Die manuelle Multiwerkzeug-Kalibrierung für die Multiwerkzeug-Versionen des Original Prusa XL kann durchgeführt werden, um sicherzustellen, dass die Werkzeug-Offset-Kalibrierung korrekt funktioniert und um den Offset für jedes Werkzeug fein abzustimmen. Diese Kalibrierung wird auch empfohlen, wenn eine Düse gecrasht ist, oder wenn eine individuelle Düse im Einsatz ist. Wir haben einen speziellen Test-GCode für die Versionen mit zwei und fünf Köpfen vorbereitet, der Offset-Fehler bis zu +/-1 mm abdeckt.
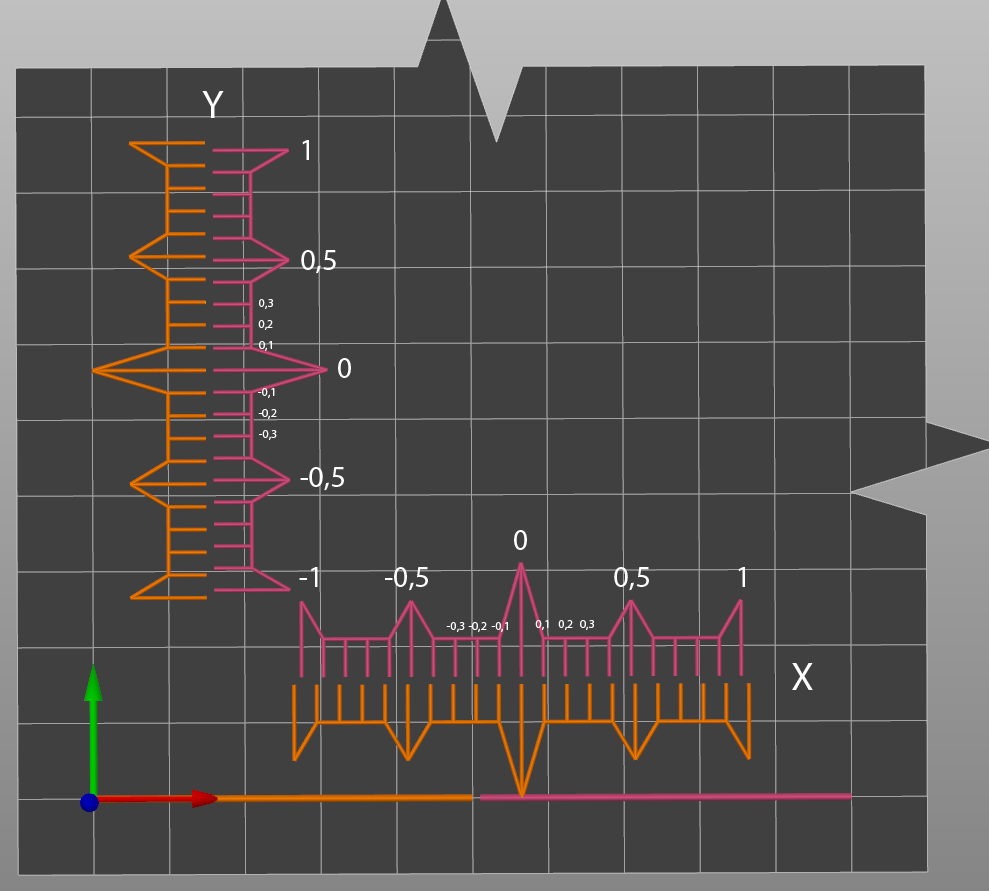
Der Druck hat zwei mit X und Y gekennzeichnete Zonen mit jeweils einem Kamm für jedes Werkzeug, außer Werkzeug 1. Suchen Sie für jeden Kamm die beiden Markierungen in jeder Zone, die am meisten mit dem mit Werkzeug 1 gedruckten Kamm übereinstimmen, und lesen Sie deren Werte ab.
Die größte Markierung steht für 0 und die mittleren Markierungen für 0,5 mm.
