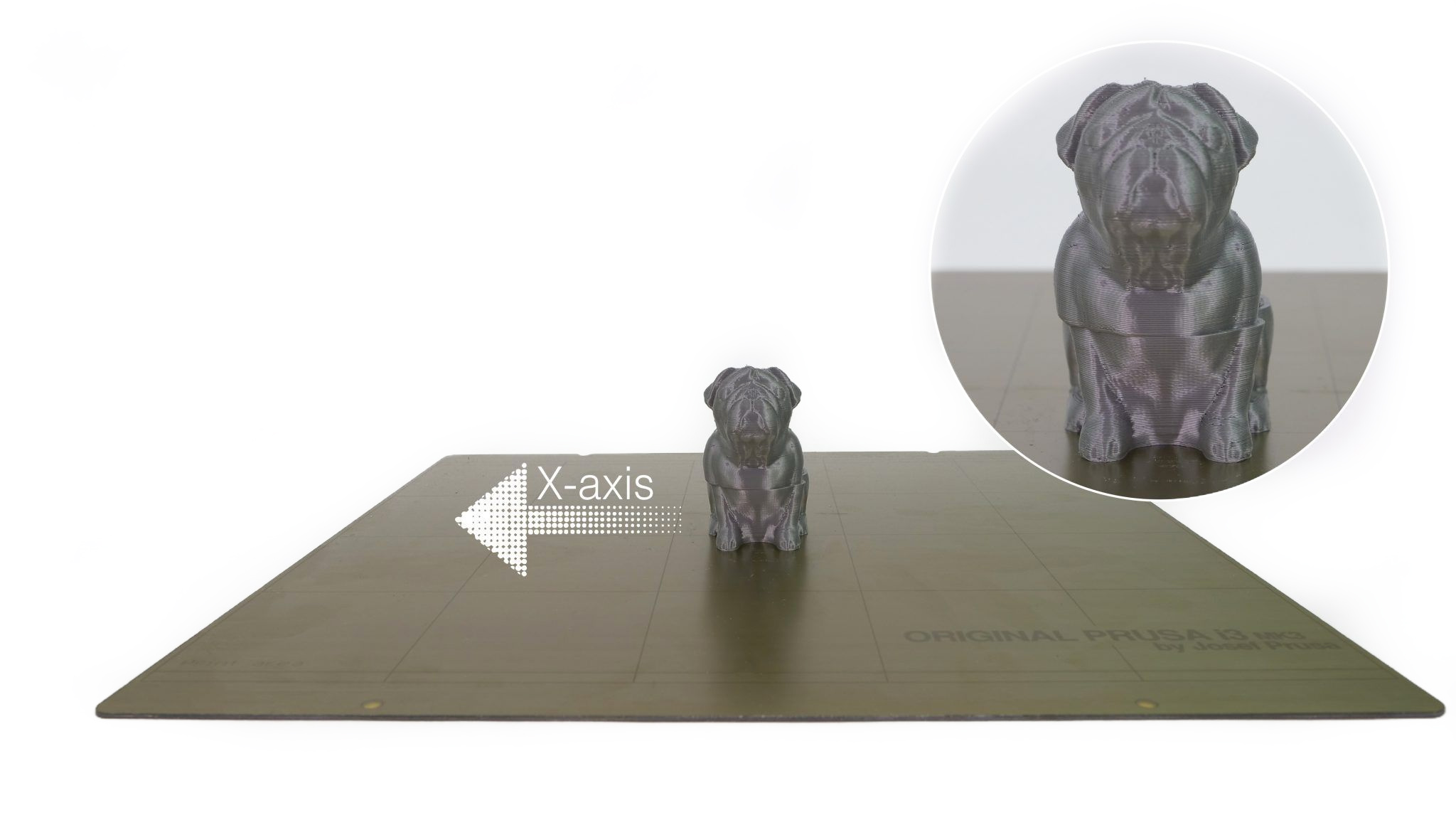
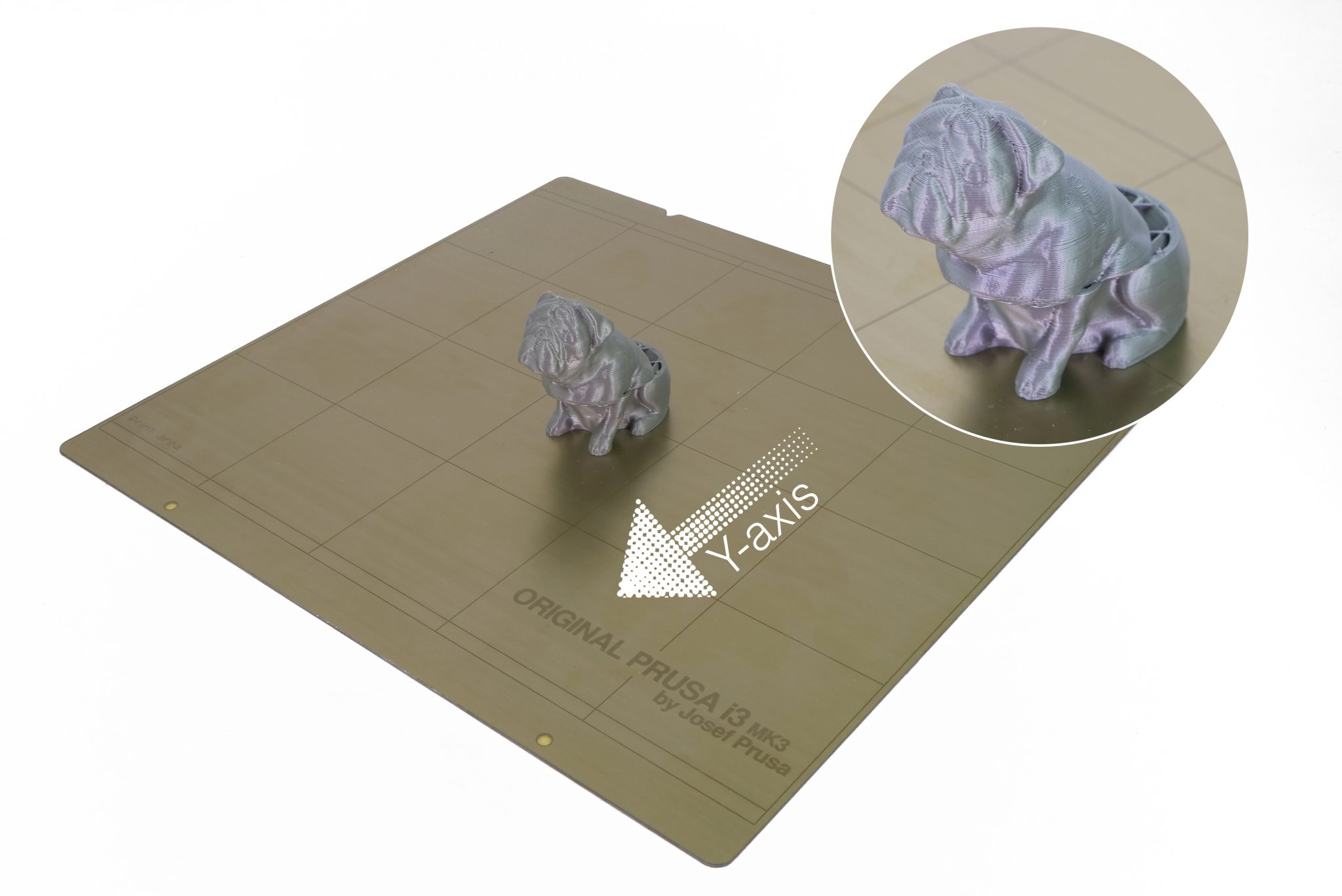
Schichtverschiebung ist ein Druckproblem, das dazu führt, dass die Schichten des gedruckten Objekts von ihrer vorgesehenen Position abweichen. Dies ist in der Regel mit einer abnormalen Bewegung der X-Achse und/oder der Y-Achse verbunden, die dazu führt, dass der Extruderkopf mitten im Druckvorgang falsch ausgerichtet wird.
