Dès que le plastique fondu quitte la buse, il n'est plus sous le contrôle précis du système d'extrusion. Il y a deux problèmes à considérer :
- L'impression doit toujours être effectuée sur une couche déjà solidifiéesinon, le plastique précédemment extrudé sera déplacé et déformé par la nouvelle couche
- Lors de l'impression de surplombs ou de ponts, il est important d'immobiliser et solidifier le plastique en place dès que possible. Sinon, le filament s'affaissera.
La plupart des imprimantes 3D sont livrées avec un ventilateur d'impression. En soufflant de l'air ambiant sur le filament extrudé, le refroidissement peut être considérablement amélioré. Cependant, avec certains matériaux, cela pourrait aggraver les choses et provoquer une déformation ou une séparation des couches. PrusaSlicer vous permet de régler les paramètres de refroidissement pour chaque filament.
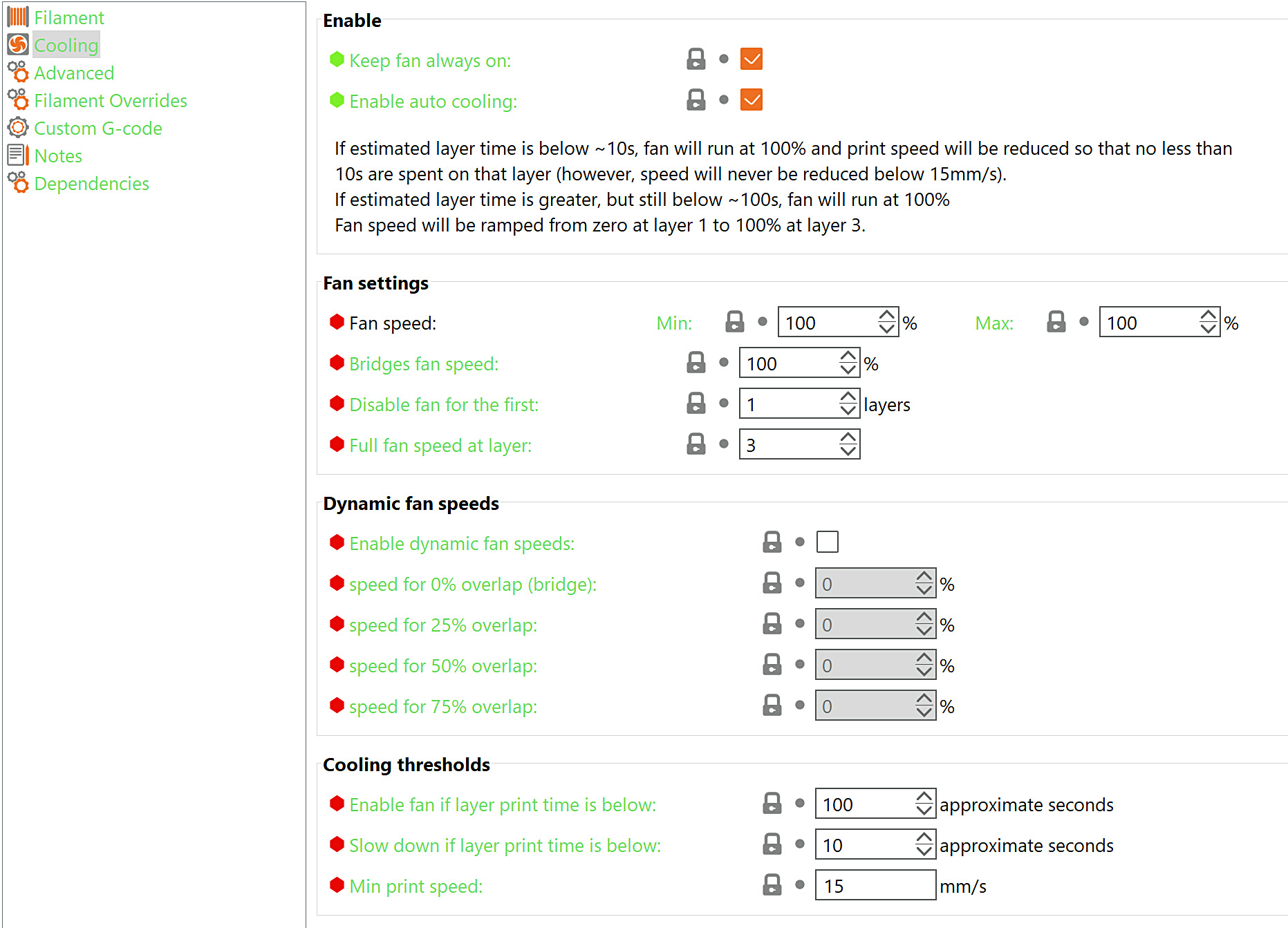
Garder le ventilateur toujours actif
Le ventilateur d'impression maintiendra toujours au moins une vitesse minimale. Ce paramètre est généralement activé pour la plupart des matériaux à l'exception de l'ABS, de l'ASA, du PC et de certains flexibles.