In der folgenden Visualisierung der 2-Werkzeug-Kalibrierung GCode, die orangefarbenen Teile sind mit Werkzeug 1 gedruckt, und die magenta Teile mit Werkzeug 2.
 | 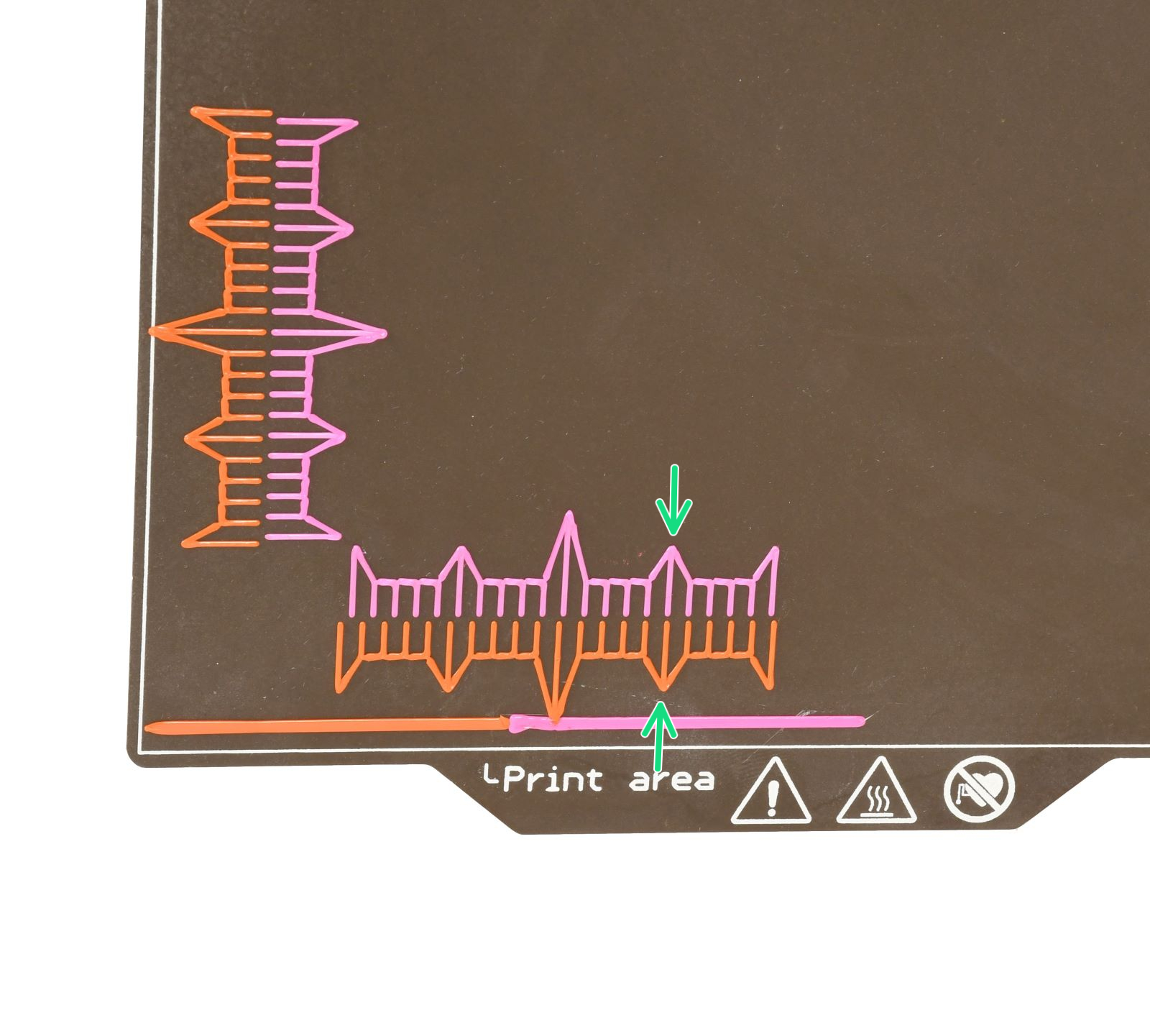 |
Im Beispielbild auf der rechten Seite entsprechen die am besten ausgerichteten Markierungen einem X-Versatz von +0,5 mm.
