Bevor Sie mit dem Drucken beginnen, sollten Sie wissen, dass verschiedene Materialien auf verschiedenen Oberflächen unterschiedlich gut haften. Es ist entscheidend, dass Sie das richtige Blech für Ihren Drucker auswählen und die Oberfläche richtig vorbereiten. In diesem Artikel geht es um die gebräuchlichsten Arten von Druckoberflächen und wie Sie diese für das Drucken vorbereiten können.
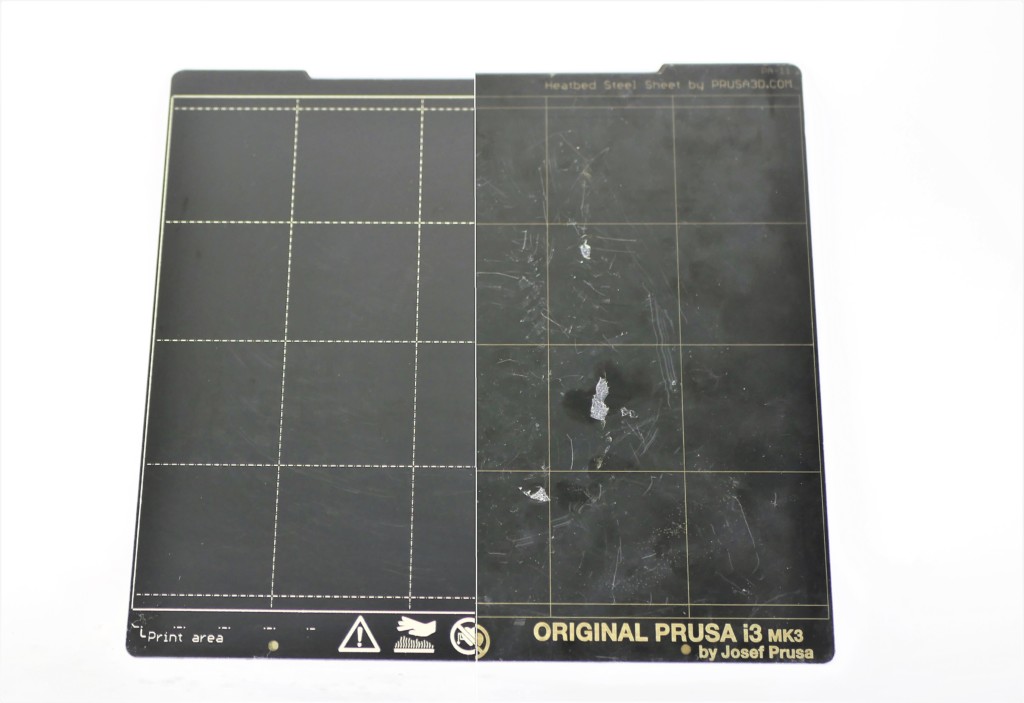
Stahlblech beschädigt durch einen PETG Druck
Auswahl des richtigen Druckblechs
Wir bieten 4 Arten von Federstahlblechen an. Jedes hat eine andere Oberflächenbeschaffenheit, die nicht nur eine bestimmte Textur auf Ihrem Druck hinterlässt, sondern auch eine Vielzahl von Materialien unterstützt, die darauf gedruckt werden können.





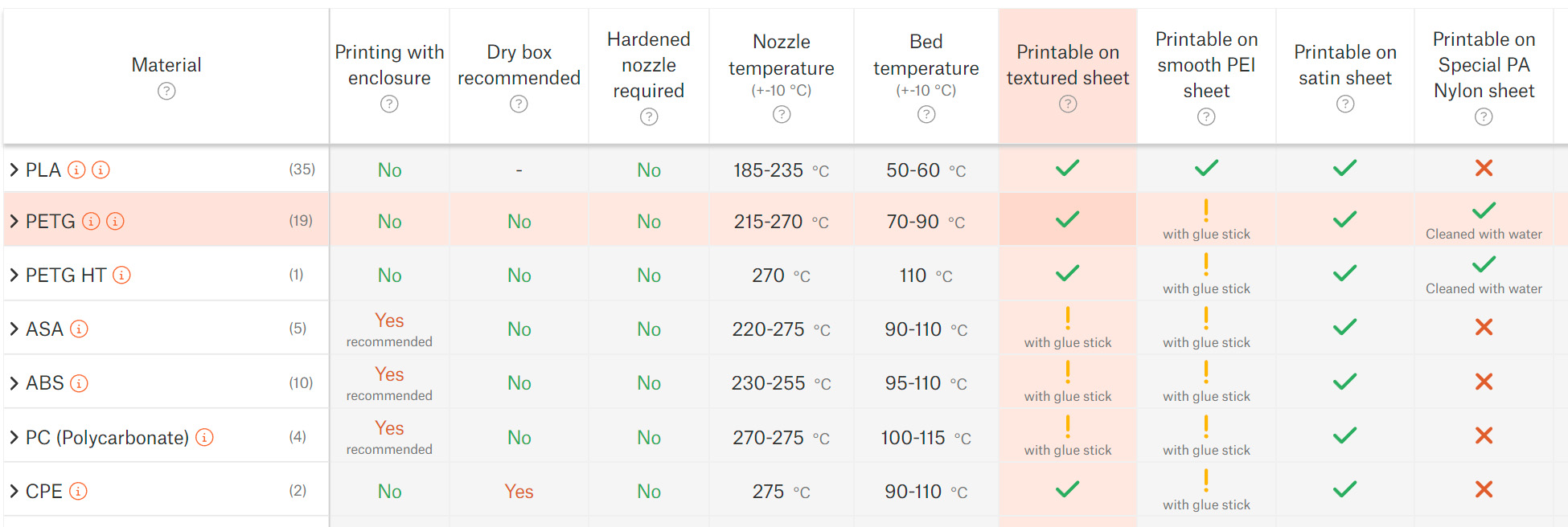
Die beste Methode, um festzustellen, ob Ihr Blech für das gewählte Material geeignet ist, ist die Überprüfung unserer Materialtabelle. Wenn ein grünes Häkchen für das gewählte Blech und das Material angezeigt wird, können Sie die Druckoberfläche einfach entfetten und sind startklar. Wenn ein Ausrufezeichen erscheint, ist eine Art Trennschicht erforderlich (siehe unten). Wenn Sie die Trennschicht nicht verwenden, kann Ihr Blech beschädigt werden!
Reinigen der gedruckten Oberfläche
Dies ist ein einfacher, aber wichtiger Schritt, den Sie vor (fast) jedem Druck durchführen sollten. Wir haben dies bereits im 3D-Druckhandbuch und an verschiedenen anderen Stellen beschrieben, aber hier ist eine kurze Erinnerung:
