U multimateriálové tiskárny Original Prusa XL je možné kombinovat různé materiály v rámci jednoho tisku. Pro úspěšný tisk je třeba mít na paměti následující aspekty a připomínky.
Předběžné informace
Když je extruder zaparkovaný, tryska nainstalovaná na tomto extruderu se ochladí.
Vysoké teploty bez tisknutí mohou způsobit degradaci zavedeného filamentu a zvýšení tlaku v tavící zóně. Zatímco je extruder v nečinnosti, pomáhá ochlazování trysky tomuto procesu čelit, zejména po delší dobu dokování.
V každém okamžiku, kdy je teplota trysky vysoká, musí veškerá vlhkost absorbovaná filamentem někam unikat. To obecně vede ke zvýšení tlaku v trysce, což následně obvykle vyústí k odkapávání filamentu. Vytékající filament se usazuje na stabilizační věži, případně vytváří blob.
Pro omezení těchto negativních účinků je zásadní udržovat filament suchý. Některá nastavení filamentu může být nutné doladit a je zásadní, aby těsnění trysky bylo u všech nástrojů nastaveno do správné polohy. Rozsah těchto efektů závisí také na konkrétním materiálu filamentu.
Nastavení Stabilizační věže
Minimální vytlačený objem na čistící věži
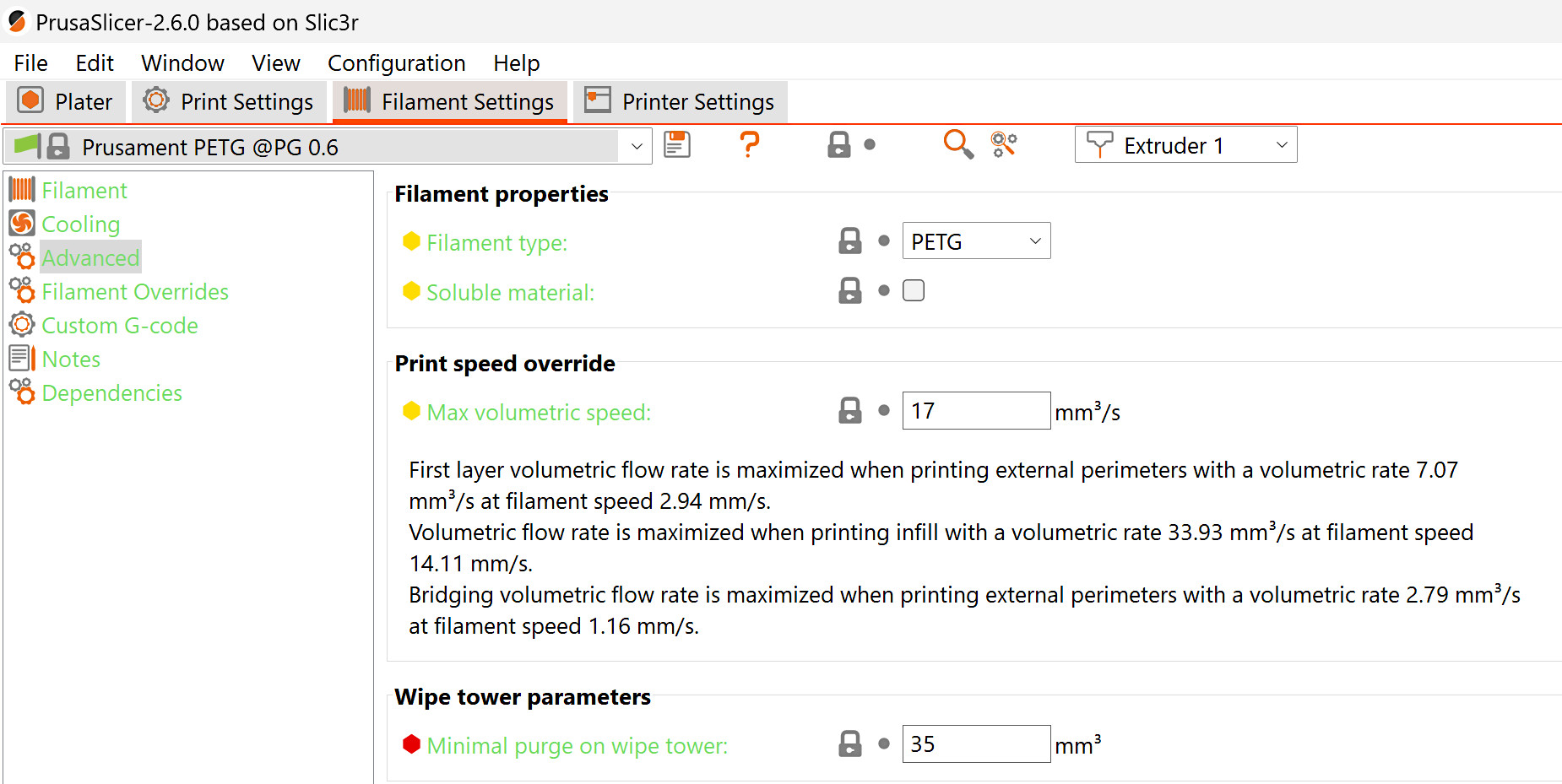
Minimální vytlačený objem na čistící věži nastavuje minimální množství materiálu, které bude vytlačeno do stabilizační věže. Jeho hodnotu lze upravit v nabídce Nastavení filamentu -> Pokročilé. Odkapávání filamentu, ke kterému dochází při nabírání nástroje, způsobuje ztrátu materiálu. Zvýšením tohoto objemu se sníží pravděpodobnost, že to způsobí nedostatečnou extruzi na začátku tisku.
Pro výtisky z PLA je výchozí a doporučená hodnota tohoto nastavení 15 mm³. Pro jakýkoli jiný materiál je výchozí hodnota 35 mm³. Hodnotu 35 mm³ doporučujeme nastavit také pro každý extruder pro tisk s kombinací PLA a jiného materiálu.
TPU je velmi náchylný ke stringování, protože absorbuje velké množství vlhkosti. Ačkoli byl testován s minimálním vytlačeným objem na čistící věži na 35 mm³, v případě problémů se stringováním a odkapáváním filamentu doporučujeme tuto hodnotu dále zvýšit, a to až na 70 mm³. TPE je dobrou alternativou pružného materiálu, protože obecně absorbuje méně vlhkosti než TPU, ale mějte na paměti, že TPE má špatnou přilnavost k podložce.
