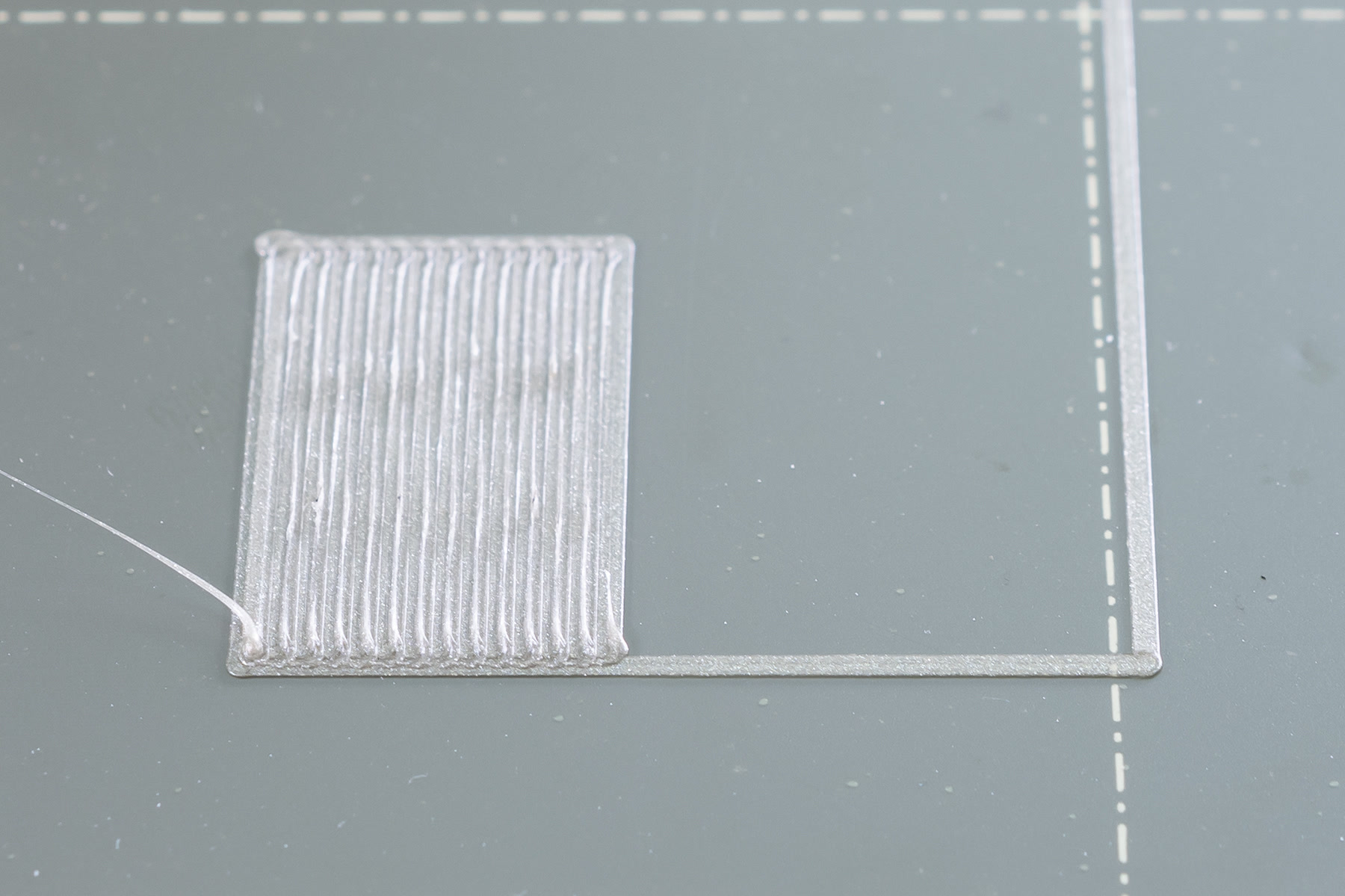
La Calibración de la Primera Capa se utiliza para calibrar la distancia entre la punta de la boquilla y la superficie de impresión. El objetivo es ajustar la altura de la boquilla hasta que el plástico extruído se pegue bien a la cama y se pueda ver que se está aplastando ligeramente.
