil tener esto en cuenta durante el proceso de diseño.
Usando PrusaSlicer para ciertos elementos
Como mencionamos en la parte relacionada con la orientación de la impresión, se pueden hacer mucho en PrusaSlicer después de que se haya realizado el proceso de modelado en su software de modelado / CAD. Algunas operaciones pueden ser más rápidas de realizar en la laminadora, que editar el modelo para luego exportarlo nuevamente o si no tiene acceso a los archivos originales del proyecto.
Puedes utilizar PrusaSlicer para pequeñas modificaciones en el modelo. Puedes usar mallas modificadoras para hacer patrones en el modelo. También puedes agregar o eliminar partes de la geometría.