Při tisku pevnějších materiálů na TPE nebo TPU výtisk se mohou spodní vrstvy TPE nebo TPU materiálu pohnout. Tomu lze také čelit zvýšením minimálního vytlačeného objemu na čistící věži.
Čistící věž extruderu
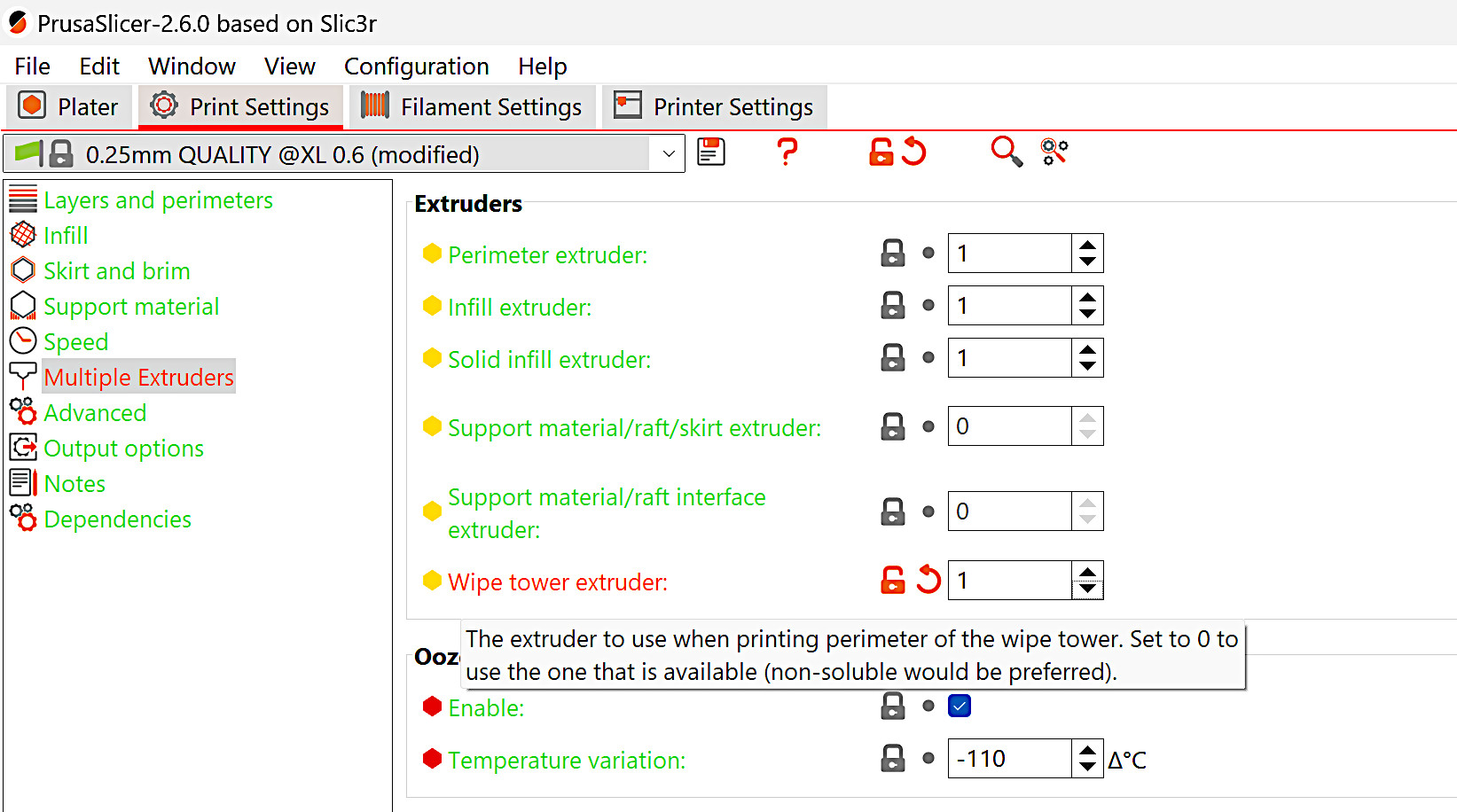
Na stabilizační věži by různé filamenty nemusely k sobě přilnout. To může způsobit, že se věž zlomí a dojde k pádu při tisku. Chcete-li tomuto zabránit, přejděte na Nastavení tisku -> Více extruderů -> Extruder čistící věže, a vyberte extruder pro stabilizační věž. Toto způsobí, že jeden z extruderů s určitým filamentem bude působit na všechny vrstvy věže, i když není při tisku použit, a věž tak bude stabilnější. Ponecháte-li hodnotu na 0, bude použit nástroj, který je k dispozici a který byl v dané vrstvě použit jako poslední. Toto šetří čas, ale při tisku s více než jedním typem materiálu je stabilizační věž méně spolehlivá.