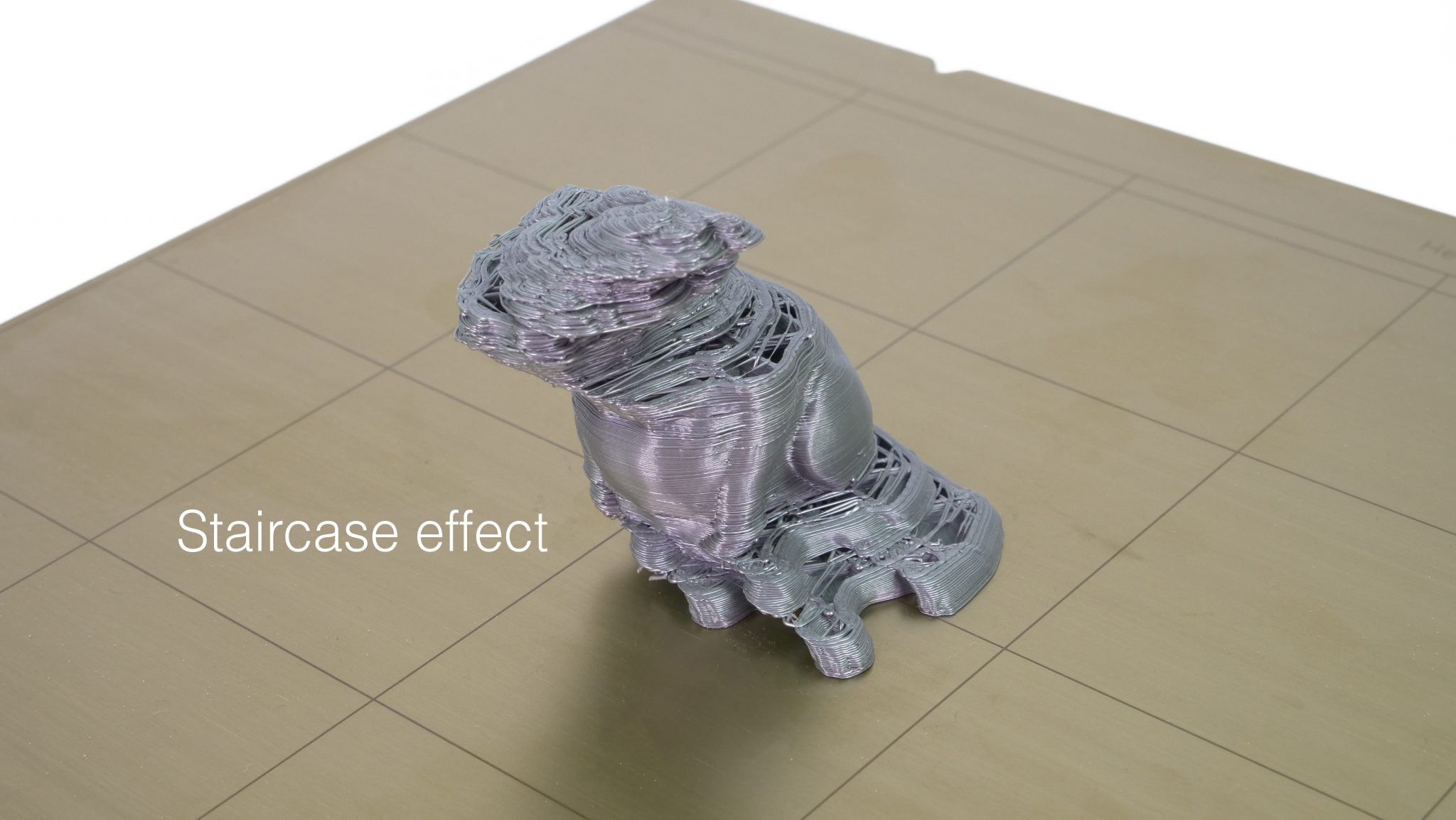
Um das Problem richtig zu beheben, ist es entscheidend, zu erkennen, in welcher Achse sich die Schichten verschoben haben. Auf den drei Fotos unten sehen Sie drei verschiedene Arten von Schichtverschiebungen. Die Fehlerbehebung ist für beide Achsen gleich.
Schichtverschiebungen werden am häufigsten durch eine falsche Spannung der Riemen oder durch nicht festgezogene Riemenscheiben verursacht.
 |  |
Prusa CORE One
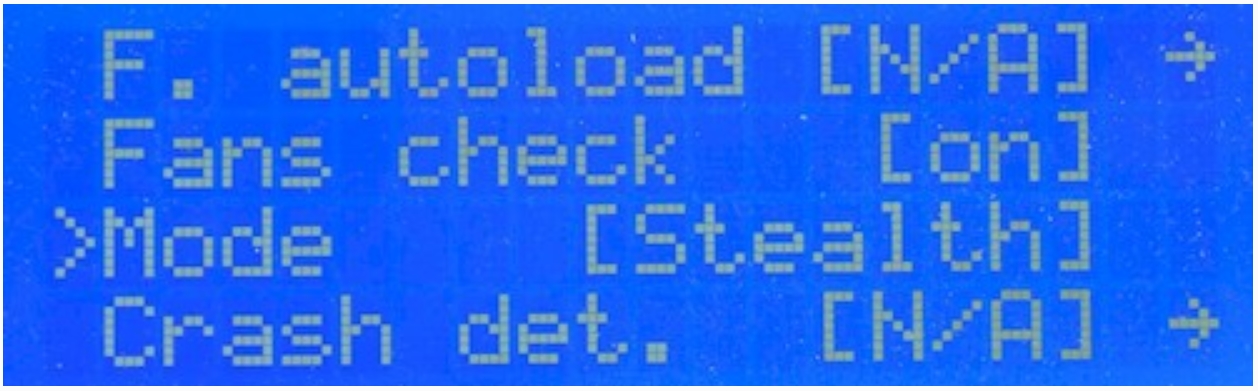
Überprüfen Sie den Betriebsmodus Ihres Druckers
Betreiben Sie den Drucker im Normalmodus und nicht im Stealth-Modus. Sie können den Energiemodus im LCD-Menü -> Einstellungen ändern.
Der Stealth-Modus ist ideal für kleine und einfache Objekte. Für größere oder komplexere Drucke wird der normale Modus empfohlen.

Prüfen Sie die Bewegung der XY-Achsen und die Spannung des Riemens
Testen Sie die Bewegungen sowohl über das Druckermenü (LCD-Menü -> Steuerung -> Achse bewegen), als auch bei kaltem und ausgeschaltetem Drucker von Hand. Wenn Sie die Bewegungen von Hand testen, testen Sie beide Bewegungen entlang der X- und Y-Achsen und auch entlang der beiden Diagonalen.
Während eine inkonsistente Bewegung der X- oder Y-Achse höchstwahrscheinlich mit der Spannung des Riemens zusammenhängt, hängt eine inkonsistente diagonale Bewegung mit dem Motor zusammen, der diese Diagonale steuert, oder mit der daran befestigten Riemenscheibe.
Befolgen Sie zum Überprüfen und Einstellen der Riemenspannung die Empfehlungen in der speziellen Riemeneinstellungsanleitung. Achten Sie beim Einstellen der Riemenspannung darauf, dass der CoreXY nicht die Ausrichtung verliert.
