W Original Prusa XL w wersji wielonarzędziowej (multi-tool) możliwe jest łączenie różnych materiałów w ramach tego samego wydruku. Aby wydruk był udany, należy pamiętać o następujących aspektach i kwestiach.
Informacje wstępne
Kiedy ekstruder jest zaparkowany, jego dysza jest chłodzona.
Przetrzymywanie filamentu w wysokiej temperaturze bez drukowania może spowodować jego degradację i wzrost ciśnienia w strefie topnienia. Gdy ekstruder jest bezczynny, chłodzenie dyszy pomaga przeciwdziałać temu procesowi, zwłaszcza gdy jest przez dłuższy czas zadokowany.
Za każdym razem, gdy temperatura dyszy jest wysoka, wilgoć zaabsorbowana przez filament musi gdzieś uciec. Generalnie prowadzi to do wzrostu ciśnienia w dyszy, prowadząc zazwyczaj do wyciekania (oozingu). Wydostający się filament osadza się na wieży stabilizującej, co może przełożyć się na powstanie bloba.
Aby ograniczyć te negatywne skutki, kluczowe jest utrzymywanie filamentu w stanie suchym. Niektóre ustawienia filamentu mogą wymagać dostrojenia, a uszczelka dyszy musi być ustawiona we właściwej pozycji dla wszystkich narzędzi. Skala tych efektów zależy również od konkretnego materiału.
Jeśli zdecydujesz się używać elastycznego filamentu, zapoznaj się z naszym przewodnikiem wideo na temat jak załadować elastyczny filament do Original Prusa XL.
Ustawienia wieży stabilizującej
Minimalna objętość czyszczenia
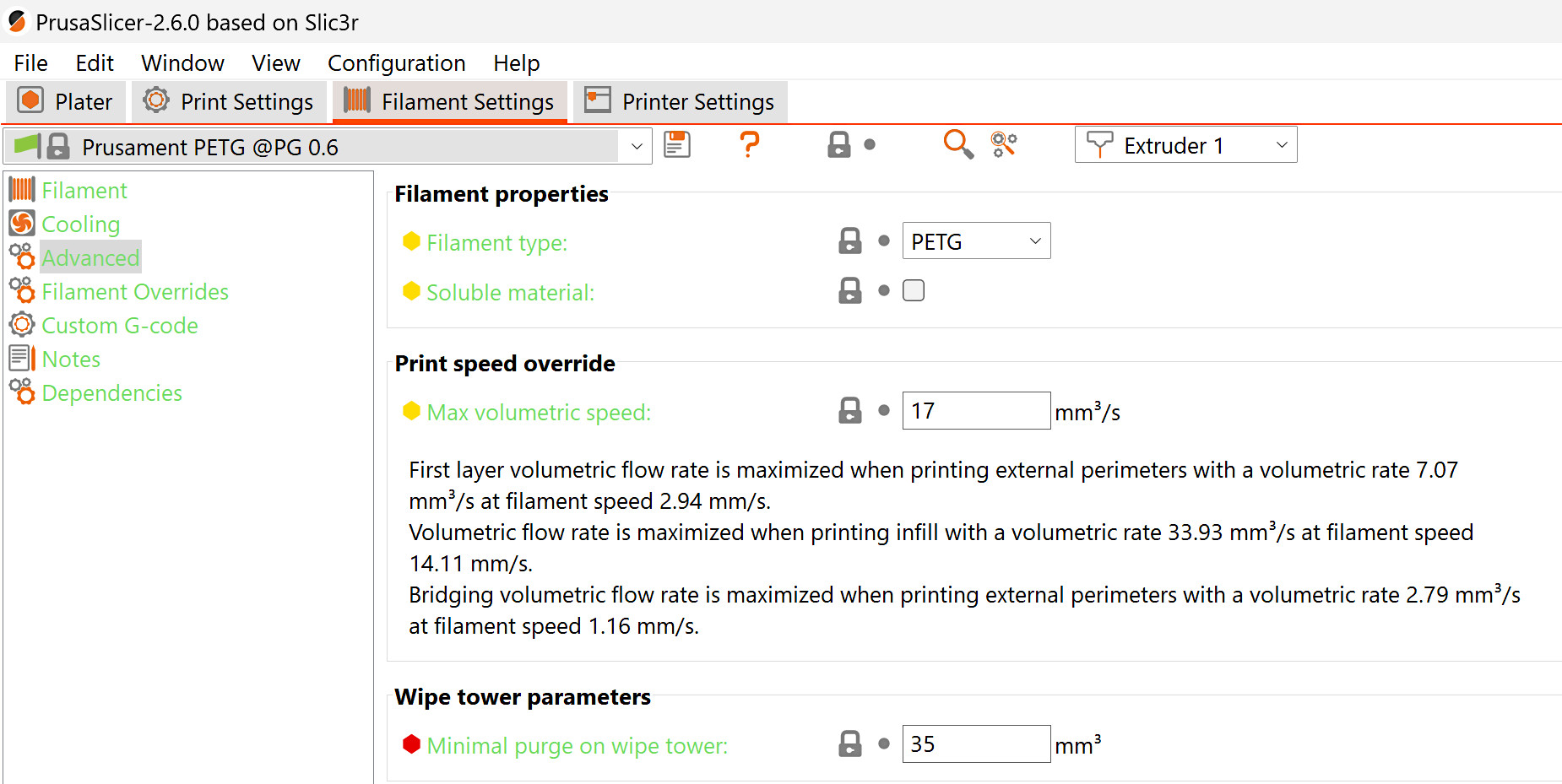
Parametr Minimalna objętość czyszczenia określa minimalną ilość materiału do wyekstrudowania na wieży stabilizującej. Tę wartość można dostosować w Ustawienia filamentu -> Zaawansowane. Wyciekanie, które ma miejsce podczas wybierania narzędzia, powoduje utratę materiału. Zwiększenie tej objętości zmniejszy ryzyko wystąpienia niewystarczającej ekstruzji na początku drukowania.
W przypadku wydruków z PLA domyślną i zalecaną wartością tego parametru jest 15 mm³. Dla każdego innego materiału domyślną wartością jest 35 mm³. Zalecamy również ustawienie wartości 35 mm³ dla każdego ekstrudera w przypadku drukowania kombinacji PLA i innego materiału.