Activer le refroidissement automatique
Lorsqu'il est activé, le ventilateur de refroidissement et la vitesse d'impression changeront pendant l'impression en fonction des paramètres ci-dessous. Une description textuelle ci-dessous sera mise à jour à chaque changement de n'importe quel paramètre de refroidissement et expliquera en détail le comportement de refroidissement résultant.
Lorsqu'il est désactivé, le ventilateur d'impression fonctionnera à une vitesse fixe tout le temps défini parVitesse du ventilateur - Min à l'exception des ponts, qui peuvent encore être définis par Vitesse du ventilateur pour les ponts.
Réglages du ventilateur
Vitesse du ventilateur
Vous pouvez définir le Min et le Max de la vitesse du ventilateur en pourcentage du régime maximal du ventilateur.
La valeur Max sera utilisée lorsque la durée d'impression de la couche est inférieure à la valeur Ralentir si le temps d'impression de la couche est inférieur à.
La valeur Min sera utilisée lorsque la durée d'impression de la couche est supérieure à la valeur Activer le ventilateur si le temps d'impression de la couche est inférieur à.
Si le temps d'impression de la couche se situe entre ces deux valeurs, la vitesse du ventilateur fonctionnera proportionnellement à une vitesse entre le Min et le Max.
Cela peut sembler un peu déroutant, mais vous pouvez utiliser la description textuelle mise à jour en direct sous les Réglages du ventilateur, qui, nous l'espérons, clarifiera tout. Essayez de modifier les valeurs et voyez comment la description change.
Vitesse du ventilateur pour les ponts
Outrepasse la vitesse du ventilateur avec la valeur définie lors de l'impression de ponts et surplombs. En règle générale, vous définissez cette valeur sur une valeur supérieure à celle de l'impression normale.
Désactiver le ventilateur pour les X premières couches
Le refroidissement de la toute première couche n'est généralement pas nécessaire, car elle est déposée sur une surface plane. Avec de nombreux filaments, vous pouvez même vouloir éviter le refroidissement pendant quelques premières couches supplémentaires (généralement entre 1 et 5) pour éviter de déformer et de détacher l'impression du plateau d'impression, ce qui entraînerait inévitablement une impression ratée.
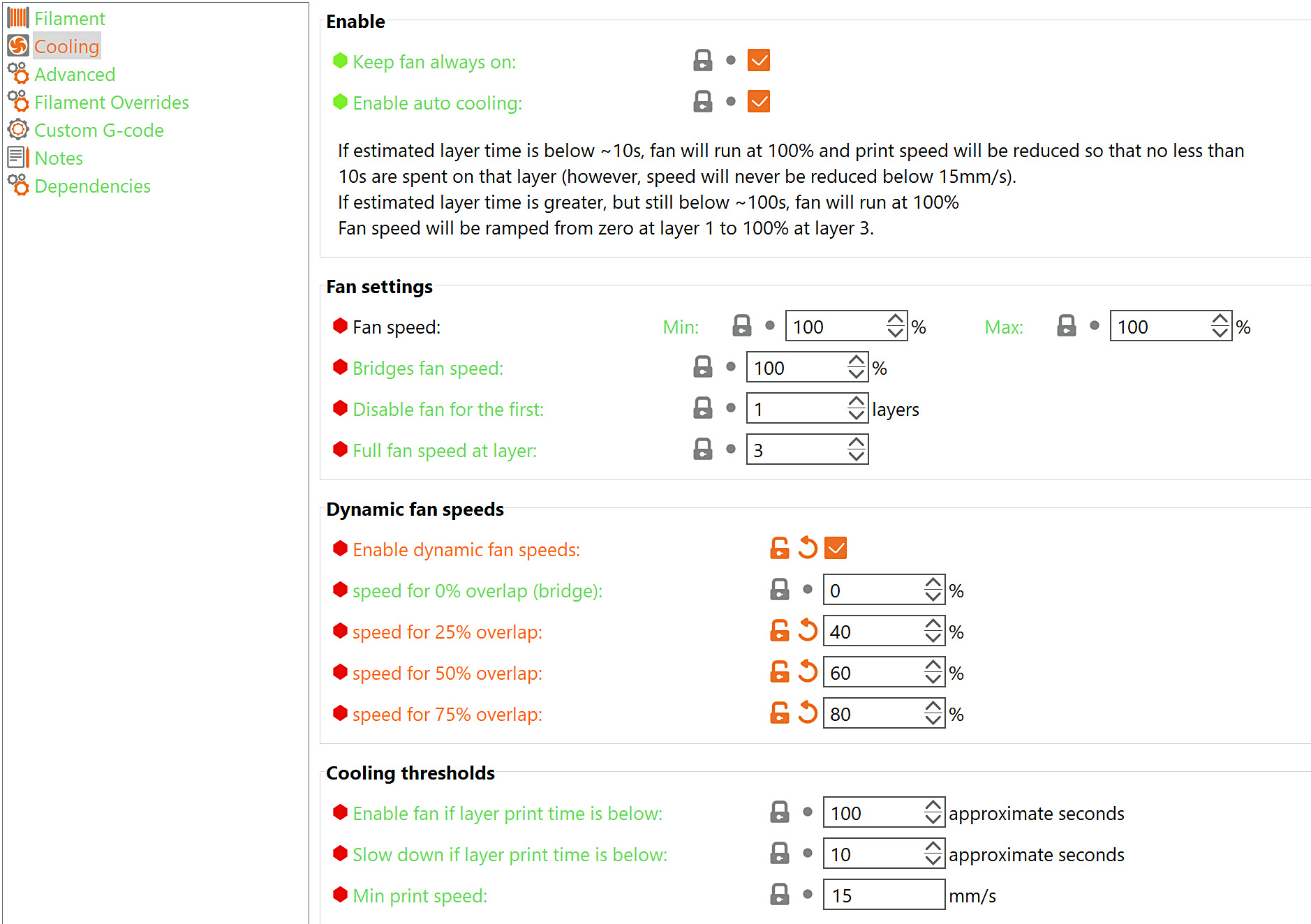
Vitesses dynamiques du ventilateur
Le réglage active et contrôle la vitesse dynamique variable du ventilateur en fonction du pourcentage de chevauchement.