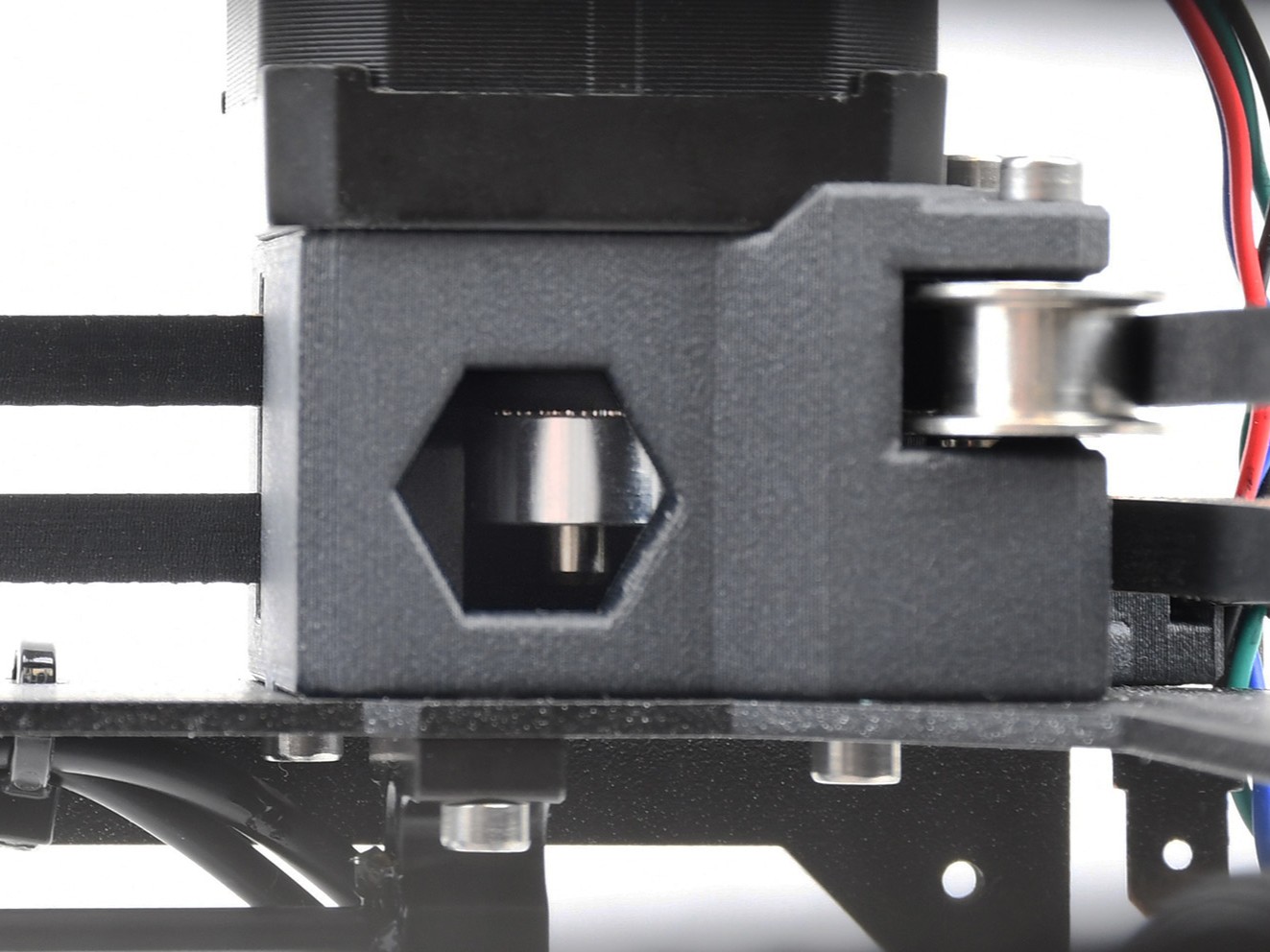
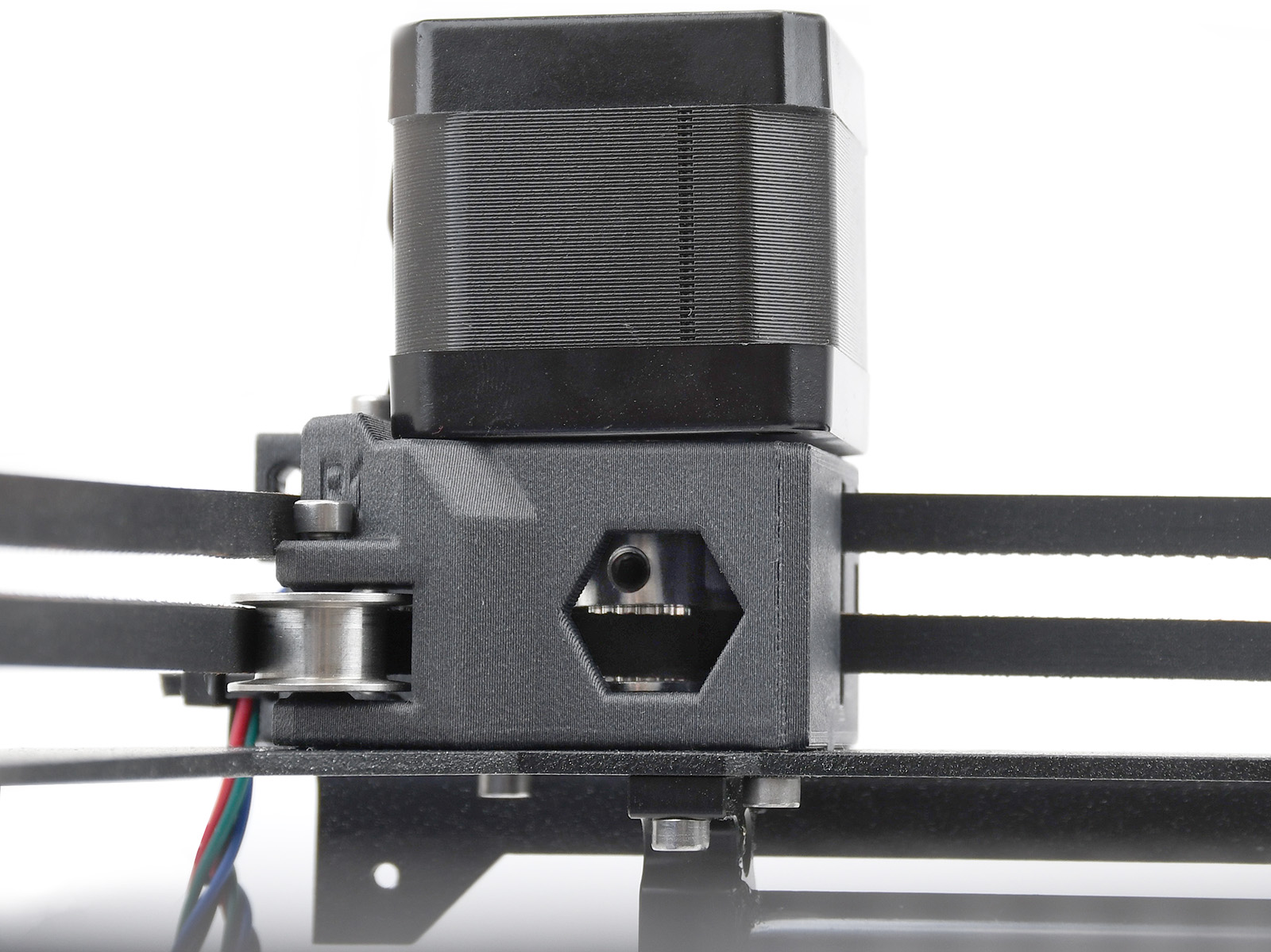
Überprüfen Sie Ihre X/Y-Achsenmotoren und Riemenscheiben
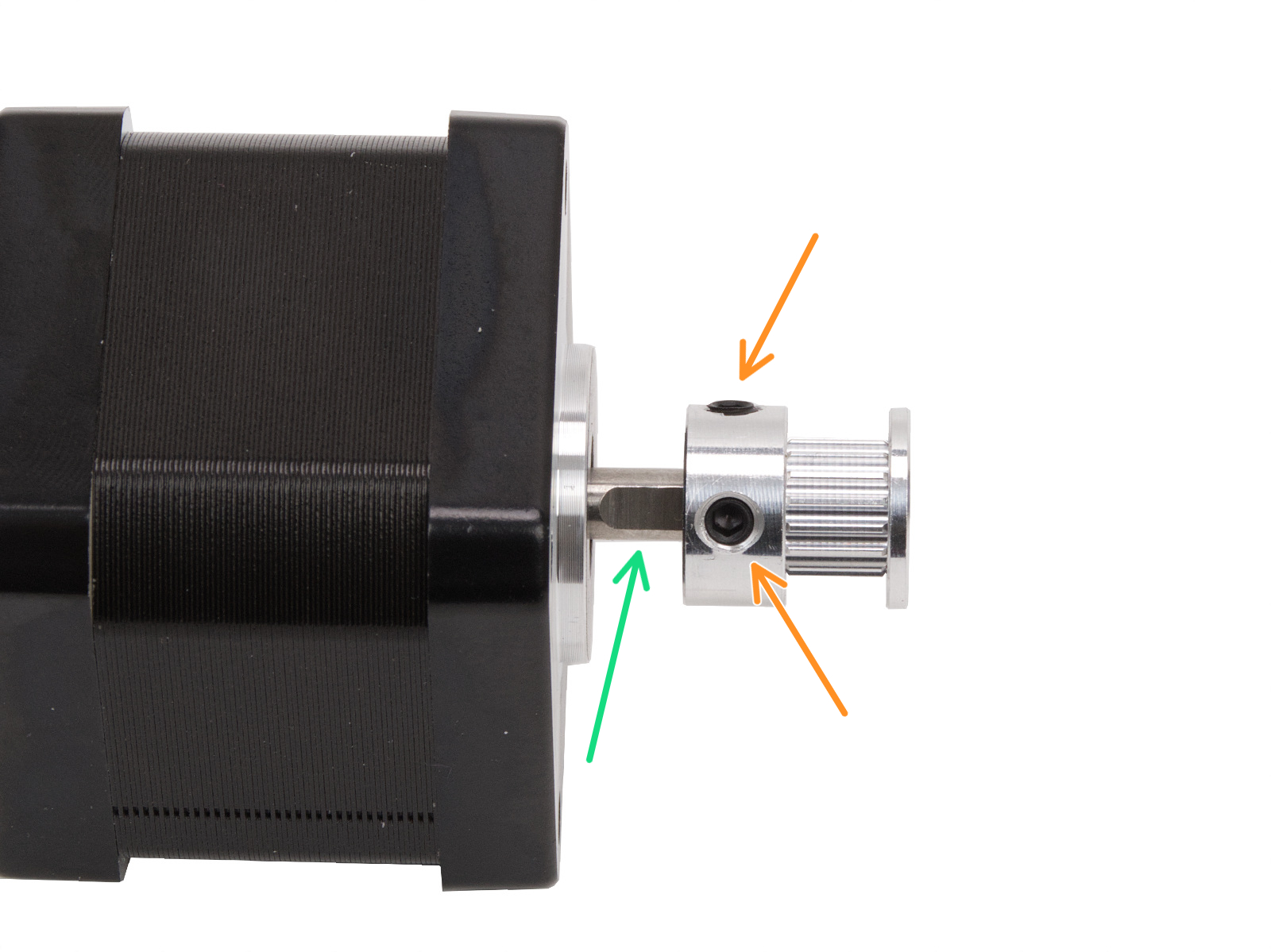
Wenn sich eine der Motorscheiben im Laufe der Zeit lockert, wird sie falsch ausgerichtet und trägt zu einer inkonsistenten Bewegung bei. Die Riemenscheiben sind an jedem der beiden XY-Motoren unterschiedlich positioniert. Jede Motorriemenscheibe hat zwei Madenschrauben, von denen eine auf den flachen Teil der Motorwelle ausgerichtet sein soll.
Von der Vorderseite des Druckers aus gesehen:
- Links
- Die Zähne für den Riemen befinden sich oberhalb der Madenschrauben.
- Rechts
- Die Zähne für den Riemen befinden sich unterhalb der Madenschrauben.
 |  |
Original Prusa MK-Serie
Prüfen Sie den Energiemodus Ihres Druckers