Fettflecken (Fingerabdrücke usw.) führen häufig zu einer schlechten Oberflächenhaftung und schließlich zu einem Fehler beim Drucken. Um das Druckblech zu entfetten, sprühen Sie etwas Isopropylalkohol (90% oder stärker) oder vergällten Ethylalkohol auf die kalte Druckoberfläche und wischen Sie sie mit einem unparfümierten Papiertuch ab. Verwenden Sie keine Produkte zur Hautpflege: Sie enthalten in der Regel Öle, die die Haftung beeinträchtigen!
Alles klar, die gedruckte Oberfläche ist sauber, nun die abschließende Checkliste (siehe die Materialtabelle):
- Grünes Häkchen: Gut zu gebrauchen!
- Gelbes Ausrufezeichen: Verwenden Sie eine Trennschicht (siehe unten).
- Rotes X: Nicht drucken! Das gewählte Material kann Ihr Druckblech beschädigen!
Verwendung der gängigsten Trennschichten
Sie finden auf dem Markt verschiedene Materialien für Trennschichten (oder Haftschichten), einige davon sogar in unserem E-Shop. Jedes Material hat seine Vorteile, aber jedes einzelne zu beschreiben, würde den Rahmen dieses Artikels sprengen. Wenn Sie sich unsere Materialtabelle ansehen, werden Sie feststellen, dass sich alles auf die zwei gängigsten Trennschichten beschränkt: PVA-Klebestift und PP-Klebeband.
PVA (Papier)-Kleber wird normalerweise in Form von Stiften verkauft, die das Auftragen erleichtern. Normalerweise reicht eine dünne Schicht Kleber aus. Wenn Sie eine dicke Schicht auftragen, können verschiedene unschöne Spuren, Unebenheiten und Artefakte entstehen, die auf der Oberfläche Ihres 3D-Drucks eingeprägt werden. Wenn Sie jedoch ein mechanisches Teil drucken möchten, bei dem gutes Aussehen nicht so wichtig ist wie Funktionalität und Zuverlässigkeit, kann es nicht schaden, die Schicht etwas dicker zu machen. Außerdem schmilzt der PVA-Kleber schon bei relativ niedrigen Temperaturen, so dass wir empfehlen, ihn auf einer kalten Oberfläche aufzutragen, um eine besonders dicke Schicht zu vermeiden.