Le pourcentage de chevauchement représente le chevauchement de l'extrusion avec la couche précédente. Un chevauchement de 100% correspond à un chevauchement complet (pas de surplomb), tandis qu'un chevauchement de 0% représente un surplomb total (extrusion en l'air, pont).
Les valeurs de vitesse du ventilateur d'entrée représentent le pourcentage du régime maximum du ventilateur.
Les vitesses de ventilateur pour les tailles de surplomb intermédiaires sont calculées par interpolation linéaire.
Seuils de refroidissement
Activer le ventilateur si le temps d'impression de la couche est inférieur à
Si le temps d'impression estimé de la couche est inférieur à ce nombre de secondes, le ventilateur sera activé et sa vitesse sera calculée par interpolation des vitesses Min et Max.
Ralentir si le temps d'impression de la couche est inférieur à
Si le temps d'impression estimé de la couche est inférieur à ce nombre de secondes, la vitesse des déplacements d'impression sera réduite afin d'atteindre cette valeur. Le ralentissement se fait en mettant à l'échelle les vitesses d'impression, de sorte que certains mouvements seront toujours plus rapides que d'autres.
Vitesse d'impression minimale
La vitesse minimale à laquelle PrusaSlicer réduira les vitesses. L'impression à des vitesses extrêmement basses pendant des périodes prolongées peut entraîner des problèmes tels que le fluage thermique.
Gardez à l'esprit qu'en augmentant cette valeur trop haut, vous pouvez invalider partiellement le temps de couche minimum défini par Ralentir si le temps d'impression de la couche est inférieur à. Parce que même lors de l'impression à cette vitesse minimale, le temps de couche peut être plus court que la valeur définie.
1 commentaire
Speed for 0% overlap (bridge) : seen 0%, why not 100%
speed for 25% overlap : seen 40%, why not decrease it at 80%
Is it possible?
Thank you for your comment.
For clarity, 0% overlap means the layer is "floating", 25% to 50% means there is a severe or noticeable overhang, and 75% means there is a small/slight overhang.
We will consider changing the picture, but please keep in mind the picture is only an example; we recommend using the default settings set in the Prusa Slicer.
Should you need assistance, please contact our Technical support via email or Live Chat.
https://help.prusa3d.com/article/customer-support_2287