Betreiben Sie den Drucker im Normalmodus und nicht im Stealth-Modus. Sie können den Energiemodus im LCD-Menü -> Einstellen ändern.
Der Stealth-Modus ist ideal für kleine und einfache Objekte. Für größere oder komplexere Drucke wird der normale Modus empfohlen. Beachten Sie auch, dass im Stealth-Modus die Funktion Crash-Erkennung nicht verfügbar ist.
 | |
| Original Prusa MK3/S/+ | Original Prusa MK4/S, MK3.9/S, MK3.5/S |
Stellen Sie sicher, dass sich der Extruder und das Heizbett frei bewegen können
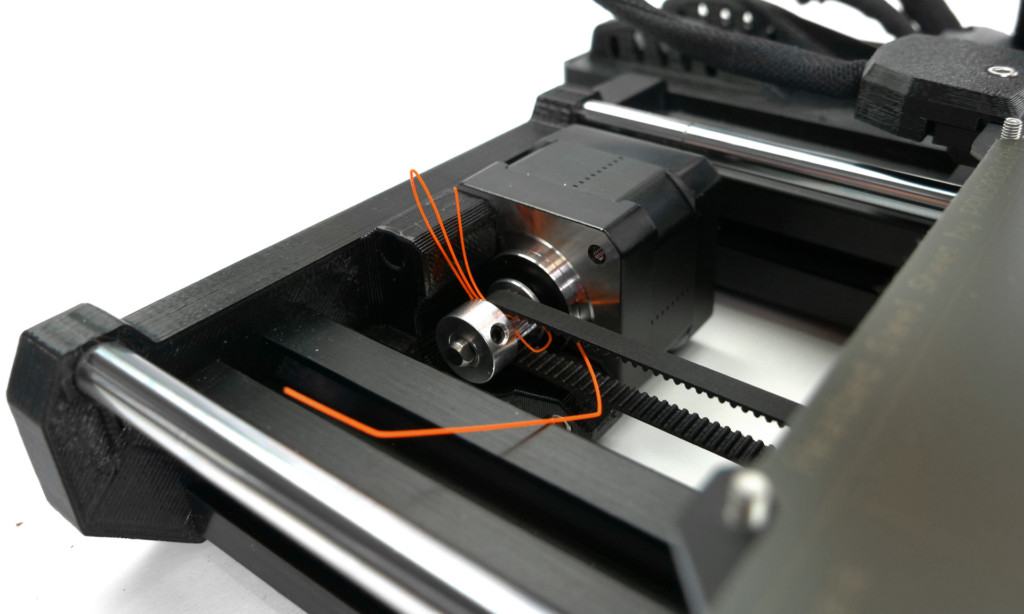
Stellen Sie sicher, dass sich keine Hindernisse im Weg des Extruders oder Heizbetts und ihrer Lager befinden. Es könnte sich zum Beispiel ein Stück Filament um den Riemen (normalerweise um die Y-Achsen-Riemenscheibe) von Ihren früheren Drucken befinden.