 | 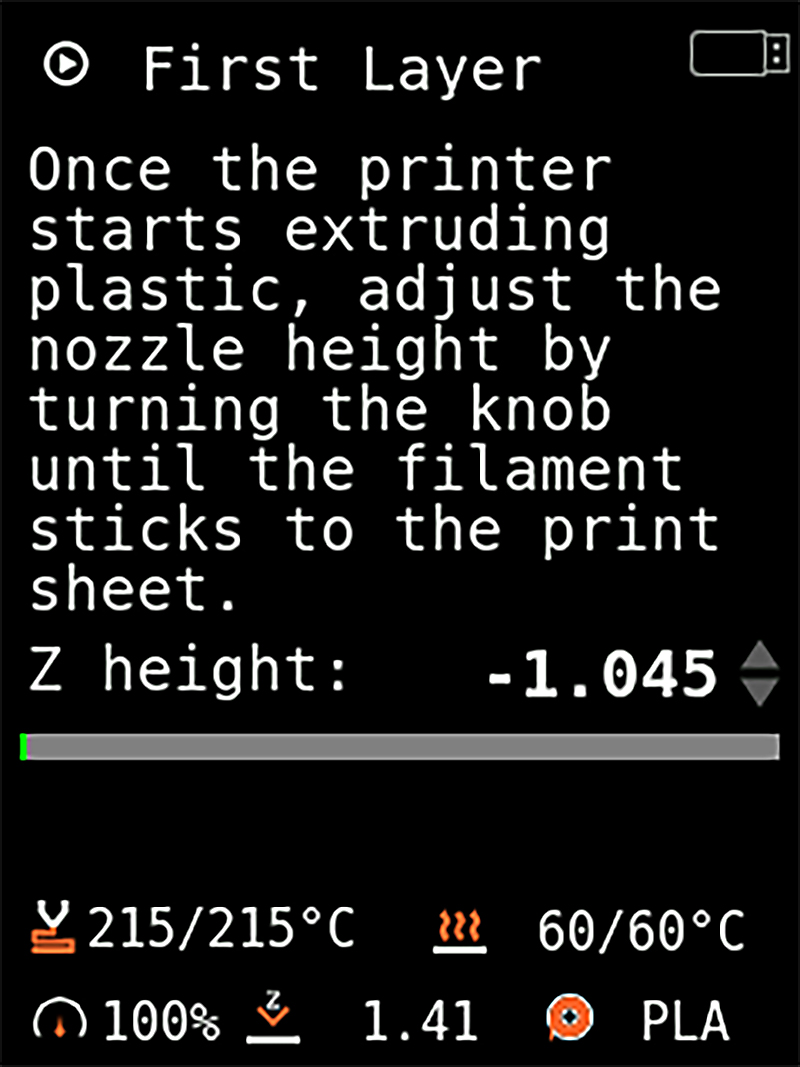 |
Con una impresora recién montada o restablecida de fábrica, el valor de la "altura Z" comenzará en cero y se moverá a un valor negativo (-) cuando esté reduciendo la distancia entre la boquilla y la base calefactable. El valor cero inicial es fijado por la posición del SuperPINDA/M.I.N.D.A. Gira el dial en sentido contrario a las agujas del reloj para acercar la boquilla a la cama y alejar el valor de cero.
Procedimiento de calibración
La Calibración de la Primera Capa es la última parte de la calibración inicial. También se puede ejecutar en cualquier momento desde menú del LCD -> Control -> Ajuste en vivo Z.
Antes de proceder, asegúrate de que la superficie de impresión (lámina de acero lisa o texturizada) esté limpia. Puedes encontrar información sobre cómo limpiarla en Preparación de la superficie de impresión de PEI.