Úhel vrcholu stabilizačního kužele
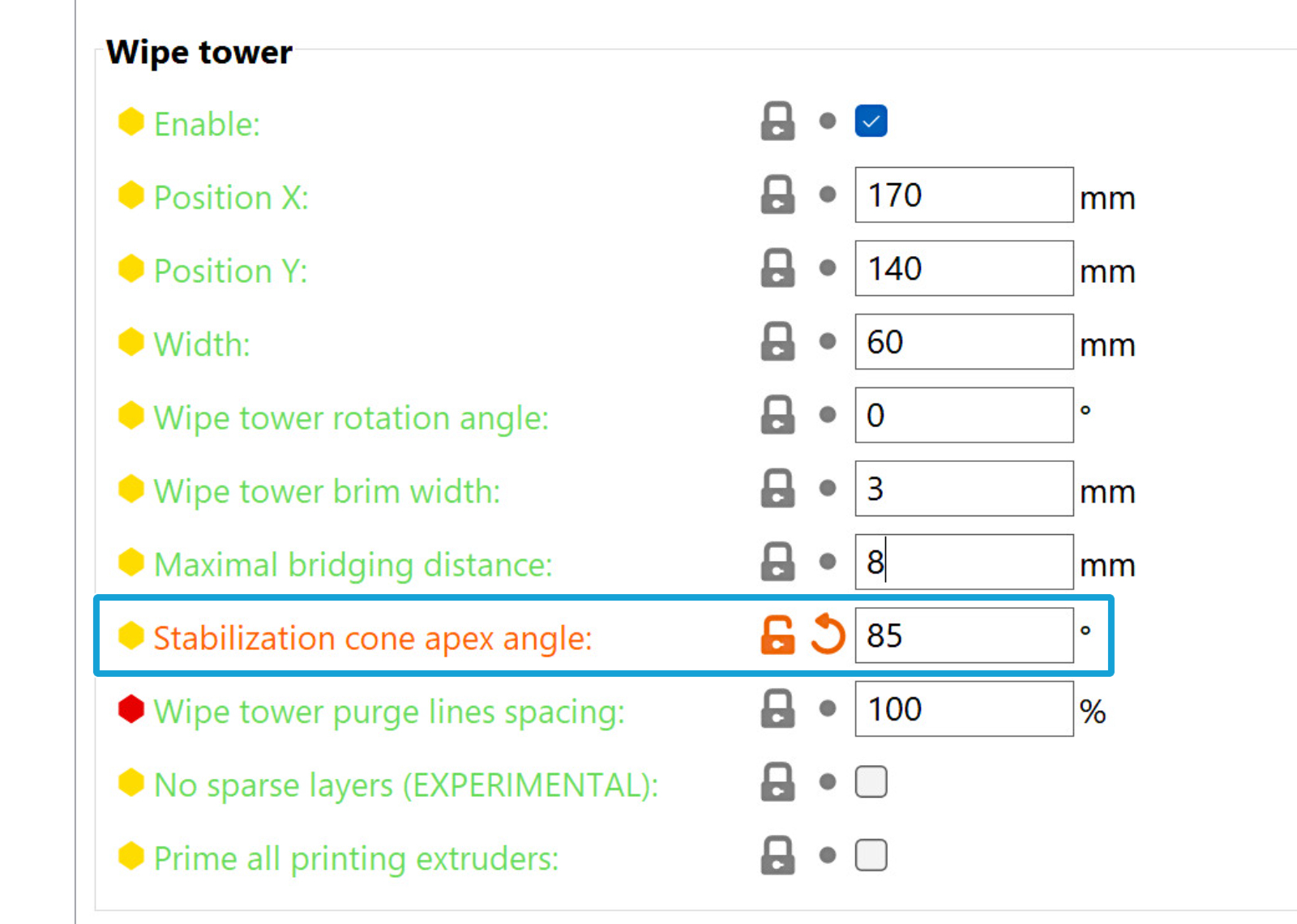
Pro zvýšení stability a zvětšení spodní základny čistící věže je možné přidat kuželový tvar, který by se kombinoval s tvarem stabilizační věže. Úhel na vrcholu tohoto kužele lze nastavit v rozmezí 0 až 90 stupňů v Nastavení tisku -> Více extruderů, s větším úhlem, což znamená, že základna kužele je větší a stabilizační čistící věž je stabilnější.
PLA + PETG
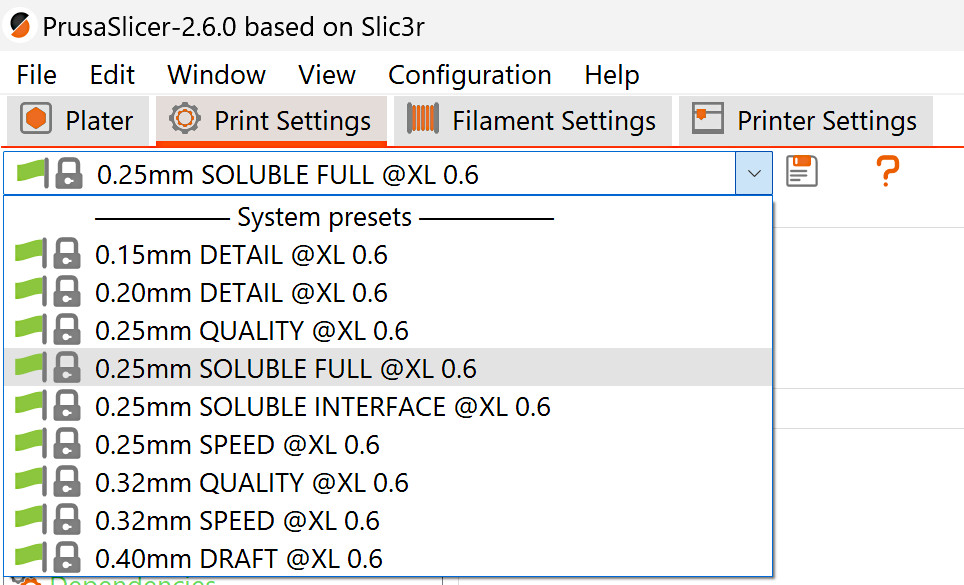
PETG byl úspěšně testován s PLA podpěrami, stejně jako PLA s PETG podpěrami. K takovému tisku je třeba, aby bylo v nastavení v PrusaSliceru nastaveno plně rozpustné.