TPU to grupa materiałów bardzo podatnych na nitkowanie ze względu na pochłanianie dużej ilości wilgoci. Podczas gdy został on przetestowany z minimalnym czyszczeniem na poziomie 35 mm³, w przypadku problemów z nitkowaniem i wyciekaniem, zalecamy dalsze zwiększanie tej wartości, nawet do 70 mm³. TPE jest dobrym alternatywnym elastycznym materiałem, ponieważ generalnie wchłania mniej wilgoci niż TPU, ale należy pamiętać, że TPE ma słabą przyczepność do podłoża.
Podczas drukowania sztywnych filamentów na wierzchu TPE lub TPU, dolne warstwy TPE lub TPU mogą być przesuwane przez sztywne filamenty drukowane na nich. Można temu również przeciwdziałać, zwiększając minimalną objętość czyszczenia.
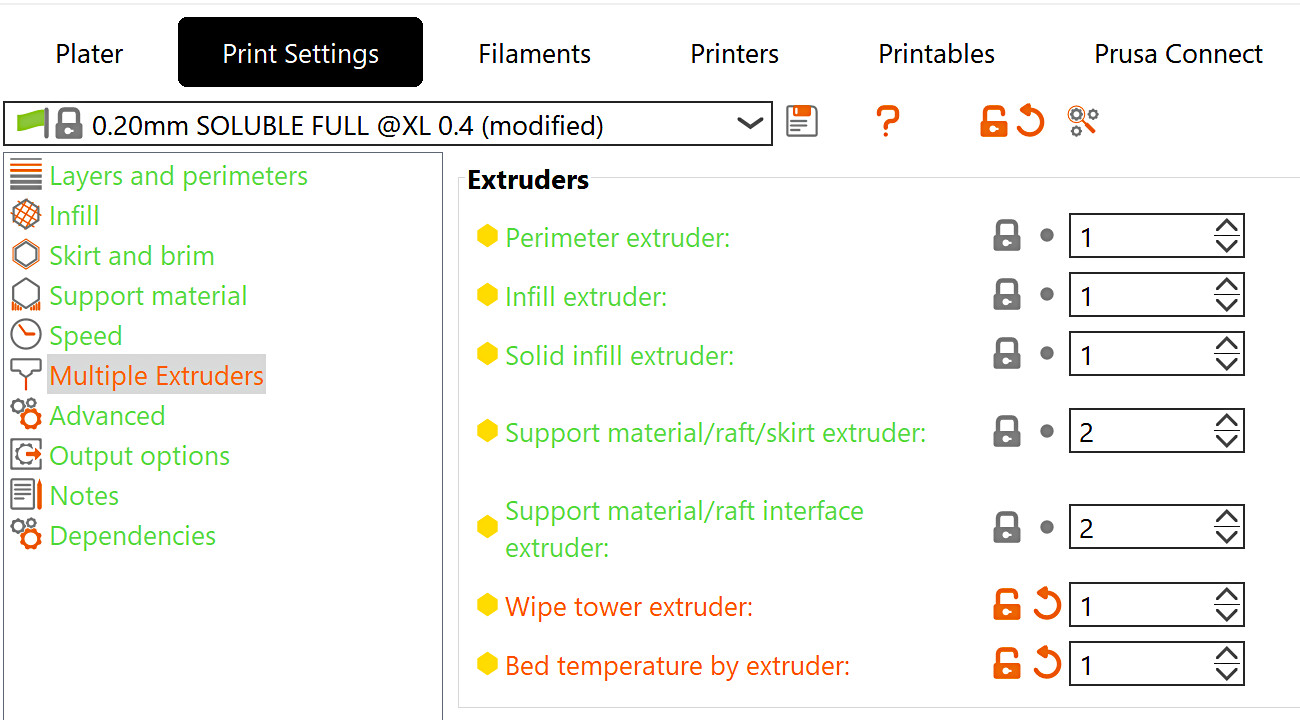
Ekstruder dla wieży czyszczącej
Na wieży stabilizującej (czyszczącej) filamenty mogą nie przylegać do siebie. Może to spowodować jej łamanie i nieudane wydruki. Aby temu zapobiec, przejdź do Ustawienia druku -> Kilka ekstruderów -> Ekstruder dla wieży czyszczącej i wybierz ekstruder, który powinien być używany do jej drukowania. Spowoduje to, że jeden z ekstruderów z określonym filamentem będzie uzywany na wszystkich warstwach wieży, nawet jeśli nie jest używany na tej warstwie w wydruku, dzięki czemu wieża będzie bardziej stabilna. Pozostawienie wartości 0 spowoduje użycie dostępnego narzędzia, które jest ostatnim używanym w danej warstwie. Oszczędza to czas, ale w przypadku drukowania więcej niż jednego rodzaju materiału sprawia, że wieża jest bardziej zawodna.