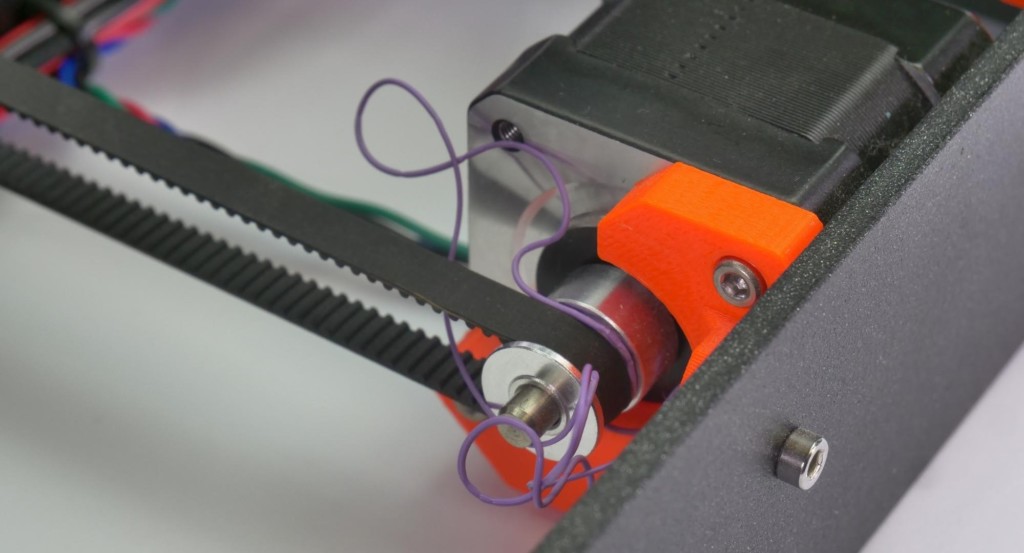 Bild aufgenommen auf einem MK3/S/+
Bild aufgenommen auf einem MK3/S/+
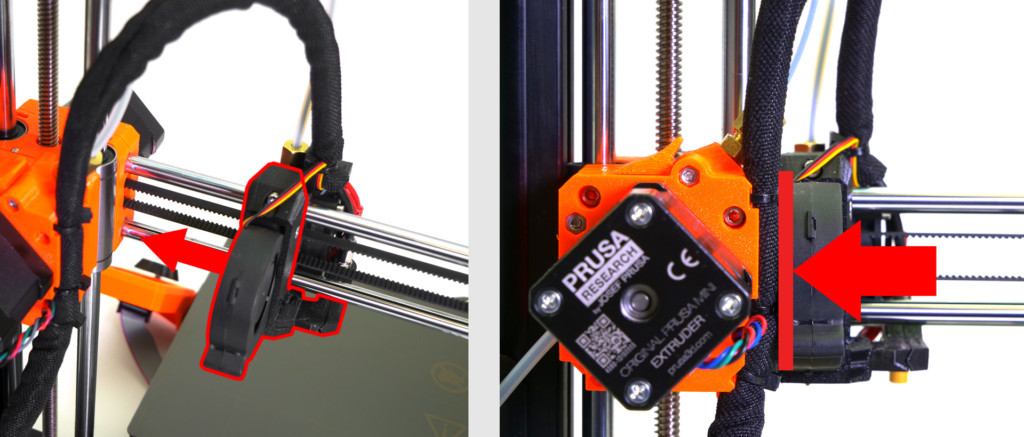
Ein weiterer Fall von Hindernissen ist, wenn die Kabelbinder oder andere Teile des Extruderkabelbündels nicht optimal positioniert sind, wie in der jeweiligen Montageanleitung angegeben. Wenn die Kabel vor der Extruderbaugruppe (MK3 und höher) oder vor dem X-Endanschlag (bei MK2/S oder MK2.5) auf den Rahmen treffen, erkennt der Drucker eine ungenaue Endposition. Sehen Sie sich das Foto unten an und stellen Sie sicher, dass die Kabel entsprechend angeordnet sind.
 Das Bild wurde mit dem MK3 aufgenommen, die gleichen Prinzipien gelten für andere Drucker der MK-Serie.
Das Bild wurde mit dem MK3 aufgenommen, die gleichen Prinzipien gelten für andere Drucker der MK-Serie.
Prüfen Sie, ob die glatten Stangen keine tiefen Kratzer aufweisen und ob die Lager richtig geschmiert sind. Reinigen Sie die glatten Stangen mit einem sauberen Papiertuch, bevor Sie Schmiermittel auftragen.
Das optimale Schmiermittel ist unser Prusa Lubricant. Ein Allzweckfett auf Lithiumbasis funktioniert ebenfalls gut.
Überprüfen Sie Ihre X/Y-Achsenmotoren und Pulleys
Stellen Sie sicher, dass die X- und Y- Motoren in der Motorhalterung festgezogen sind, dass der Pulley auf der Motorwelle befestigt und mit der Riemenscheibe am gegenüberliegenden Ende ausgerichtet ist, und dass sich die Riemenscheibe frei bewegen kann. Beide Madenschrauben müssen fest angezogen sein, eine davon muss gegen den flachen Teil der Motorwelle angezogen werden. Eine lose oder falsch ausgerichtete Riemenscheibe ist in der Regel die Hauptursache für die treppenartige Verschiebung von Schichten.
Beide Riemenscheiben auf beiden Achsen müssen auch ausgerichtet sein, d.h. die Motorriemenscheibe muss gut zentriert sein und der Riemen muss sich in einer geraden Linie bewegen, nicht von rechts nach links, während sich die Riemenscheibe dreht.
Kontrollieren Sie die Spannung Ihrer Riemen
Prüfen Sie Ihre Riemenspannung.
Bei Druckern der MK-Serie können Sie die Spannung schnell mit unserem Belt-Tuner prüfen, mit den Anweisungen im Video unten.
Auf dem MK3/S/+ können Sie die Riemen-Status Werte über LCD Menü -> Support -> Riemen-Status überprüfen.
Es gibt zwar keinen genauen Idealwert, aber unserer Erfahrung nach liegt der beste Näherungswert bei etwa 250 auf der X-Achse und 275 auf der Y-Achse, wobei der optimale Bereich bei +-15 von diesen Werten auf beiden Achsen liegt.
Der Wert stellt keine physikalische Größe dar, sondern eine willkürliche Zahl, die umgekehrt proportional zur Motorlast ist. Die Werte gelten unter der Voraussetzung, dass die Baugruppe in Ordnung ist und dass die Teile in gutem Zustand und ordnungsgemäß geschmiert sind. Die Werte sind möglicherweise nicht genau, wenn es andere Probleme gibt.
- Wenn Ihr Wert unter (oder nahe bei) 240 liegt, müssen Sie den Riemen lockern
- Wenn Ihr Wert über (oder nahe bei) 290 liegt, müssen Sie den Riemen spannen
- Die Werte werden jedes Mal aktualisiert, wenn Sie den Selbsttest oder den Riementest im LCD-Menü -> Kalibrierung -> Riementest ausführen.
.
.
Andere Modelle der MK-Serie verfügen nicht über die Option des Riemenstatus. Der Hinweis, den wir Ihnen geben können, ist, dass der Riemen ungefähr wie eine tiefe Basssaite klingen sollte, wenn er gezupft wird. Es sollte möglich sein, die beiden Seiten mit Daumen und Zeigefinger zusammenzudrücken, aber Sie sollten einen leichten Widerstand spüren.
Testen Sie mit der folgenden Technik, ob die Riemenscheibe richtig angezogen ist und ob der Riemen nicht zu locker ist. Halten Sie die X-Achsen-Motorwelle mit einer Zange fest (nutzen Sie den flachen Teil der Welle) und versuchen Sie, den Extruder zu bewegen. Auf die gleiche Weise können Sie die Riemenscheibe und den Riemen der Y-Achse testen. Der Riemen darf nicht durchhängen und die Achse darf sich nicht bewegen. Ist dies der Fall, ist der Riemen zu locker.
Original Prusa MINI/+
Überprüfen Sie die Geschwindigkeit Ihres Druckers.
Beim Drucken von großen Objekten empfiehlt es sich, die Druckgeschwindigkeit zu verringern. Gehen Sie während des Druckens auf LCD Menü -> Einstellen -> Geschwindigkeit und verringern Sie die Zahl.
Überprüfen Sie die X/Y-Riemen.