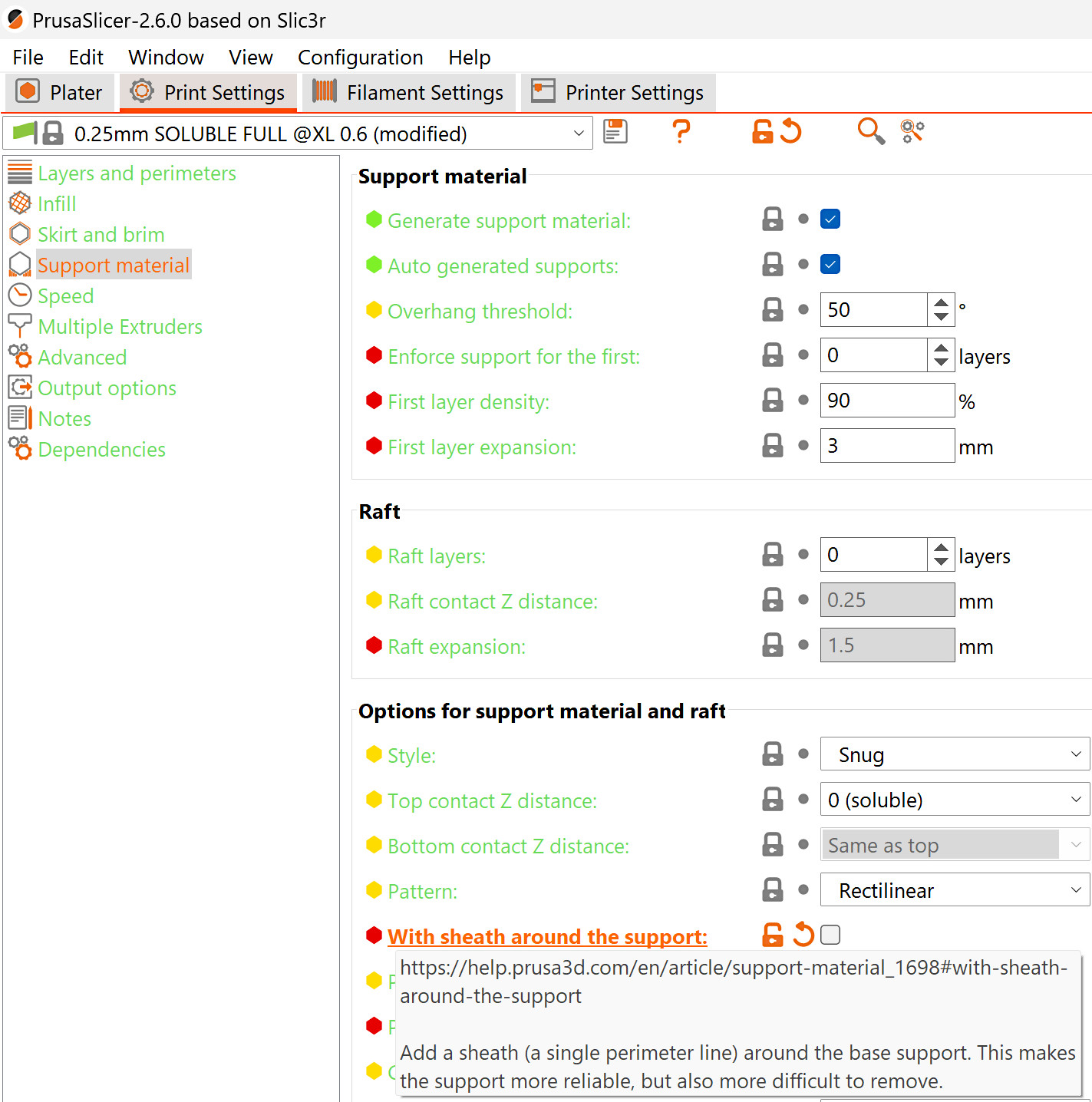
Ve výchozím nastavení se kolem podpěr nastavených jako rozpustné vytvoří pouzdro (jedna obvodová čára okolo podpěr), což velmi ztěžuje jejich odstranění. Doporučujeme zrušit výběr tohoto nastavení, v části Nastavení tisku -> Podpěry.
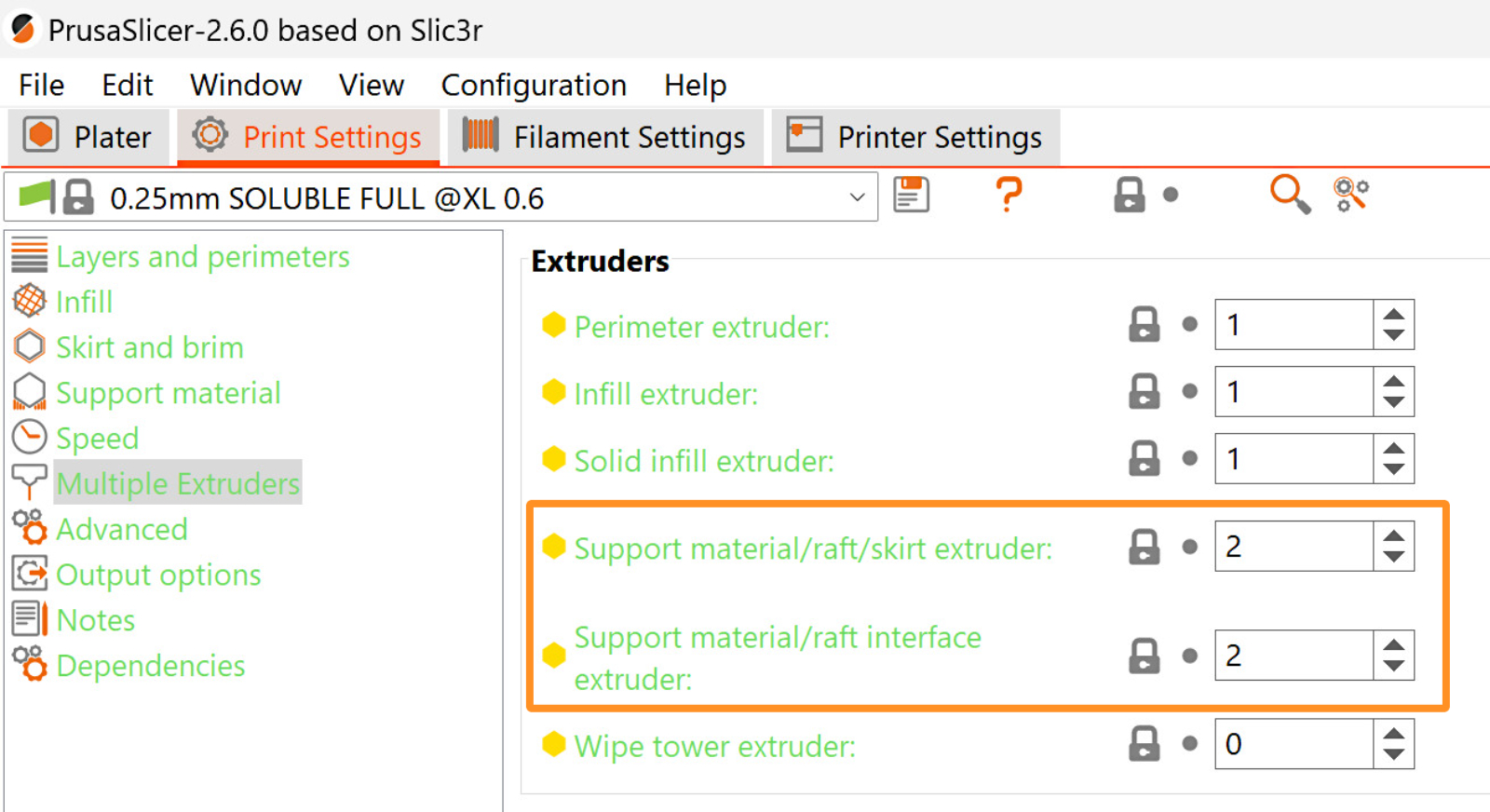
Ve výchozím nastavení je materiál podpěr nastaven na extruderu 2. V případě potřeby to můžete změnit výběrem Extruder pro podpěry/raft/obrys a Extruder pro kontaktní podpěry/raft v Nastavení tisku -> Více extruderů..