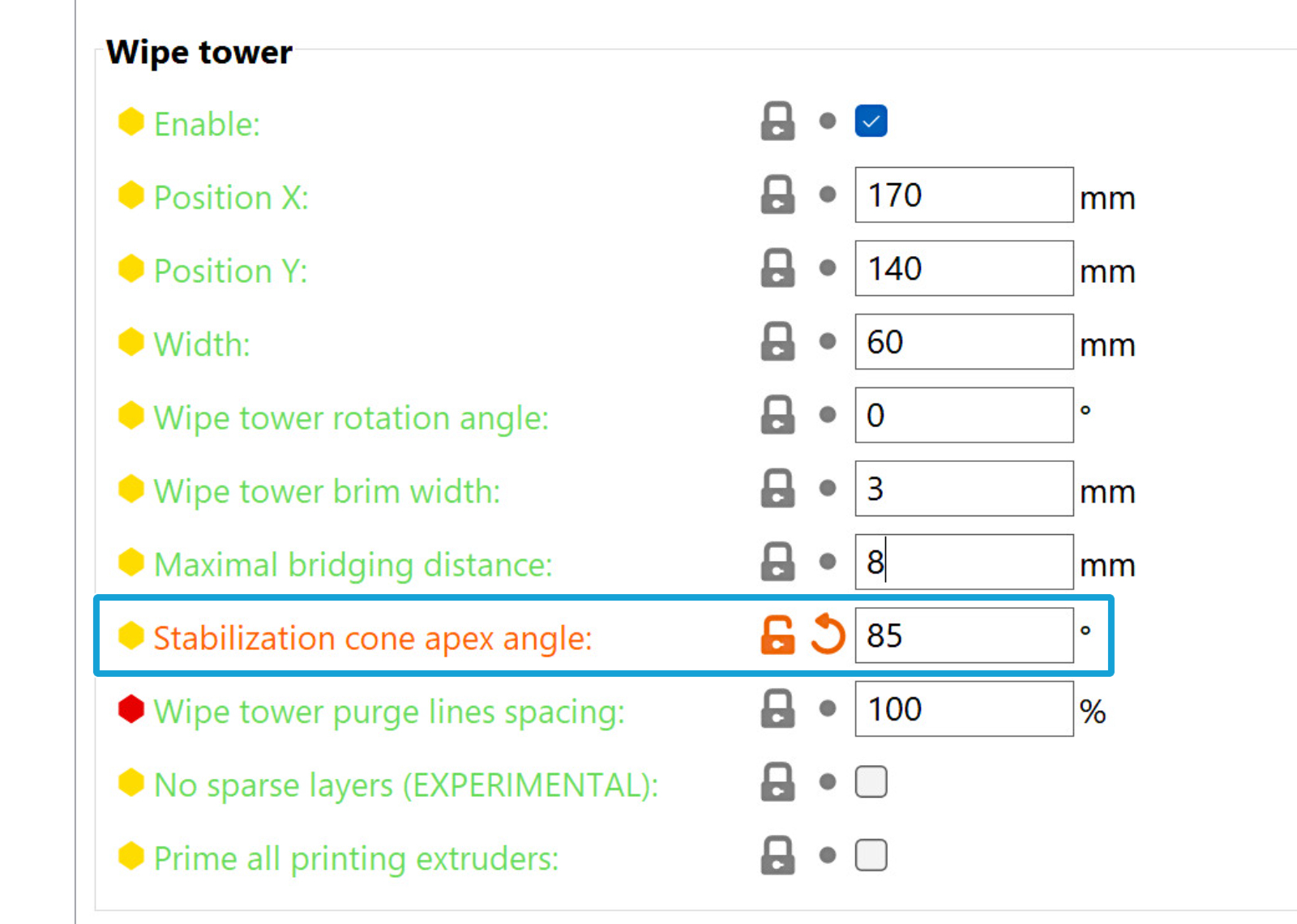
Kąt wierzchołkowy stożka stabilizującego
Aby zwiększyć stabilność i powierzchnię dna wieży stabilizującej, możliwe jest dodanie stożkowego kształtu, który łączy się z główną wieżą. Kąt wierzchołkowy tego stożka można ustawić w zakresie od 0 do 90 stopni w sekcji Ustawienia druku -> Kilka ekstruderów, przy czym większy kąt oznacza, że podstawa stożka jest większa, a wieża stabilniejsza.
PLA + PETG
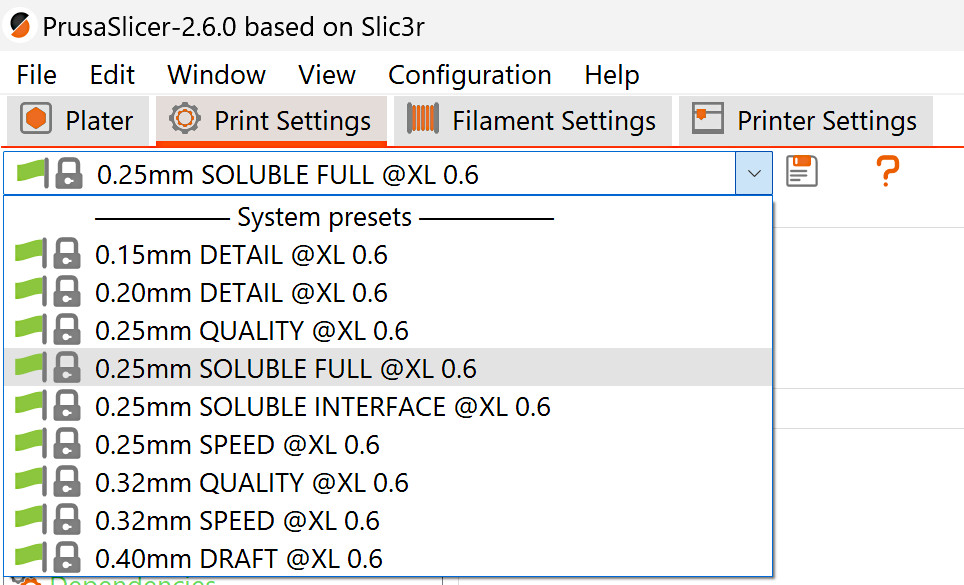
PETG został przetestowany z powodzeniem z podporami z PLA, a także PLA z podporami z PETG. W tym celu w sekcji Ustawienia druku w PrusaSlicerze należy wybrać profil SOLUBLE FULL (w pełni rozpuszczalne).