Stellen Sie sicher, dass die Riemen richtig gespannt sind. Dies können Sie schnell überprüfen, indem Sie unseren Belt-Tuner verwenden, mit den Anweisungen im Video unten.
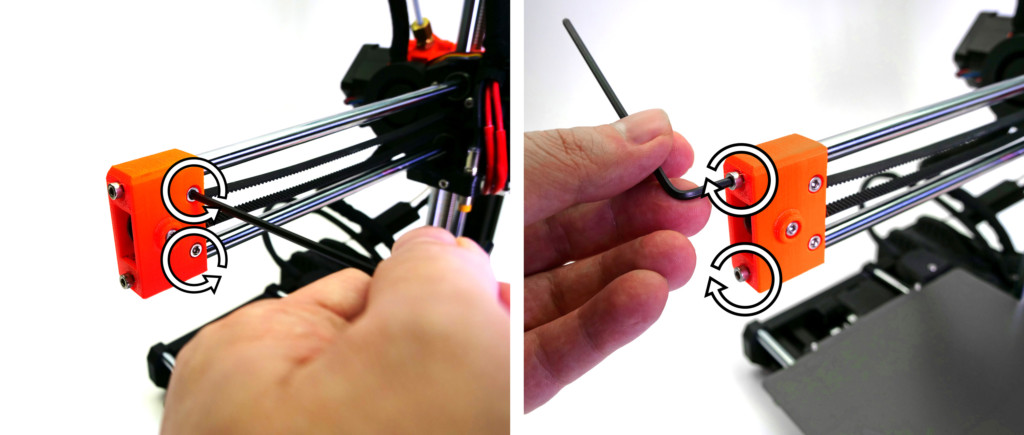
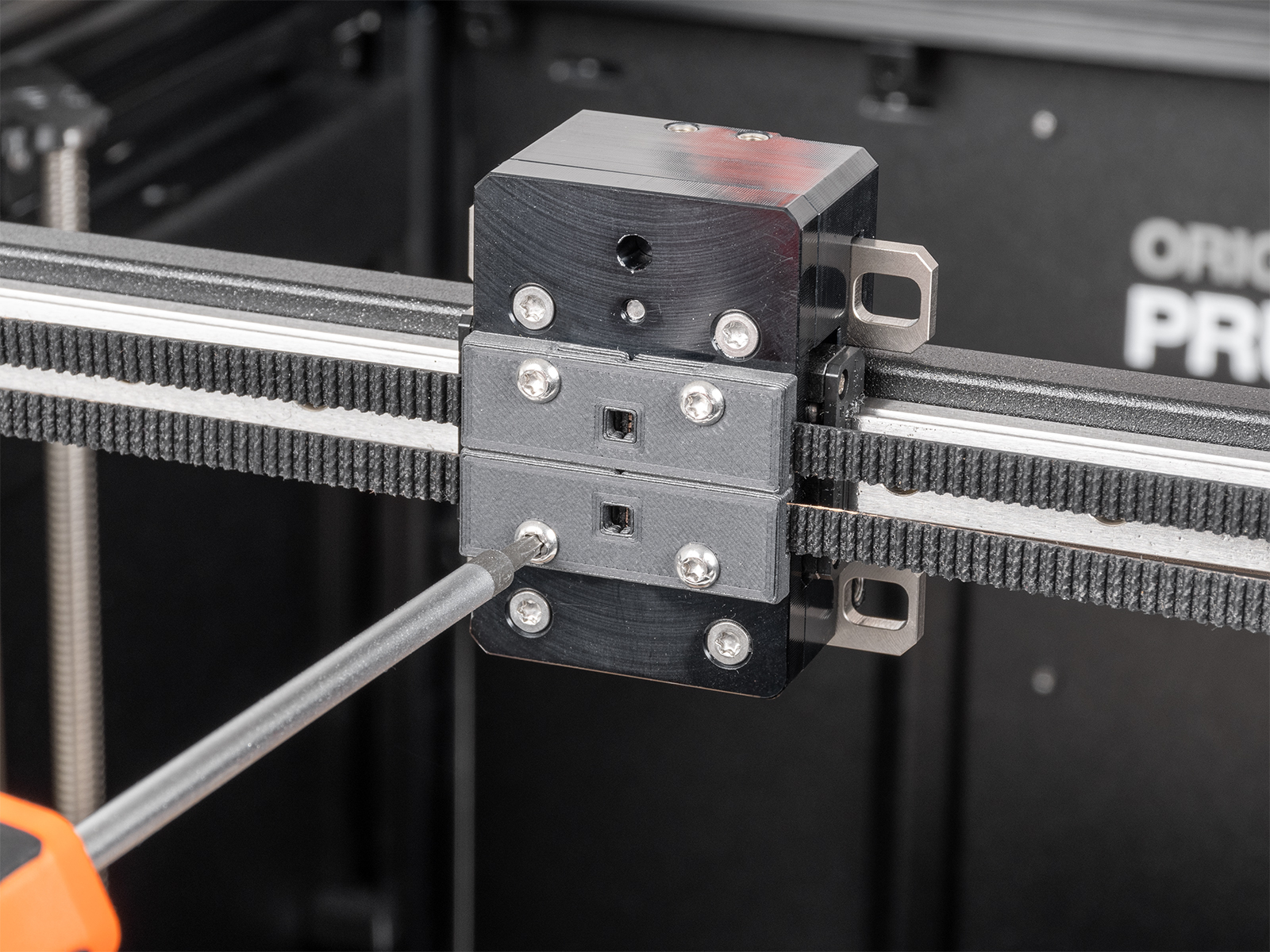
Die Riemen sollten so straff sein, dass sie beim Anzupfen wie ein tiefer Bass klingen. Wenn die Riemen locker sind, ziehen Sie sie zuerst fest: Lösen Sie zunächst die beiden Schrauben wie unten abgebildet. Ziehen Sie dann die beiden Schrauben ganz am Ende der X-Achse fest. Sie liegen direkt an den Metallstangen an. Je fester sie angezogen sind, desto weiter bewegen Sie den Kunststoffteil. Sobald Sie fertig sind, ziehen Sie die ersten beiden Schrauben wieder an, um das Teil zu fixieren.
Prüfen Sie die Riemenscheiben der X/Y-Achse.
Die Riemenscheiben beider Achsen müssen ebenfalls ausgerichtet sein, d.h. die Motorriemenscheibe muss gut zentriert sein und der Riemen sollte perfekt gerade sein. Prüfen Sie, ob der Riemen der X-Achse nicht an gedruckten Teilen streift.
Stellen Sie sicher, dass nichts die Bewegung Ihrer Achse blockiert - Überprüfen Sie, ob sich Hindernisse im Weg der Lager oder mögliche Rückstände von früheren Drucken um den Riemen herum befinden (normalerweise um die Riemenscheibe der Y-Achse).
Lockere Riemenscheibe der X/Y-Achse
Wenn sich die Madenschraube an der Riemenscheibe gelöst hat oder nicht auf der flachen Seite der Motorwelle befestigt war, kann sie verrutschen und Probleme verursachen, wenn sich die Achse nicht perfekt mit der Motordrehung bewegt.