Další nastavení PrusaSliceru
Teplota vyhřívané podložky
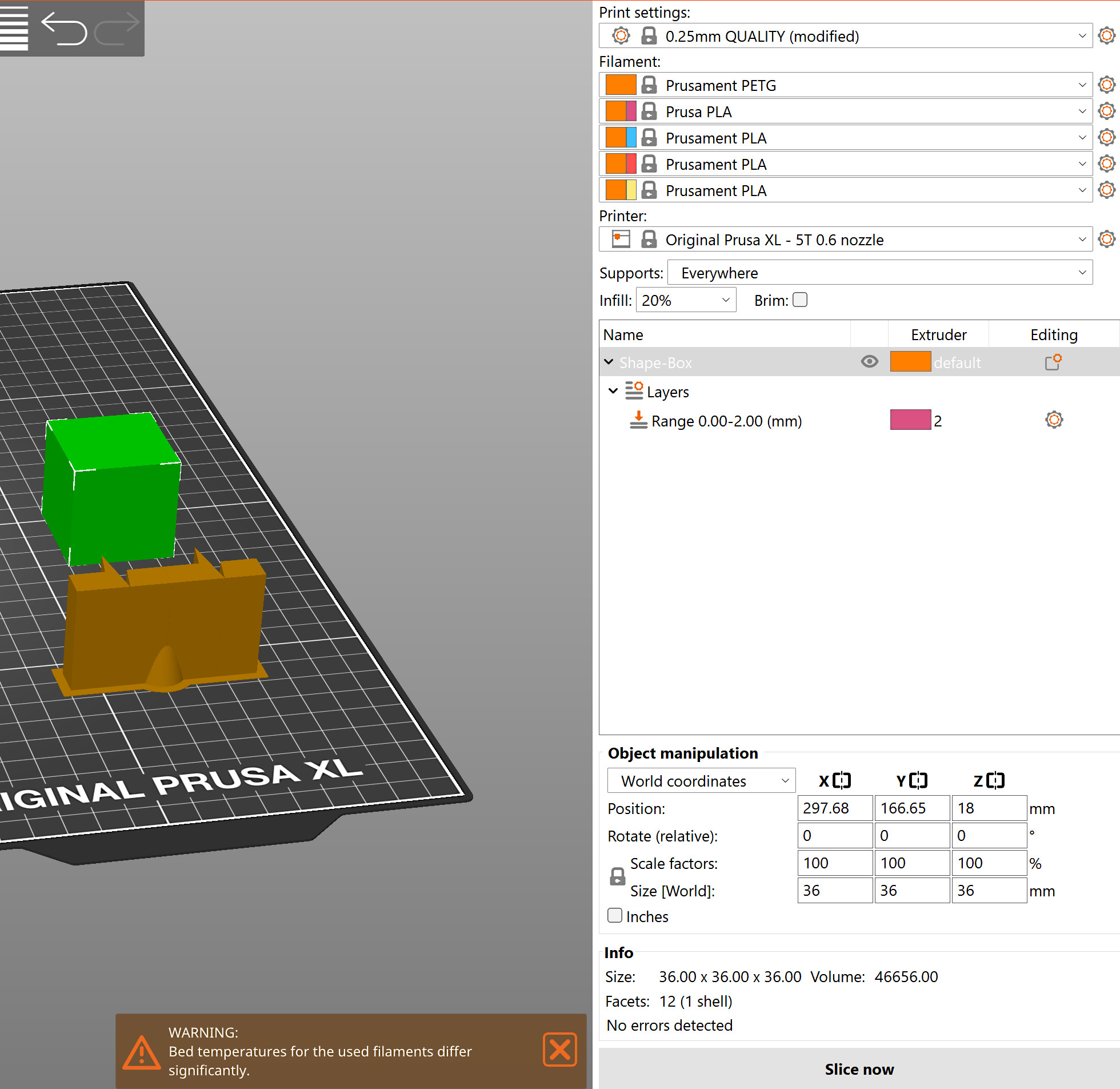
U první vrstvy je teplota vyhřívané podložky závislá na prvním materiálu zavedeném do tiskárny; od druhé vrstvy je založena na prvním filamentu, který je zaveden do druhé vrstvy. V závislosti na kombinaci filamentů to může způsobit problémy, například nedostatečnou přilnavost materiálu.
PrusaSlicer zobrazí varování v případě, že se teploty vyhřívané podložky výrazně liší.