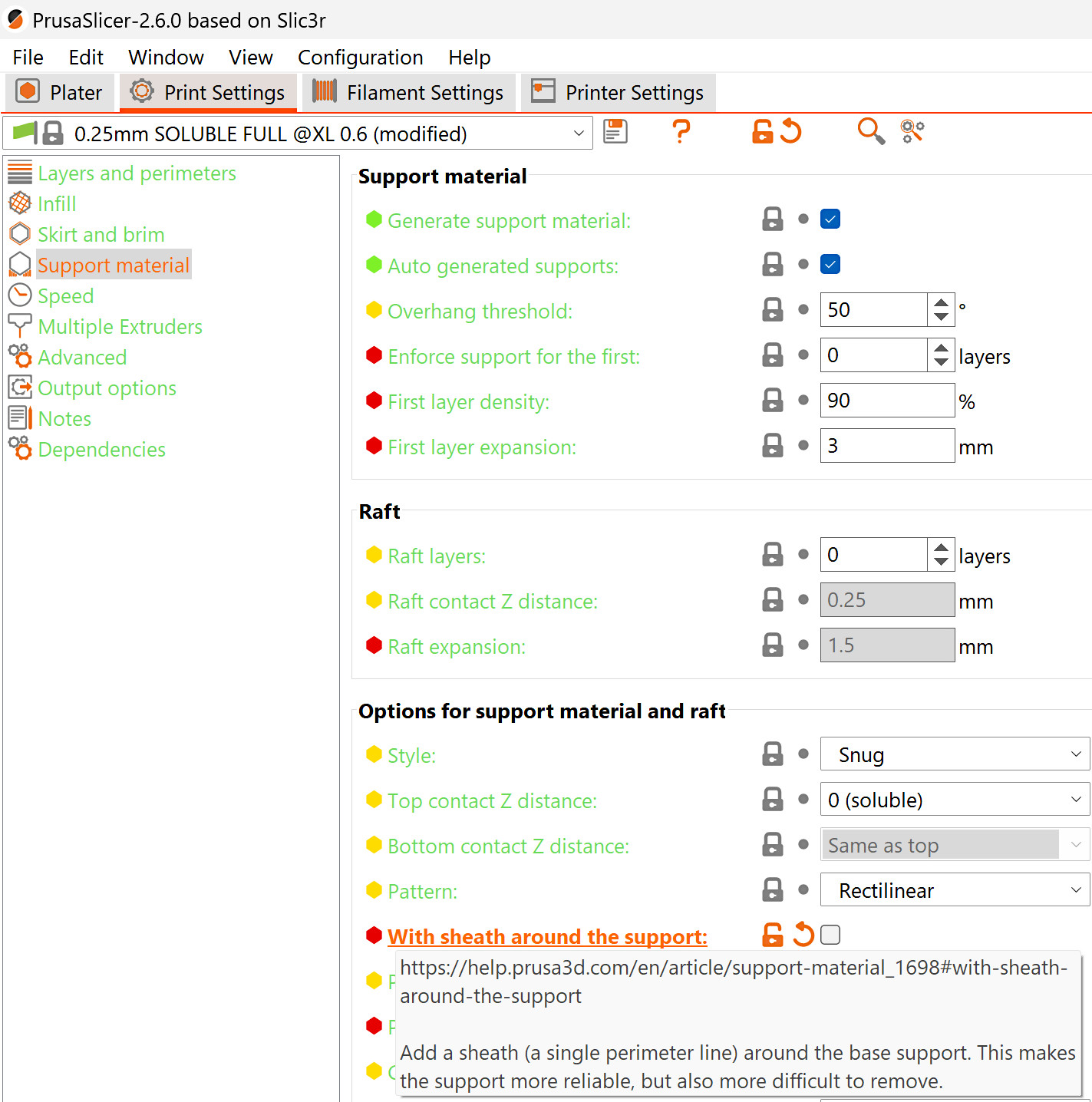
Domyślnie wokół podpór ustawionych jako rozpuszczalne zostanie wygenerowana osłona wokół podpór (jedna ściana), co znacznie utrudni ich usunięcie. Zalecamy odznaczenie tego ustawienia w Ustawienia druku -> Materiał podporowy -> Osłona wokół podpór.
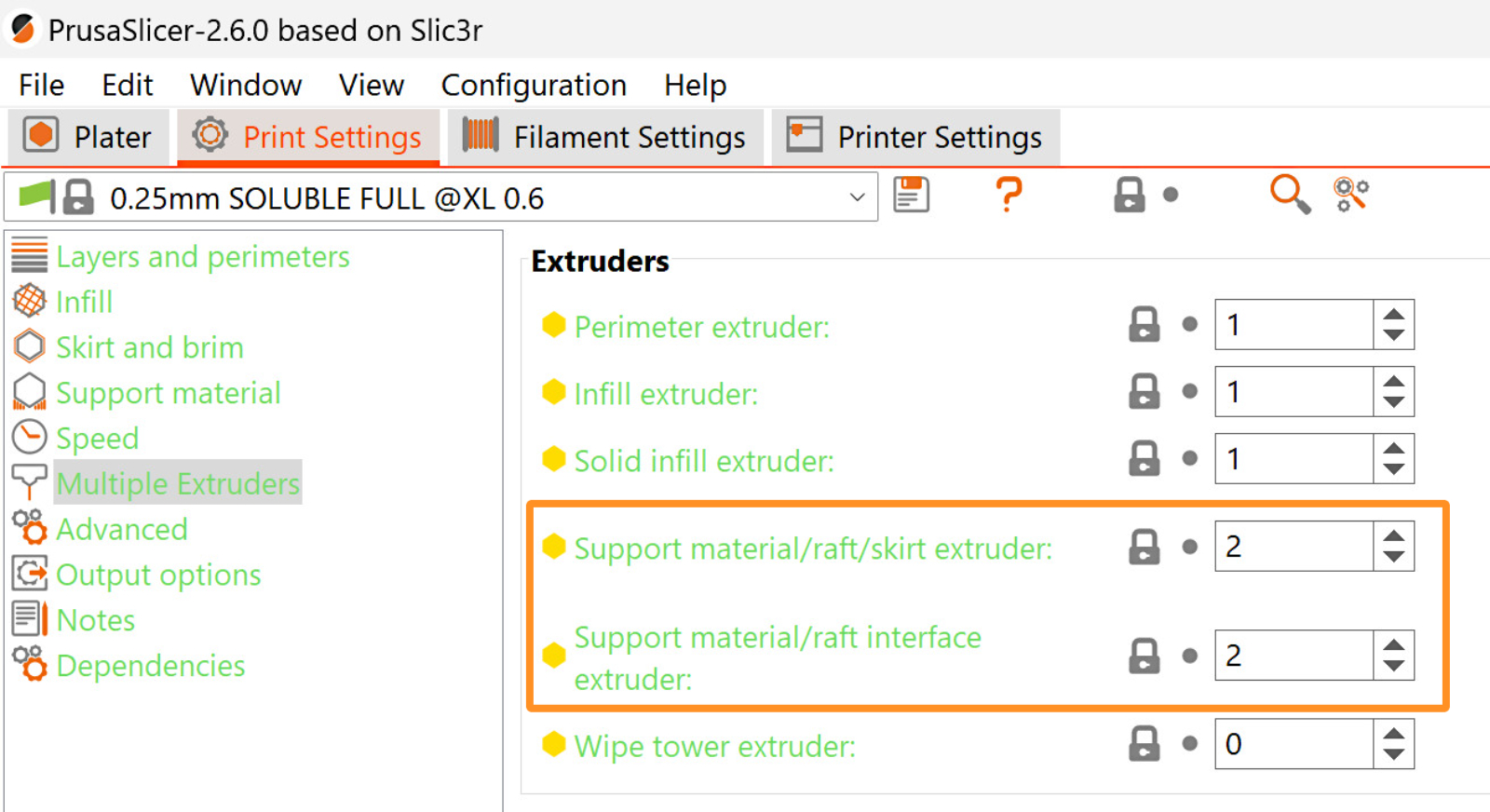
Domyślnie materiał podporowy jest ustawiony na ekstruder 2. W razie potrzeby możesz to zmienić, wybierając Ekstruder dla podpór/tratwy/skirtu oraz Ekstruder dla podpór/warstw łączących raft z modelem w sekcji Ustawienia druku -> Kilka ekstruderów.