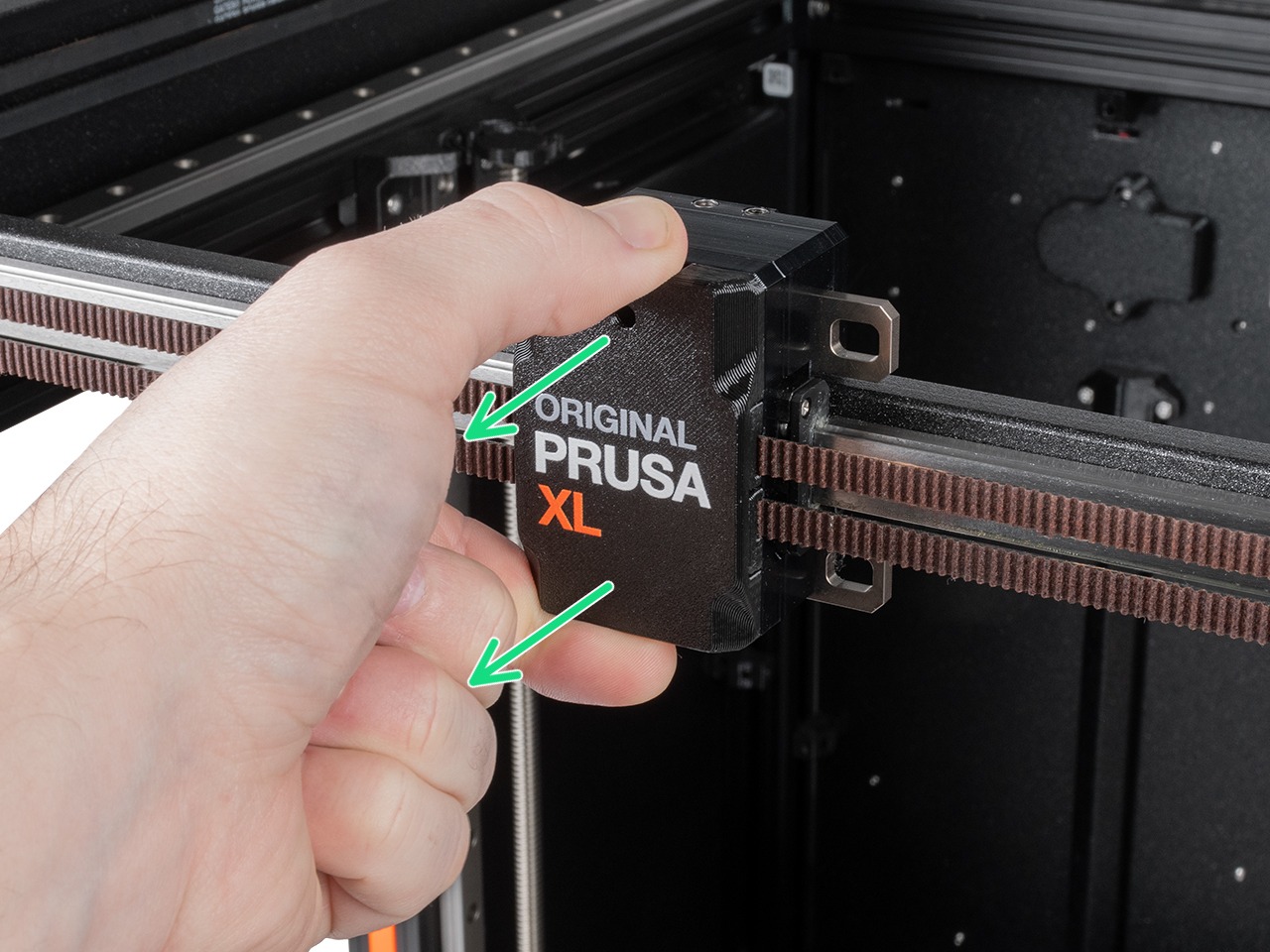
Die Madenschraube für die Y-Achse ist leicht zugänglich, da sie sich unter dem Bett befindet, aber die X-Achse ist etwas komplizierter. Sie können die Stellschraube für die X-Achse durch ein Loch auf der Oberseite des Extruders erreichen (Bild unten). Sie werden nicht sehen können, ob die Stellschraube mit der flachen Seite der Motorstange ausgerichtet ist und das Anziehen der Schraube wird nur eine vorübergehende Lösung sein, aber es ist eine gute Möglichkeit, um herauszufinden, ob dies das Problem ist und was demontiert werden muss.
Wenn Sie in dem Loch nur glänzendes Metall sehen, müssen Sie den Motor drehen, um die Stellschraube zum Vorschein zu bringen. Auch wenn sie lose ist, wird sie sich bei der Drehung des Motors ein wenig bewegen und die Schraube sichtbar machen. Rufen Sie Einstellungen -> Achse bewegen -> X bewegen im LCD-Menü auf und drehen Sie den Knopf, um den Motor zu drehen.
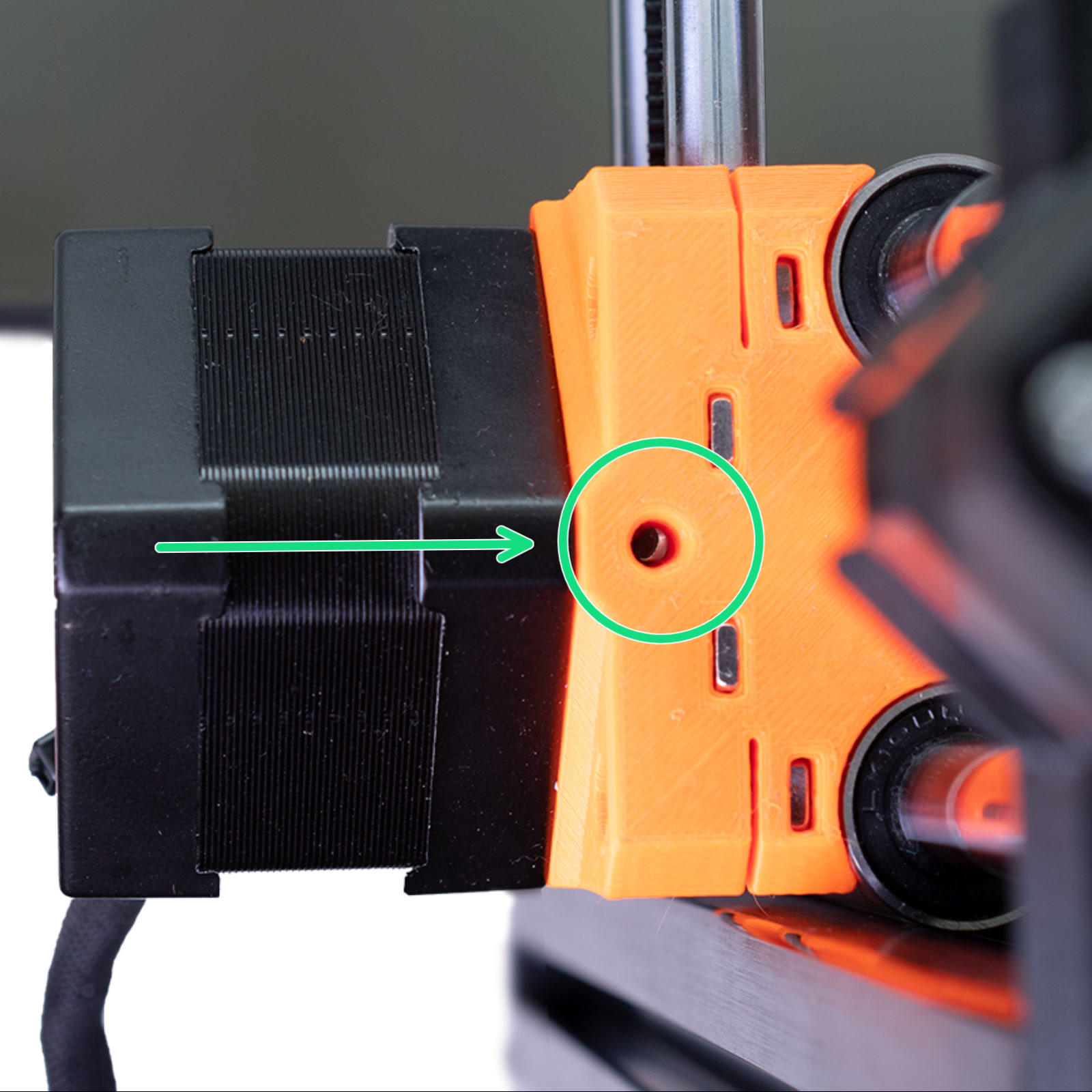 |
| Verwenden Sie einen 2 mm Innensechskantschlüssel, um die Madenschraube der Riemenscheiben festzuziehen.. |
Freie Bewegung der Achse
Stellen Sie sicher, dass sich der Druckkopf (das Teil, das sich entlang der X-Achse bewegt) im gesamten Bereich frei bewegen kann. Insbesondere das am Extruder befestigte Kabelbündel sollte den Druckkopf nicht daran hindern, das Ende der Achse zu erreichen.