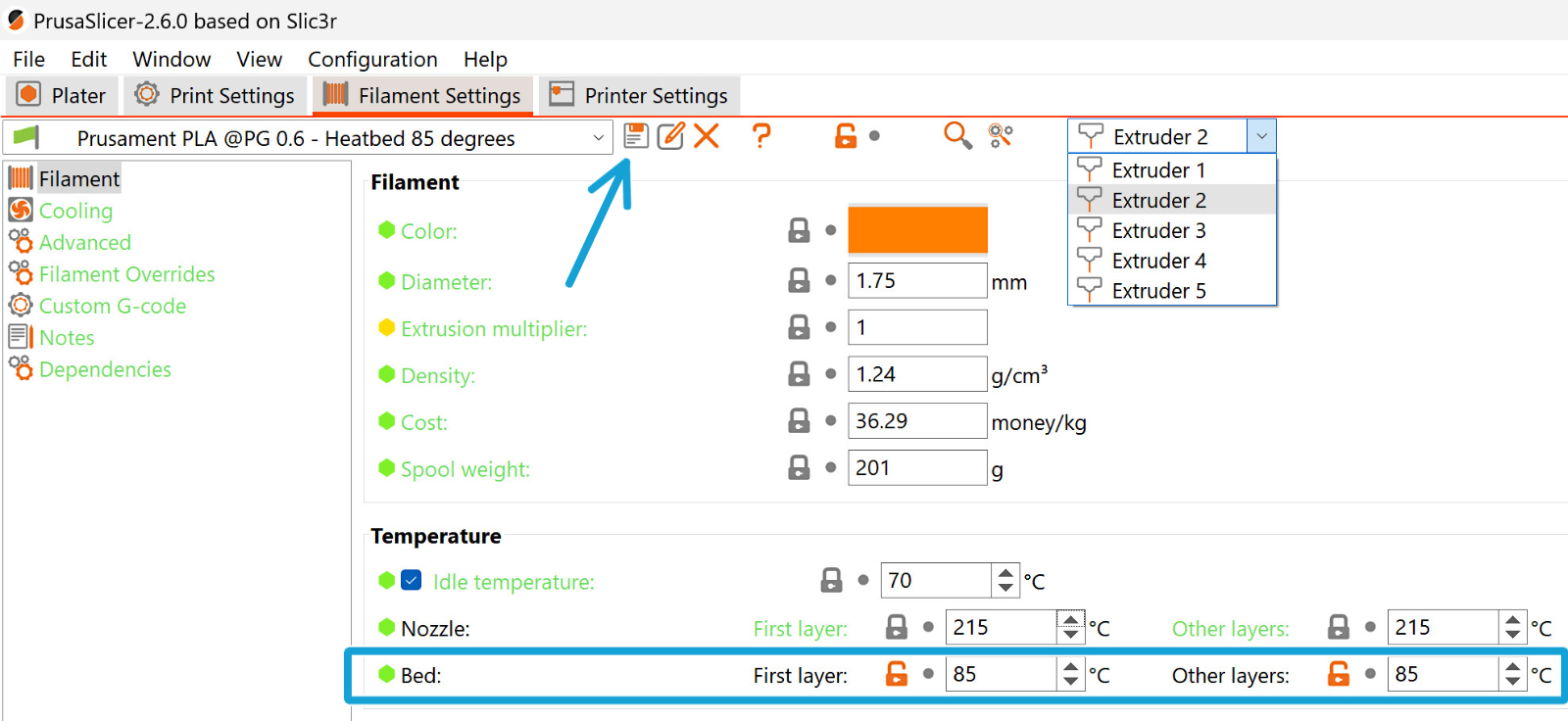
Chcete-li toto obejít, přejděte do Nastavení filamentu -> Filament a pro každý extruder zvolte teplotu vyhřívané podložky v závislosti na všech materiálech, které chcete při tisku použít. Po výběru uložte upravený profil filamentu, pojmenujte jej a zajistěte, aby byl pro tisk vybrán upravený profil.
Prevence odkapávání
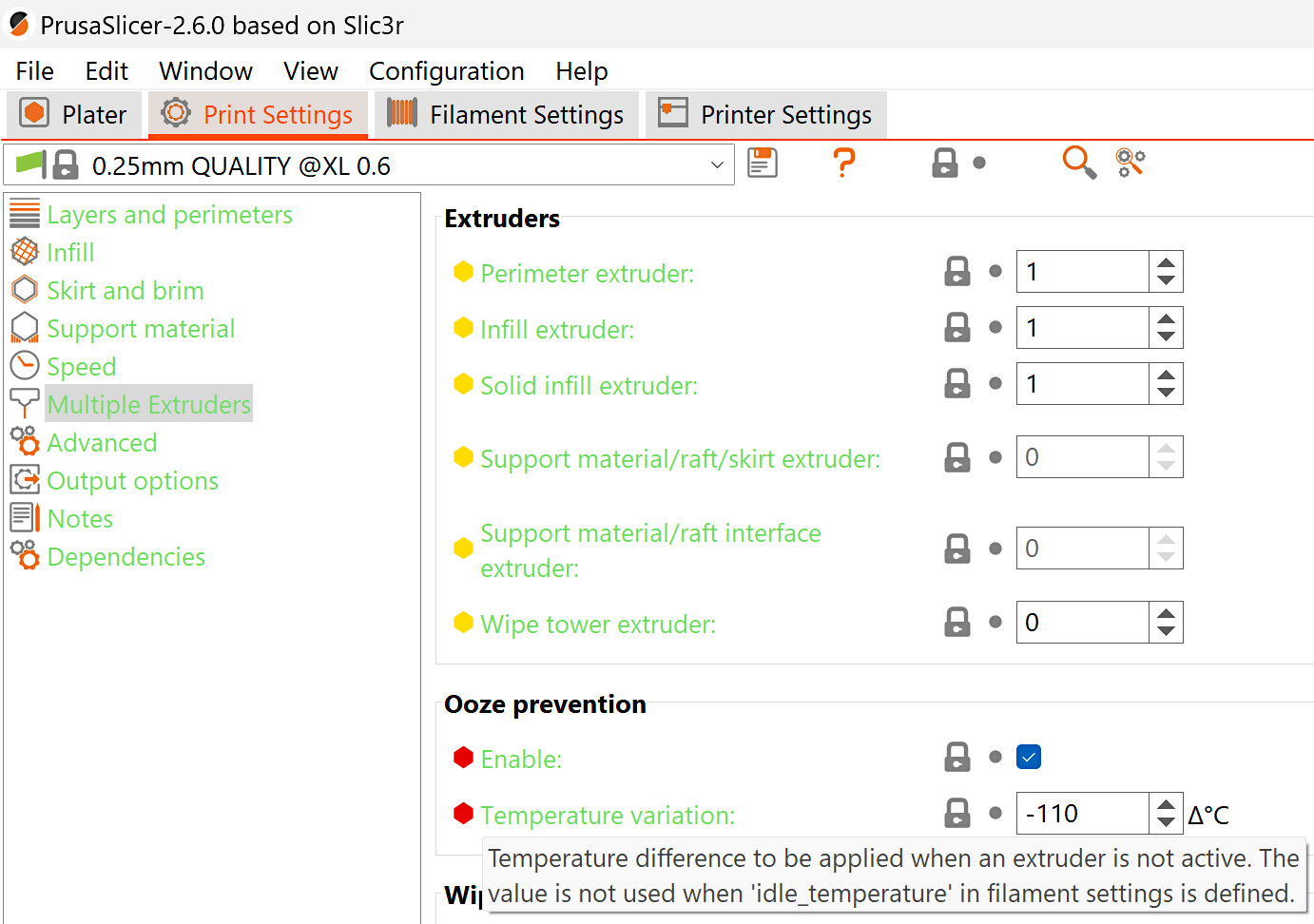
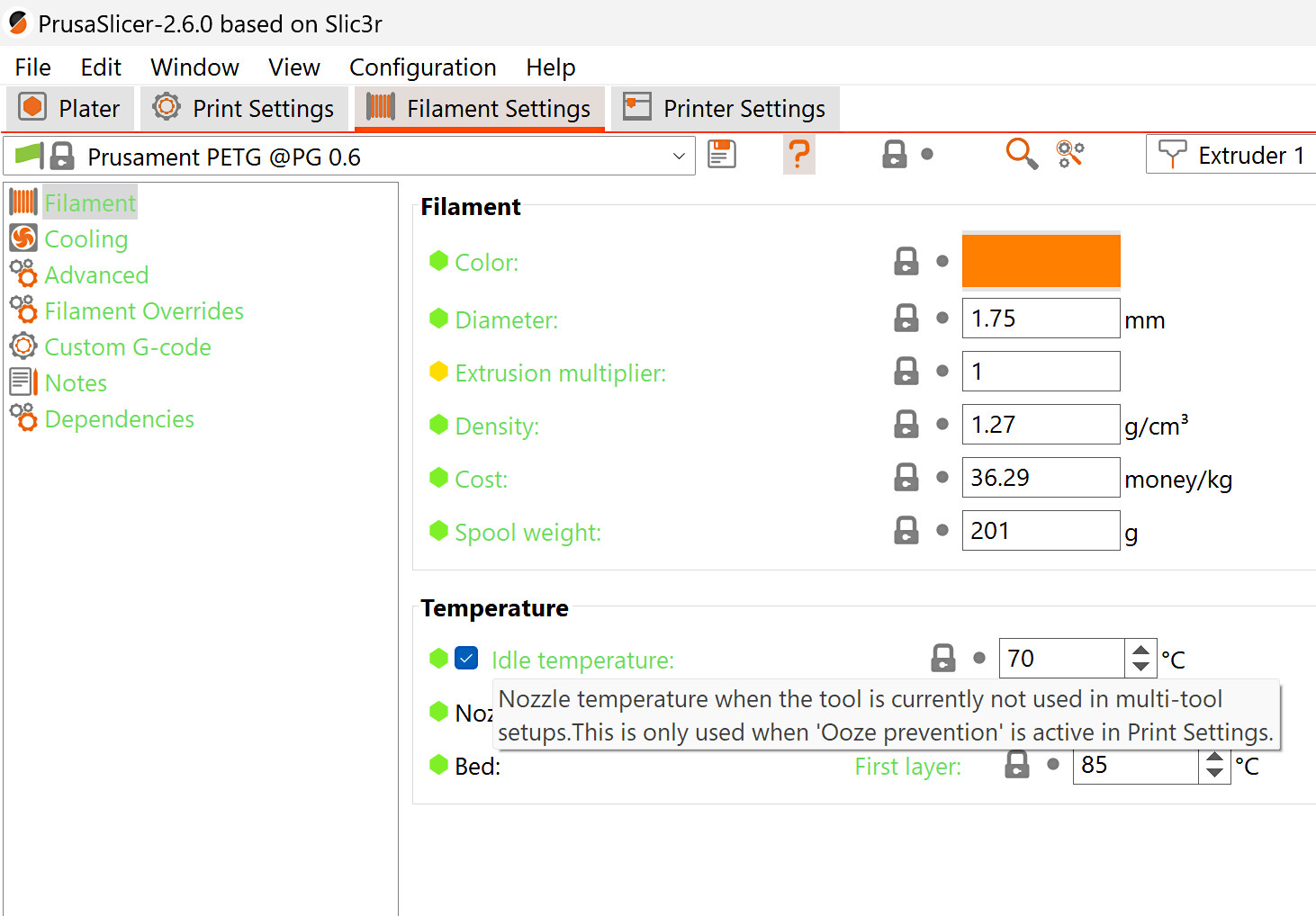
V PrusaSliceru v menu Nastavení tisku -> Více extruderů, ponechejtePrevenci odkapávání povolenou. To umožní, aby teplota při nečinosti v Nastavení tisku -> Filament -> Teplota při nečinnosti zůstala na nejlepší hodnotě Teploty při nečinnosti pro daný typ filamentu Teplota v nastavení teploty při nečinnosti má přednost před změnou teploty v nastavení Prevence odkapávání.
Pokud je Prevence odkapávání vypnuta, všechny extrudery zůstanou na jejich tiskové teplotě během celého tisku. To vede k výraznému odkapávání, degradaci materiálu v tavící zóně a případně k ucpání trysky.