Lámina Lisa
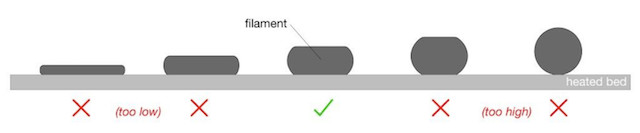
Muy alta
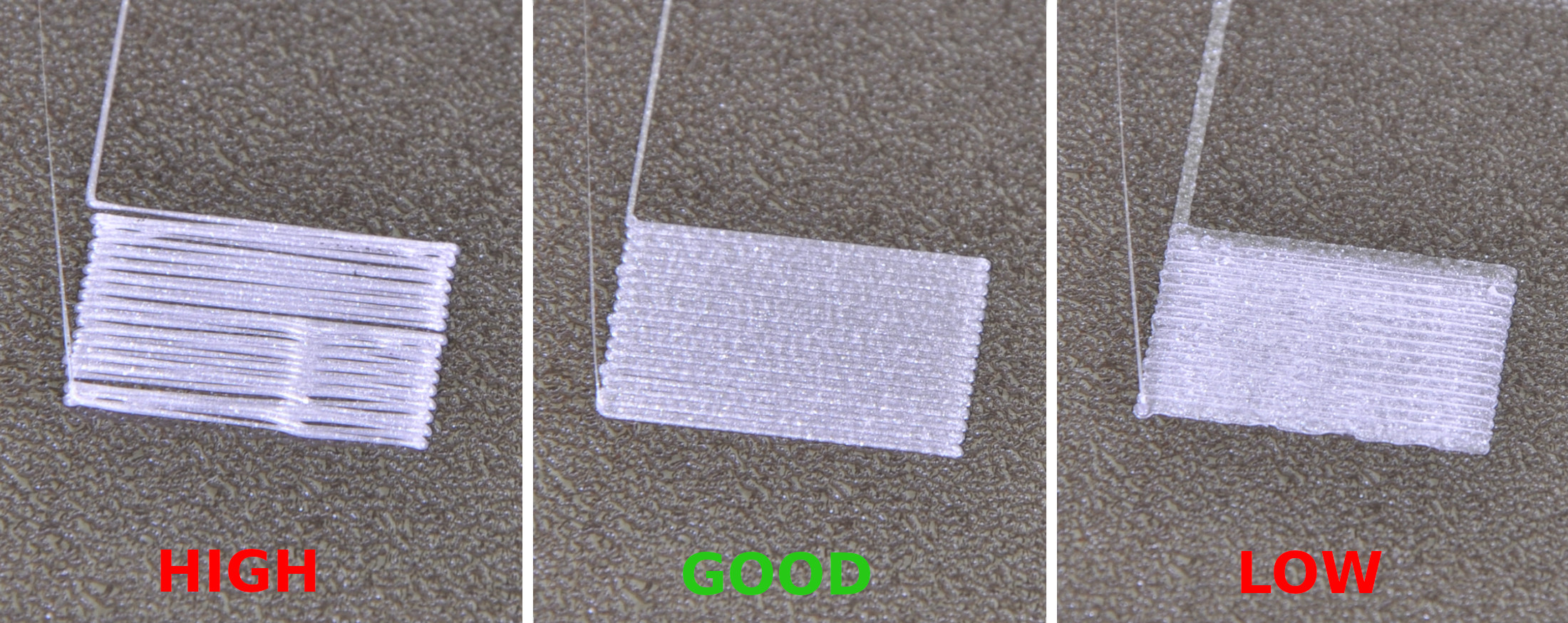
Quieres que la línea esté aplanada, pero no aplastada. En el cuadrado del final de la línea de prueba, no quieres que haya espacios entre las líneas (imagen de la izquierda), lo que significa que es demasiado alto. En ese caso, el valor será demasiado cercano a cero. Las impresiones no se adherirán y pueden desprenderse durante la impresión, lo que puede, a su vez, causar un pegote.
Muy baja
Si la boquilla está demasiado baja (imagen de la derecha), verá que la línea está completamente aplastada y el cuadrado final tendrá crestas entre las líneas. Esto es una clara señal de que la boquilla está demasiado cerca. El valor estará entonces demasiado alejado de cero. Cuando es demasiado bajo, los bordes del cuadrado también pueden empezar a curvarse hacia arriba. En el extremo, el filamento se extenderá tan fino que podrá ver a través del filamento impreso. Esto obstruirá tu fusor.
Lo correcto
Un ajuste correcto le mostrará una superficie uniforme (imagen central), sin huecos, ni crestas, entre las líneas. Como se ha dicho, el valor numérico depende de la posición exacta del sensor SuperPINDA/M.I.N.D.A., que será único para cada máquina y no significa nada sin una referencia visual. Sin embargo, un rango común es de -0.400 a -1.900.