Ta funkcja może być używana tylko z podporami organicznymi w połączeniu z wieżą czyszczącą. Zmiana ekstrudera dla podpór mając włączone podpory inne niż organiczne spowoduje wyłączenie wieży czyszczącej.
Elastyczny filament
Ze względu na swoją miękkość, filamenty elastyczne wymagają szczególnej uwagi podczas ładowania. Jeśli zdecydujesz się na użycie elastycznego filamentu, postępuj zgodnie z instrukcjami zawartymi w poniższym filmie:
Inne ustawienia PrusaSlicera
Temperatura stołu grzewczego
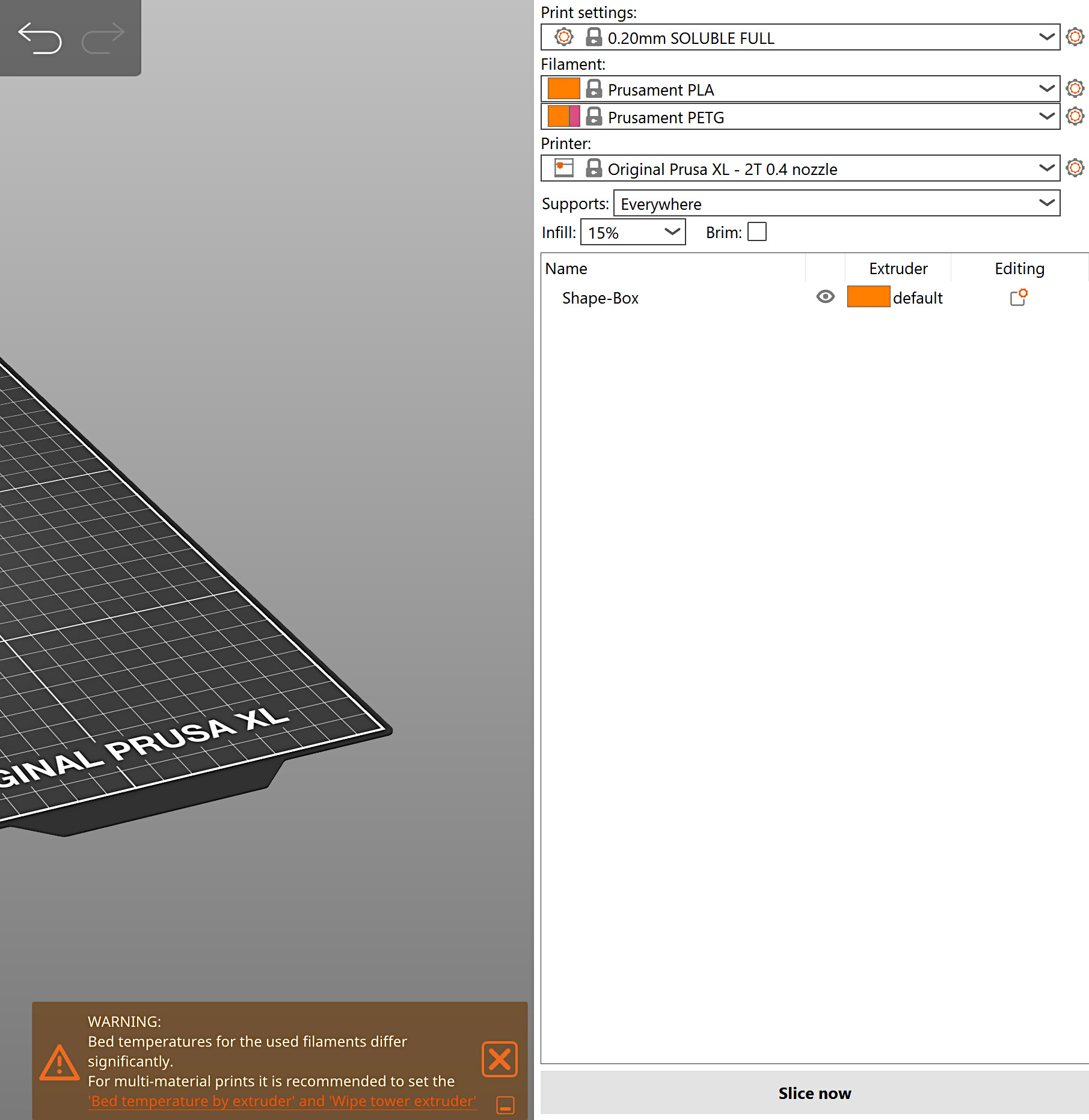
Domyślnie na pierwszej warstwie temperatura stołu grzewczego jest ustawiona dla pierwszego materiału załadowanego do druku. Od drugiej warstwy jest ona oparta na pierwszym filamencie, który jest ładowany na drugiej warstwie. W zależności od kombinacji filamentów może to powodować problemy, takie jak brak przyczepności.
PrusaSlicer wyświetla ostrzeżenie w przypadku, gdy temperatury stołu grzewczego znacznie się różnią.