Prüfen Sie auch, ob die glatten Stangen nicht zerkratzt sind und ob die Lager richtig geschmiert sind. Reinigen Sie die glatten Stangen mit einem sauberen Papiertuch, bevor Sie Schmiermittel auftragen.
Das optimale Schmiermittel ist unser Prusa Lubricant. Ein Allzweckfett auf Lithiumbasis funktioniert ebenfalls gut.
Original Prusa XL
Riemenspannung
Prüfen Sie anhand der Richtlinien im entsprechenden Artikel die Riemenspannung.
Vergewissern Sie sich, dass die Belt-clamps in einem optisch einwandfreien Zustand sind. Um sie zu erreichen, entfernen Sie die vordere Abdeckung und überprüfen Sie die Klemmen auf sichtbare Schäden.
 |  |
| Single-tool XL | Multi-tool XL |
XY-Motor-Riemenscheiben
Es kommt zwar selten vor, aber wenn sich eine der Riemenscheiben des Motors im Laufe der Zeit lockert, kommt es zu einer Fehlausrichtung und damit zu einer inkonsistenten Bewegung. Die Riemenscheiben sind an jedem der beiden XY-Motoren unterschiedlich positioniert.
- Links
- Beachten Sie die Ausrichtung der Riemenscheibe. Die Zähne für den Riemen sind unterhalb der Feststellschrauben.
- Die Riemenscheibe ist 2,5mm höher als der Anfang des flachen Teils der Motorwelle. Verwenden Sie den 2,5 mm Innensechskantschlüssel als Referenz.
- Alternativ messen Sie den Abstand zwischen dem Anfang der Motorwelle und der Riemenscheibe, 3,6mm.
- Rechts
- Beachten Sie die Ausrichtung der Riemenscheibe. Die Zähne für den Riemen sind oberhalb der Feststellschrauben.
- Die Riemenscheibe ist bündig mit der Oberkante der Motorwelle.
 |  |
Druckgeometrie und Einstellungen
Objekte mit Überhängen sind im Allgemeinen schwieriger zu drucken. Einige Überhänge können sich während des Drucks sogar nach oben verziehen, so dass die Düse auf sie prallen kann. Das Gleiche kann in einigen Fällen geschehen, wenn Sie beim Slicen des 3D-Modells einen sehr geringen Infill-Anteil wählen.
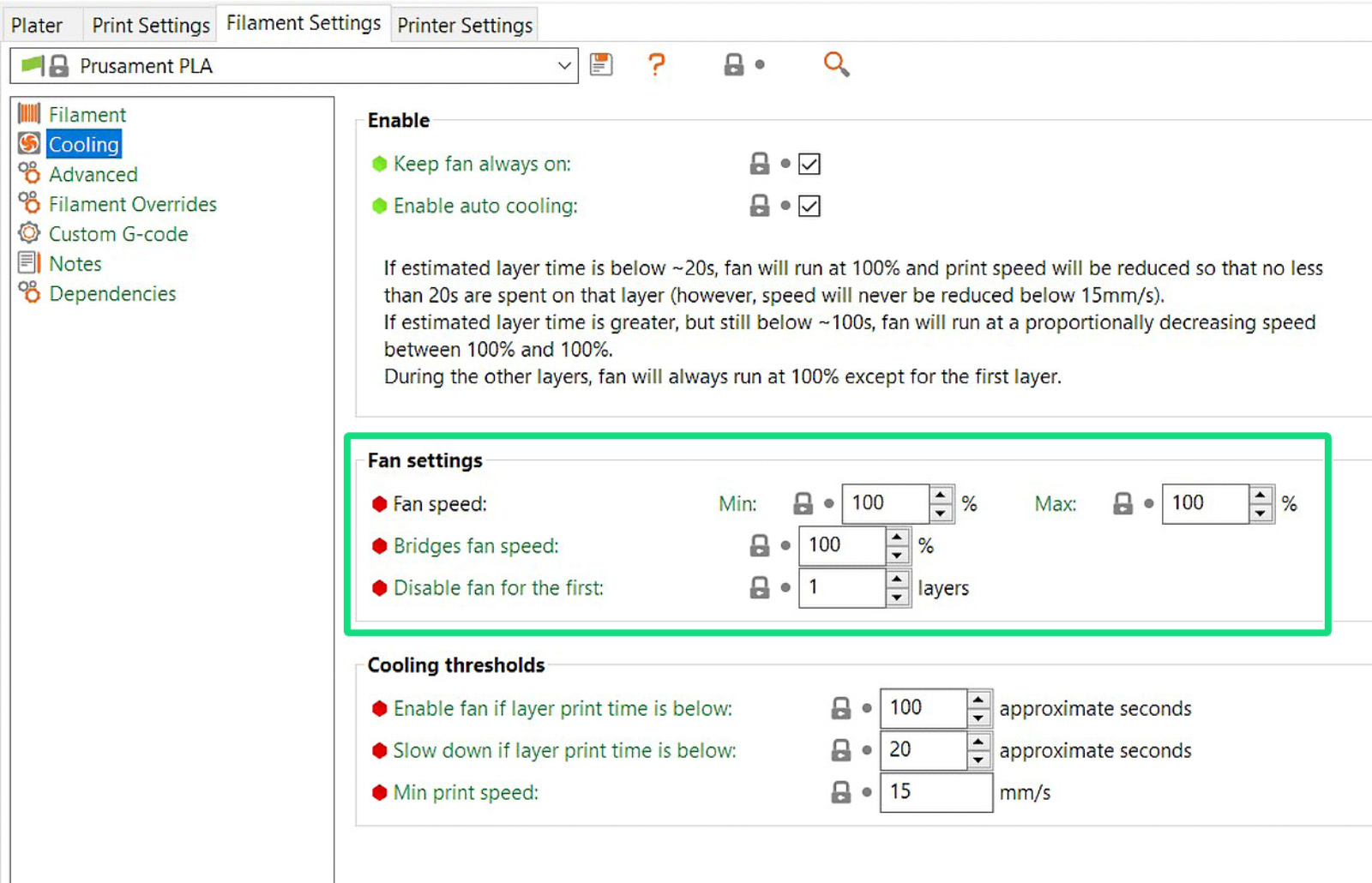
Um zu verhindern, dass Überhänge gedruckt werden, können Sie das Objekt zuschneiden (sehen Sie sich unseren Artikel zum Schneide-Werkzeug an). Sie können auch versuchen, die Drucklüftergeschwindigkeit oder die Einzugslänge in PrusaSlicer zu erhöhen. Die Geschwindigkeit des Drucklüfters finden Sie unter Filament Einstellungen -> Kühlung und die Einzugslänge unter Druckereinstellungen -> Extruder 1.
Screenshots
8 Kommentare
Es ist auch kein klassischer Layer Shift denn ich drucke mittlerweile die Objekte auf der Druckplatte hintereinander damit ich nicht jedes Mal alles entsorgen muss. Und dann kann es sein, dass Objekt 1 einen Layer Shift hat, Objekt 2 und 3 in Ordnung sind und Objekt 4 wieder einen Layershift hat. Der Layershift kann auch von weniger als einen Millimeter hin zu mehreren cm passieren
immer si ab einer layer höhe um 1cm kommt es tu euner totalen layer verschiebung
Woran genau es gelegen hat, weiß ich leider nicht.