 |  |
Poznámky ke stylům podpěr
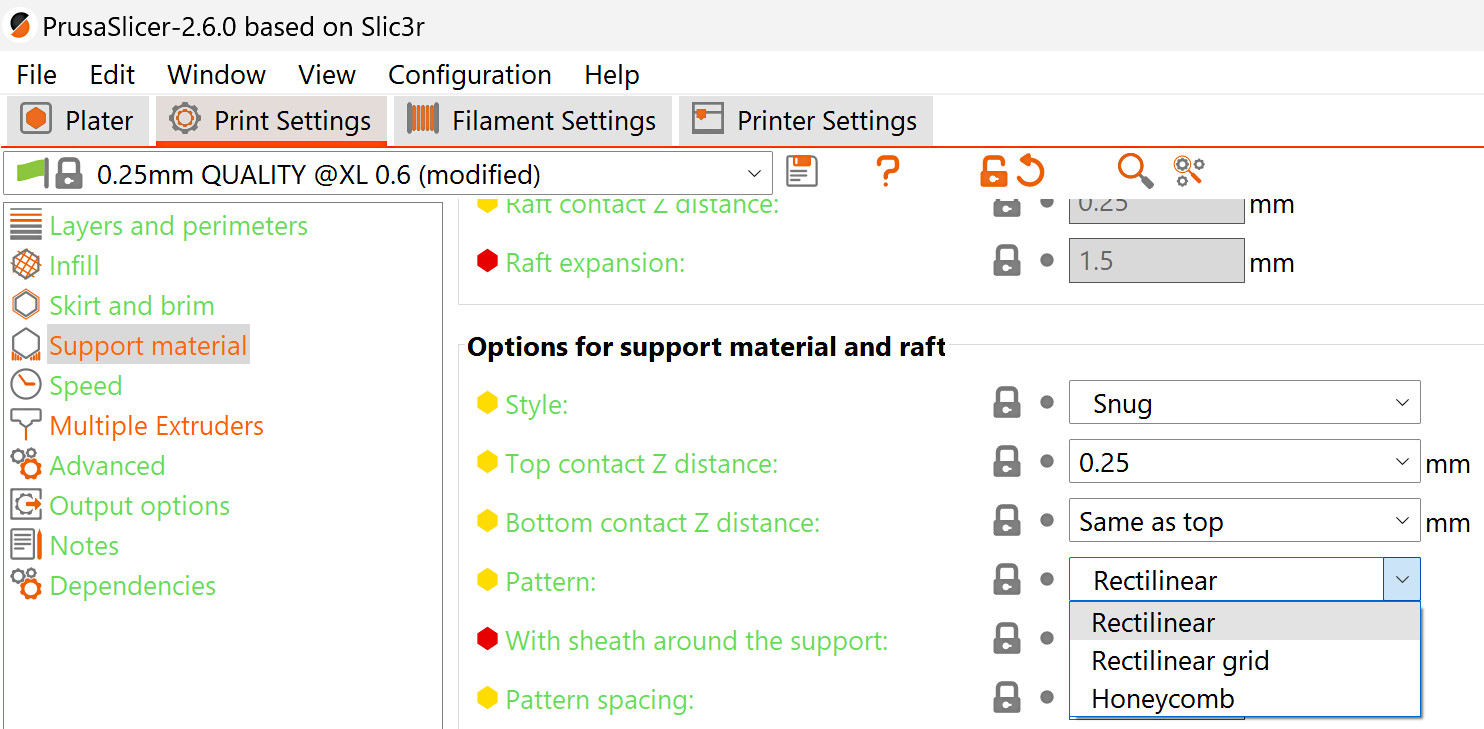
Při použití přiléhavých podpěr zkontrolujte, zda v slicovaném objektu nejsou části podpůrného materiálu velmi vysoké a tenké, protože by mohly uprostřed tisku spadnout nebo se zlomit. Pokud si jich v slicovaném objektu všimnete, doporučujeme změnit vzor podpěr a/nebo změnit styl podpěr na mřížku.
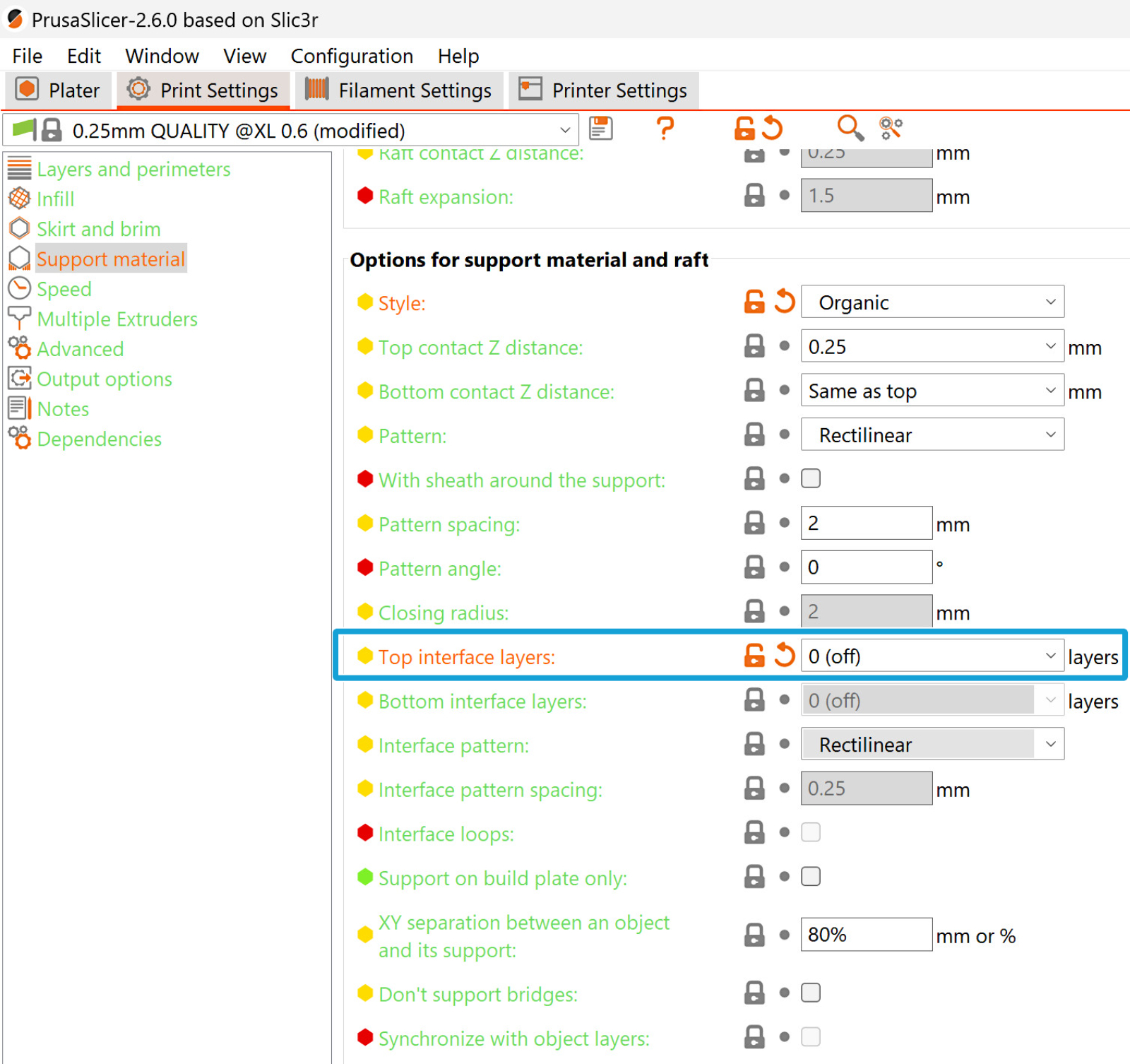
Při použití organických podpěr, nepoužívejte kontaktní vrstvy, jinak vytvoří netisknutelné artefakty.