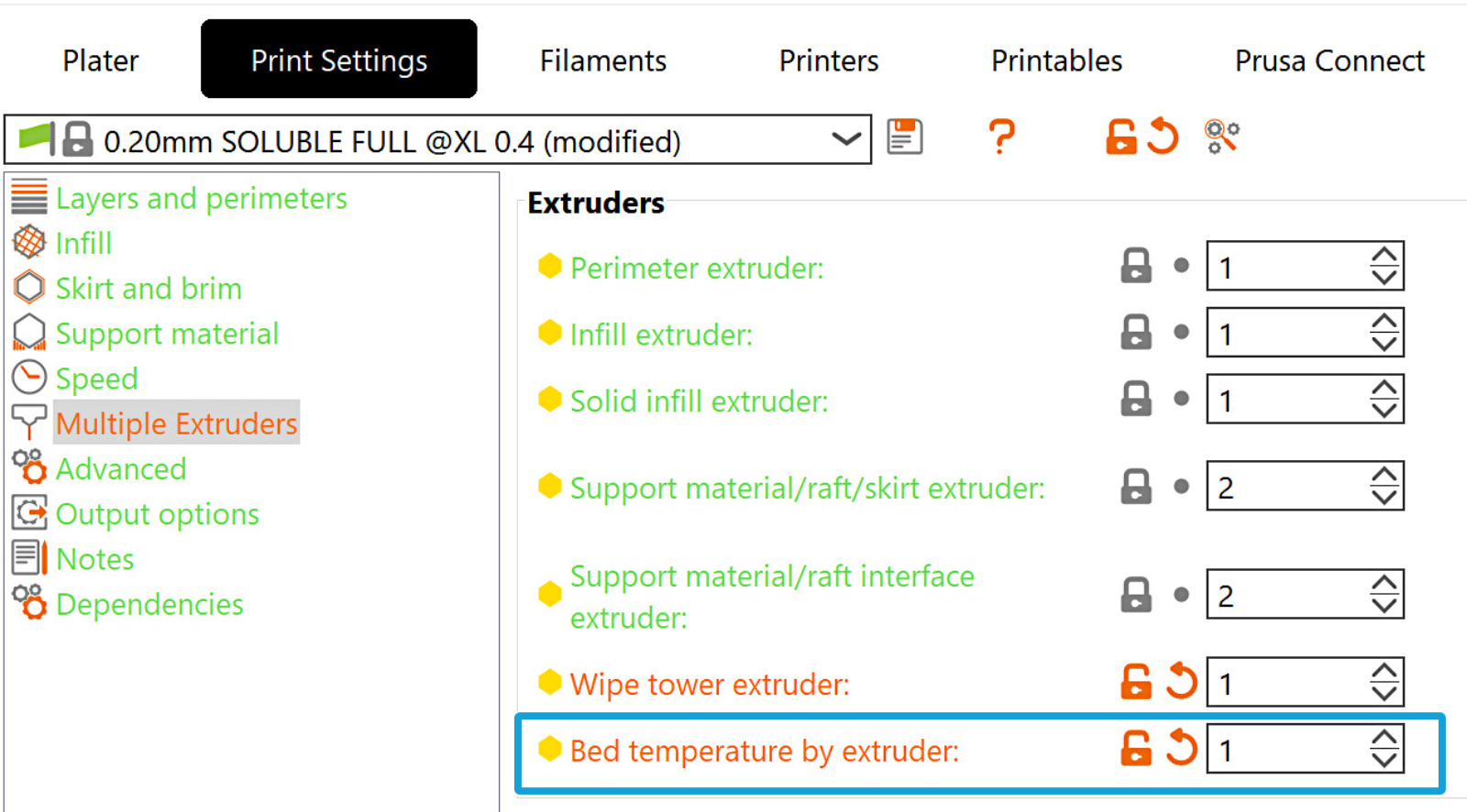
Aby zmodyfikować to ustawienie, przejdź do opcji w Ustawienia druku -> Wiele ekstruderów -> Ekstrudery -> Temperatura stołu według ekstrudera.
Ustawienie określa, z którego ekstrudera ma być pobierana temperatura stołu. Ustawienie wartości zerowej powoduje zastosowanie domyślnej logiki, zgodnie z którą temperatura pierwszej warstwy jest zawsze pobierana z ekstrudera drukującego pierwszą warstwę, a temperatura wszystkich pozostałych warstw jest pobierana z ekstrudera drukującego drugą warstwę.
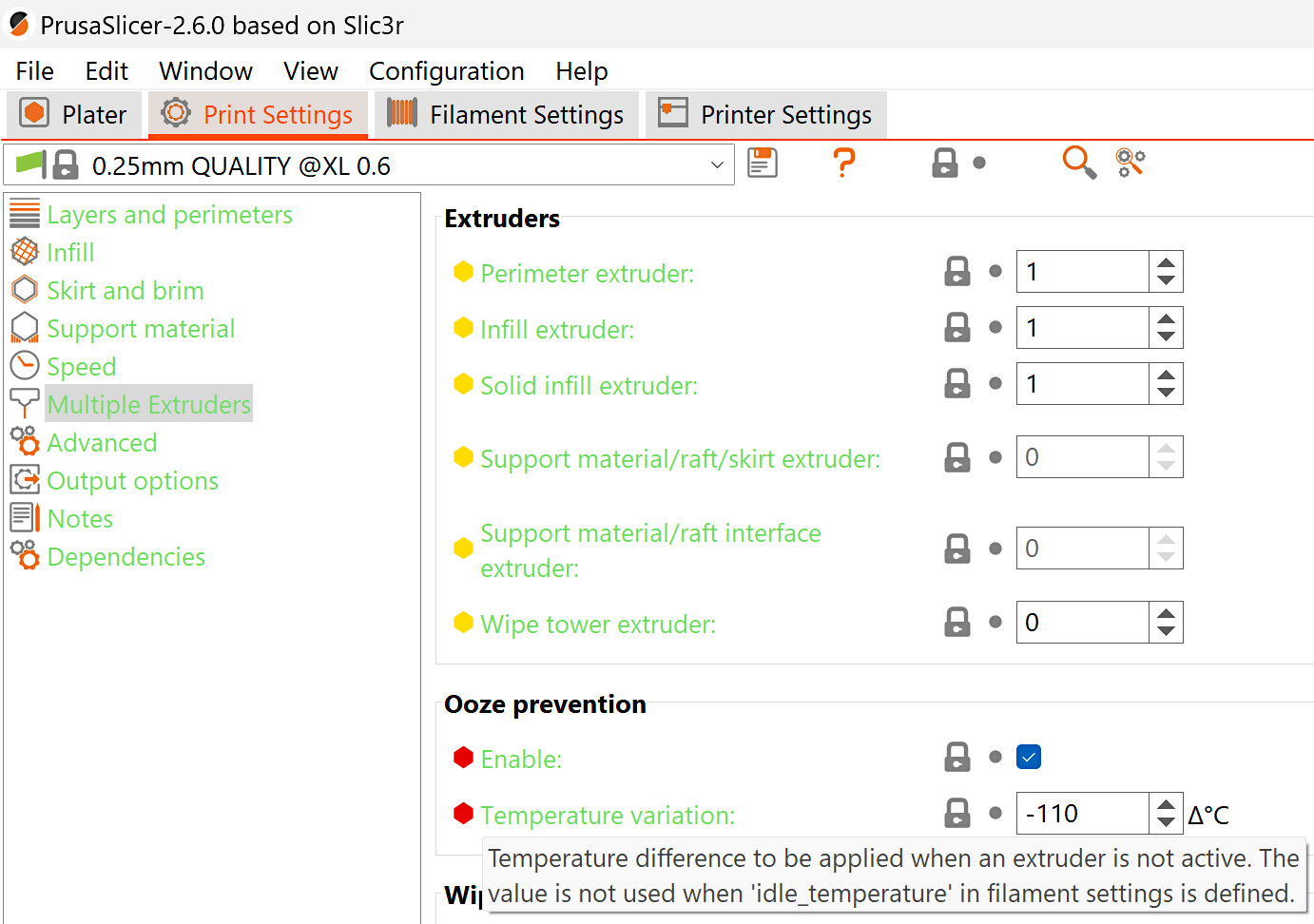
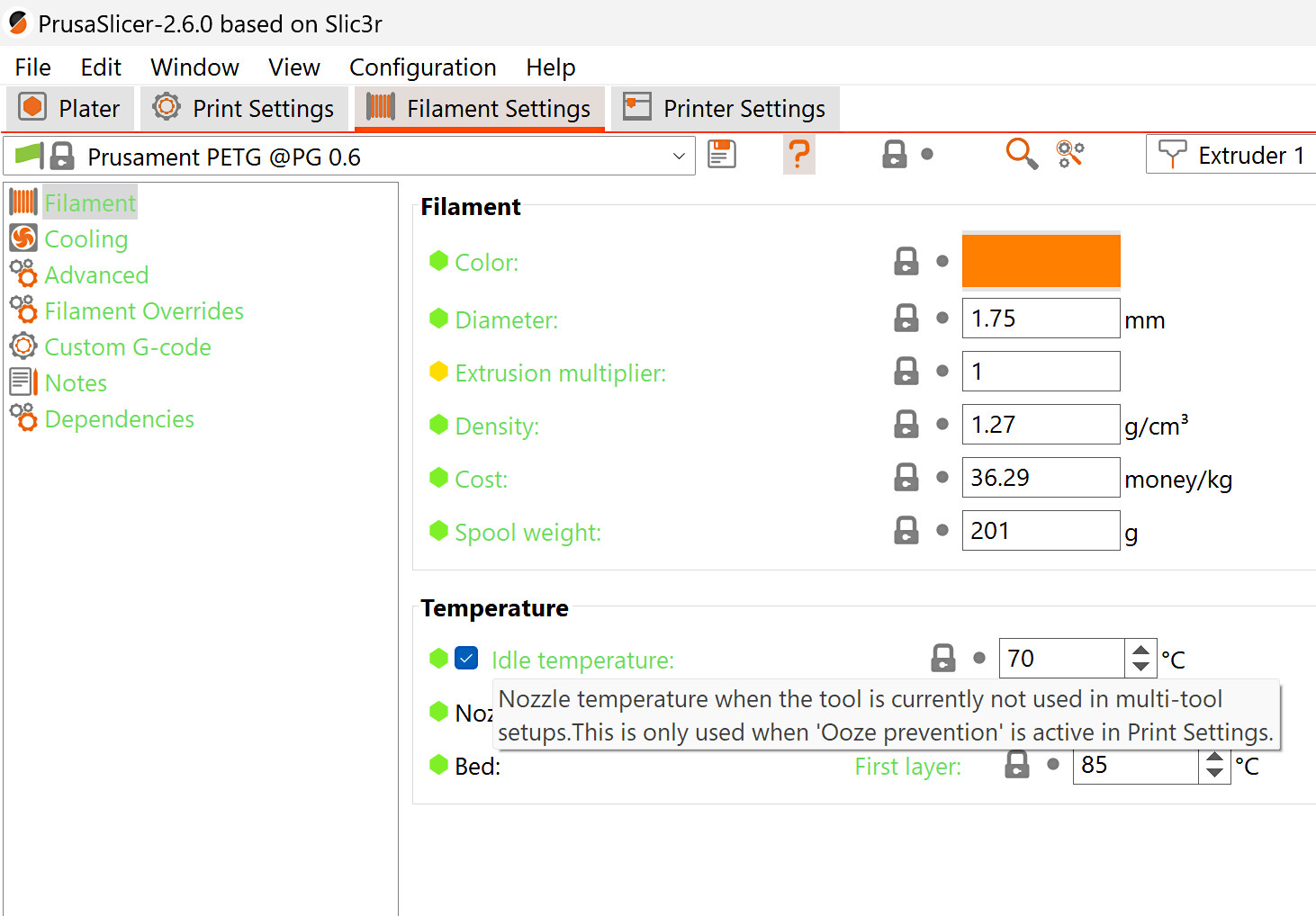
Zapobieganie wyciekom
W PrusaSlicerze, w sekcji Ustawienia druku -> Kilka ekstruderów, pozostaw włączone Zapobieganie wyciekom. Dzięki temu temperatura bezczynności w sekcji Ustawienia filamentu -> Filament -> Temperatura bezczynności pozostanie na najlepszym poziomie dla danego filamentu. Parametr Temperatura bezczynności ma pierwszeństwo przed deltą temperatury w ustawieniach zapobiegania wyciekom.
Jeśli zapobieganie wyciekom jest wyłączone, wszystkie ekstrudery pozostaną przy swojej temperaturze roboczej podczas całego wydruku. Prowadzi to do znacznego wyciekania, degradacji materiału w strefie topnienia i możliwego zatykania dysz.