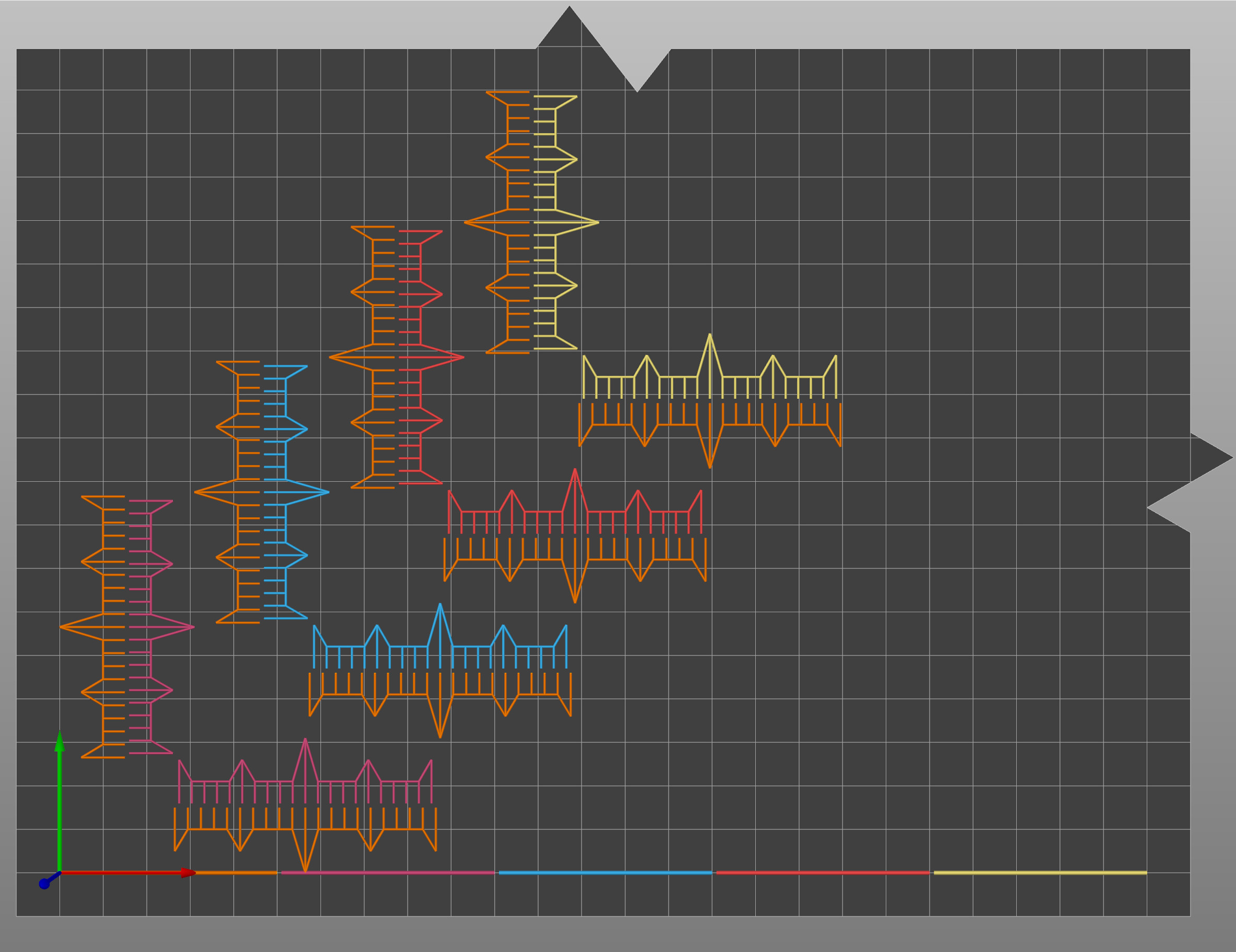
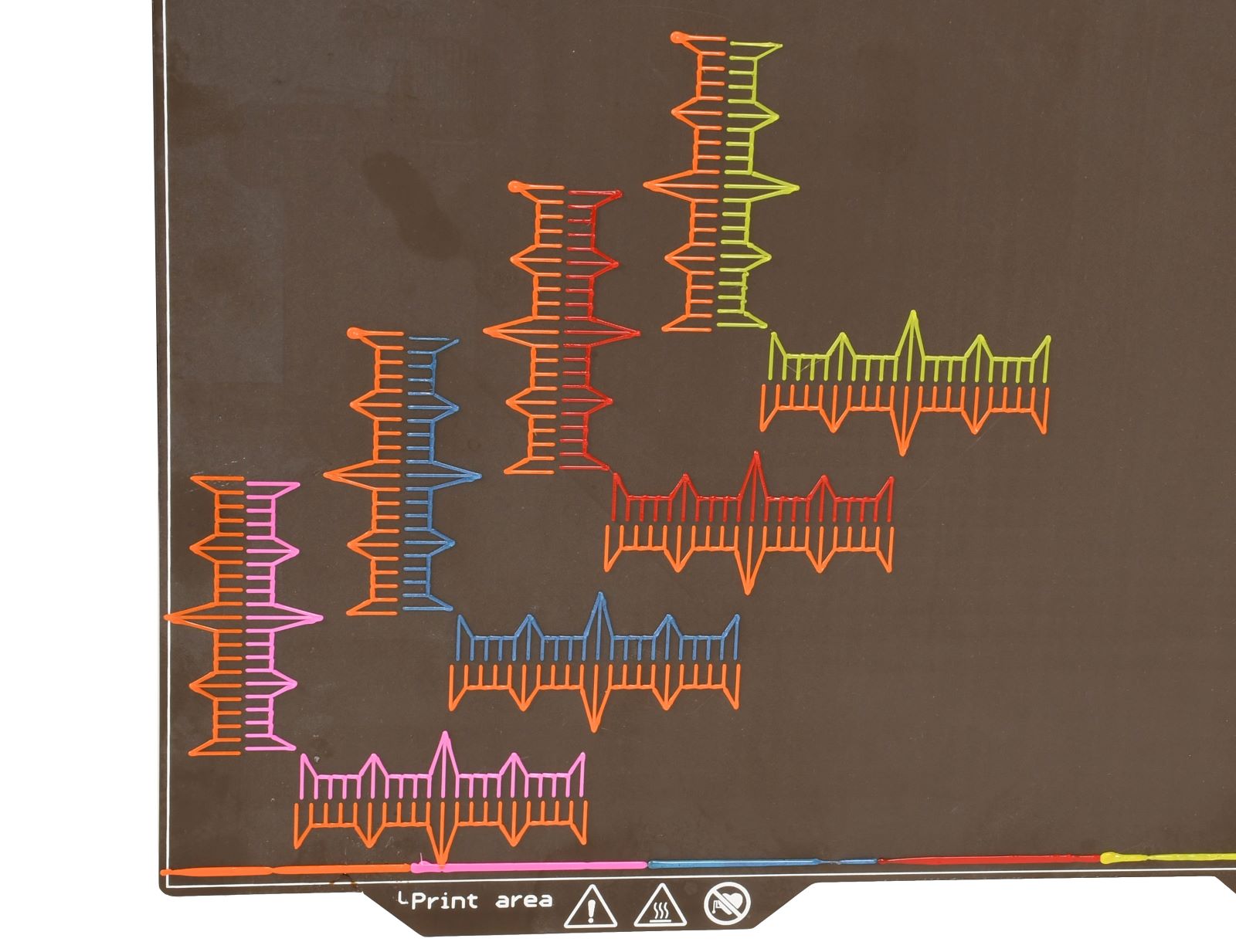
Der GCode für die Kalibrierung mit 5 Werkzeugen hat dieselben Eigenschaften, aber er hat vier Kämme pro Achse. Jeder Werkzeug-Offset wird mit Werkzeug 1 verglichen.
 |  |
Vorgehensweise
- Drucken Sie das Modell. Verwenden Sie einen der GCodes, um in PLA zu drucken, je nach Anzahl der Werkzeuge:
- Nach dem Drucken nehmen Sie das Blech mit dem Druck ab und begutachten die Markierungen auf jedem Paar von Kämmen.
- Finden Sie die am besten ausgerichteten Markierungen für jedes Paar und lesen Sie deren Wert ab.. Wenn Sie sich zwischen zwei Markierungen nicht sicher sind, wählen Sie deren Mittelwert (wenn z.B. 0mm und +0,1mm fast übereinstimmen, dann wählen Sie einen Offset von +0,05mm).
- Passen Sie die Offsets an, indem Sie den gemessenen Offset zu dem Offset addieren, der bereits für das ausgewählte Werkzeug in LCD Menü -> Einstellungen -> Werkzeug -> Werkzeug # angezeigt wird (die Nummer des Werkzeugs wird anstelle von # angezeigt). Wenn Sie zum Beispiel 0,05 mm zu Offset X im Screenshot hinzufügen, ergibt sich ein Endwert von 0,071347 mm.
Für Werkzeug 1 wird der Offset-Wert nicht angezeigt, da er immer auf Null gesetzt ist.

- Nach der Korrektur der Offsets entfernen Sie alle kleinen Kunststoffreste von den Linearschienen und Bändern, um eine Beeinträchtigung der Referenzfahrtposition zu vermeiden. Entfernen Sie den Druck vom Blech und drucken Sie das Teststück noch einmal, um die Ausrichtung zu überprüfen.
2 Kommentare
bitte um hilfe