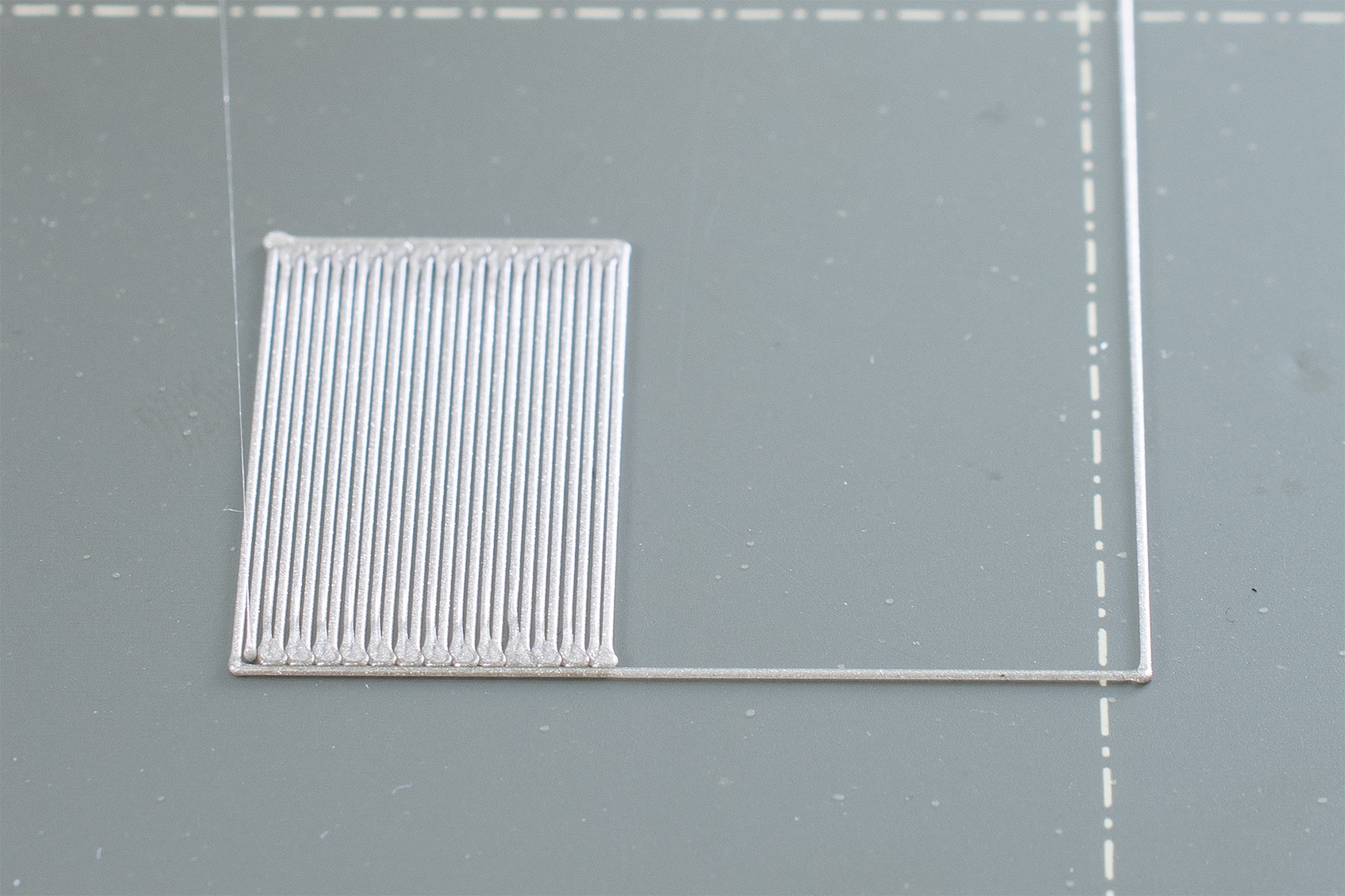 | 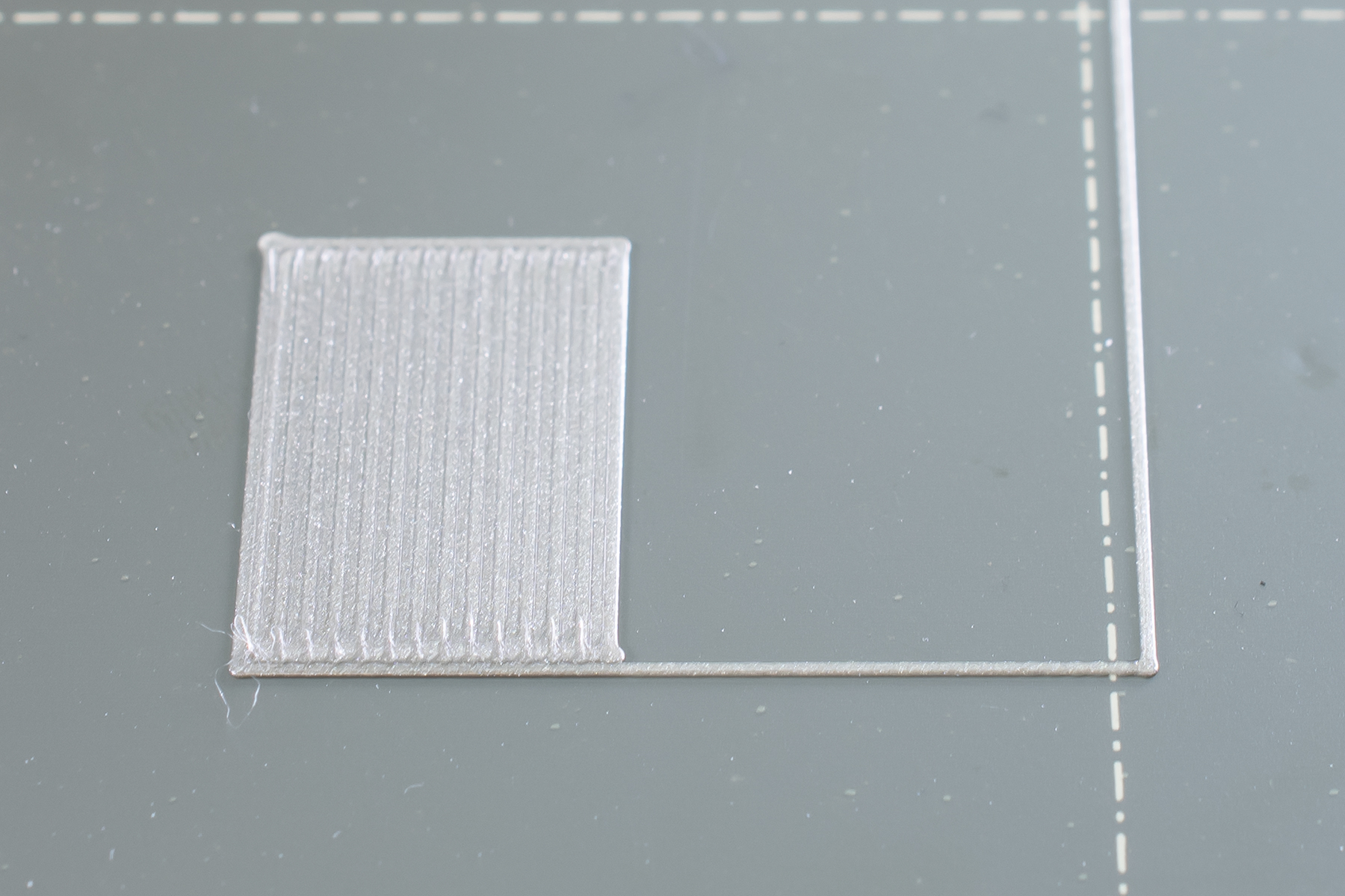 |  |
| Boquilla ajustada demasiado alta | Boquilla ajustada perfectamente | Boquilla ajustada demasiado cerca |
Lámina texturizada
Las láminas con textura son más finas que las láminas con PEI liso, por lo que hay que acercar un poco la boquilla, pero se buscan los mismos resultados que con la lámina lisa. De nuevo, si se ajusta demasiado bajo (imagen de la derecha) el filamento puede empezar a curvarse en los bordes como si no se adhiriese. El valor numérico estará demasiado lejos de cero y debe ser ajustado de nuevo.
Si se fija demasiado alto, verás que la línea es redonda, y tendrás espacios entre las líneas de la escuadra final. En este caso, el valor está demasiado cerca de cero.
Cuándo ejecutar la calibración de la primera capa
Generalmente, la calibración de la primera capa debe realizarse cada vez que haya un cambio importante en el montaje. Esto incluye el cambio de boquilla, las actualizaciones del extrusor u otras actualizaciones de cualquier eje. También debe ejecutar todas las calibraciones si traslada la impresora a una ubicación diferente.
Para las calibraciones de la primera capa con otros diámetros de boquilla que no sean de 0.4 mm, consulta este artículo.
Perfiles láminas de acero
Debido a que el grosor de las diferentes láminas de acero flexible varía según el tipo, necesitarás un ajuste en Vivo Z distinto para cada lámina. Por lo tanto, la impresora ofrece 'Perfiles de láminas de acero', donde se puede establecer una calibración de la primera capa para cada lámina que pueda tener. Más información en Perfiles de plancha de acero.