 |  |
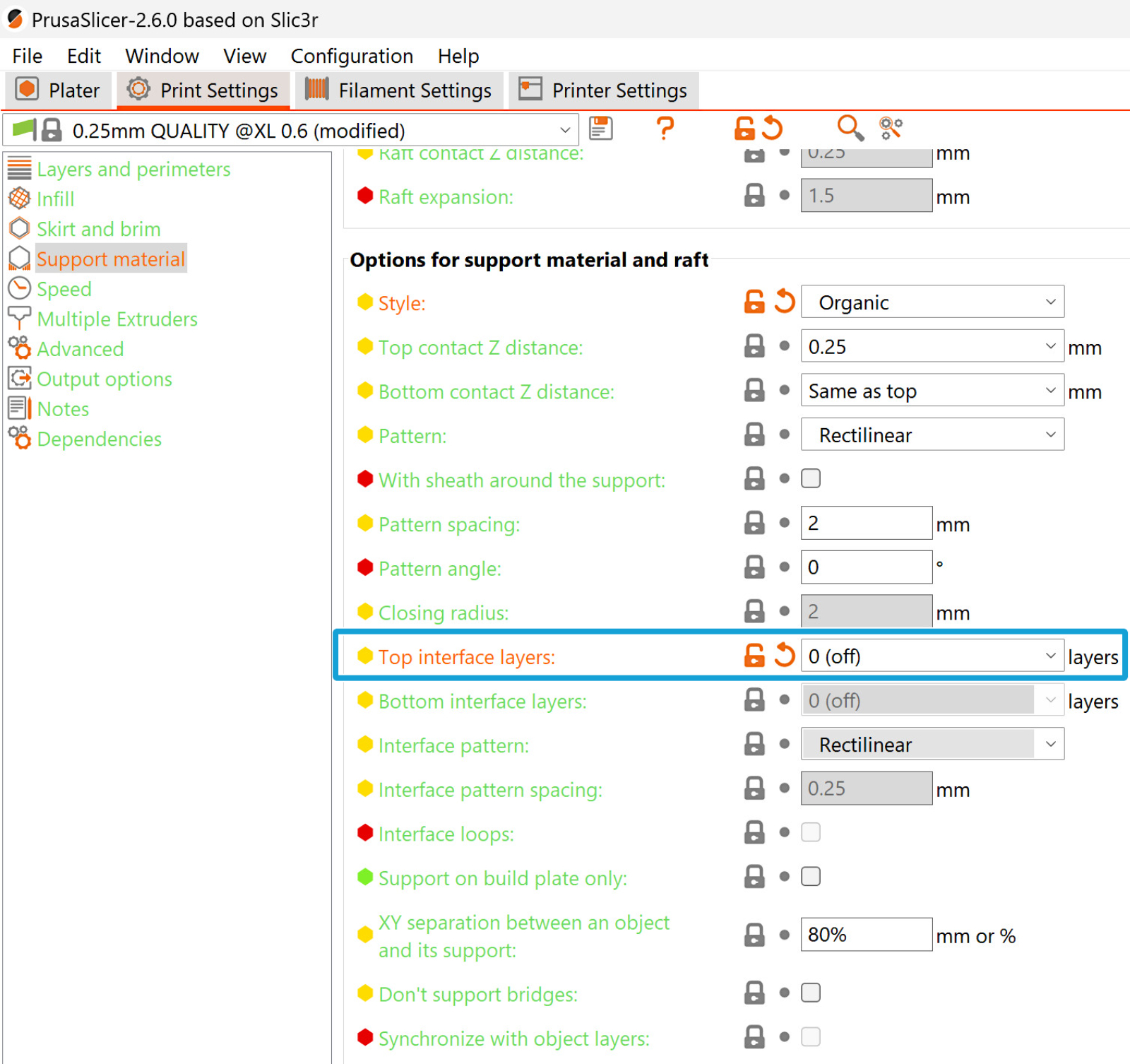
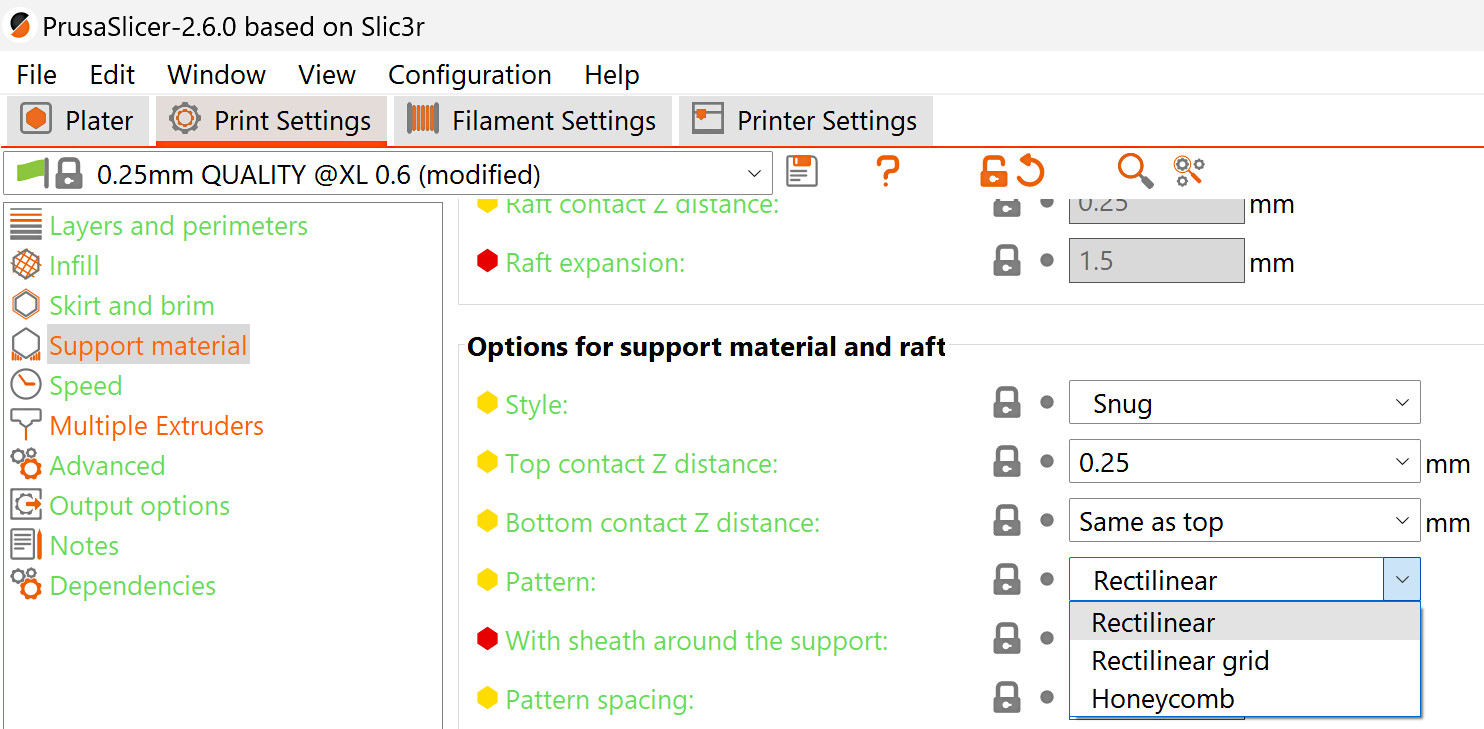
Uwagi dotyczące stylów podpór
W przypadku korzystania z podpór przylegających sprawdź na pociętym obiekcie, czy części materiału podporowego nie są zbyt wysokie i cienkie, ponieważ mogą one odpadać lub łamać się w trakcie drukowania. Jeśli zauważysz je na pociętym obiekcie, zalecamy zmianę wzoru i/lub stylu podpór na kratkę.
Podczas korzystania z podpór organicznych, nie używaj warstw łączących, ponieważ spowodują one powstanie niedrukowalnych artefaktów.