 |  | 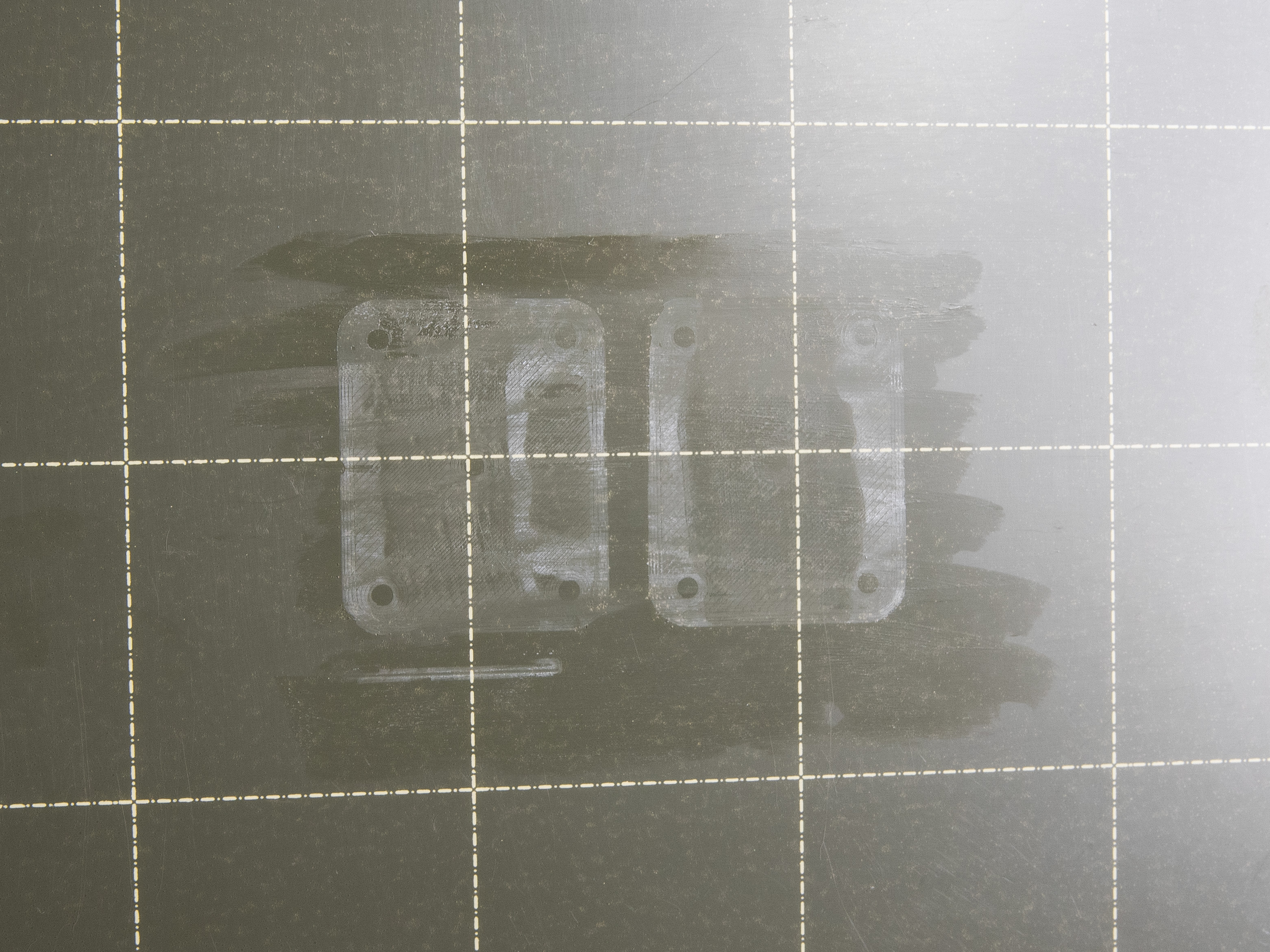 |
PVA-Klebstoff-Trennschicht, 3D gedruckte PETG-Teile und Spuren nach dem Entfernen des Drucks. Beachten Sie, dass diese Spuren normal sind, da sie sich nur auf einer PVA-Klebstoffschicht und nicht auf der Oberfläche des Druckblechs befinden. Diese Flecken verschwinden nach dem Abwaschen des Kleber.
Schließlich das PP-Klebeband. Sie werden es höchstwahrscheinlich nicht verwenden, da es nur für das Drucken von PP (Polypropylen) empfohlen wird, das ein recht seltenes Material zum Drucken ist. Sie können aber auch ein anderes Klebeband verwenden - zum Beispiel Kaptonband. Für eine optimale Haftung wird empfohlen, das Band in Kombination mit einem glatten Blech zu verwenden, unabhängig davon, für welches Band Sie sich entscheiden. Nach dem Entfernen des Klebebandes vom gedruckten Blech können Kleberückstände zurückbleiben. In der Regel können diese mit IPA oder mit Wasser und Spülmittel abgewaschen werden, aber auch hier sollten Sie vor dem Waschen die Pflegeartikel für Stahlblech überprüfen.
Entfernen des Drucks
Ein letzter Punkt: Entfernen Sie die Drucke immer erst nach dem Abkühlen, indem Sie das Blech abnehmen und biegen. Der Druck lässt sich dann leicht entfernen, ohne dass Sie verschiedene Spachtel, Messer oder etwas anderes benutzen müssen.