La calibración manual del multi cabezal para las versiones multi cabezal de la Original Prusa XL se puede hacer para asegurarse de que la Calibración del Offset del Cabezal funcionó correctamente y para ajustar con precisión el desplazamiento para cada herramienta. Esta calibración también se recomienda después de una caída de la boquilla, o si una boquilla personalizada está en uso. Hemos preparado un código G de prueba específico para las versiones de doble cabezal y cinco cabezales, diseñado para cubrir errores de offset de hasta +/-1 mm.
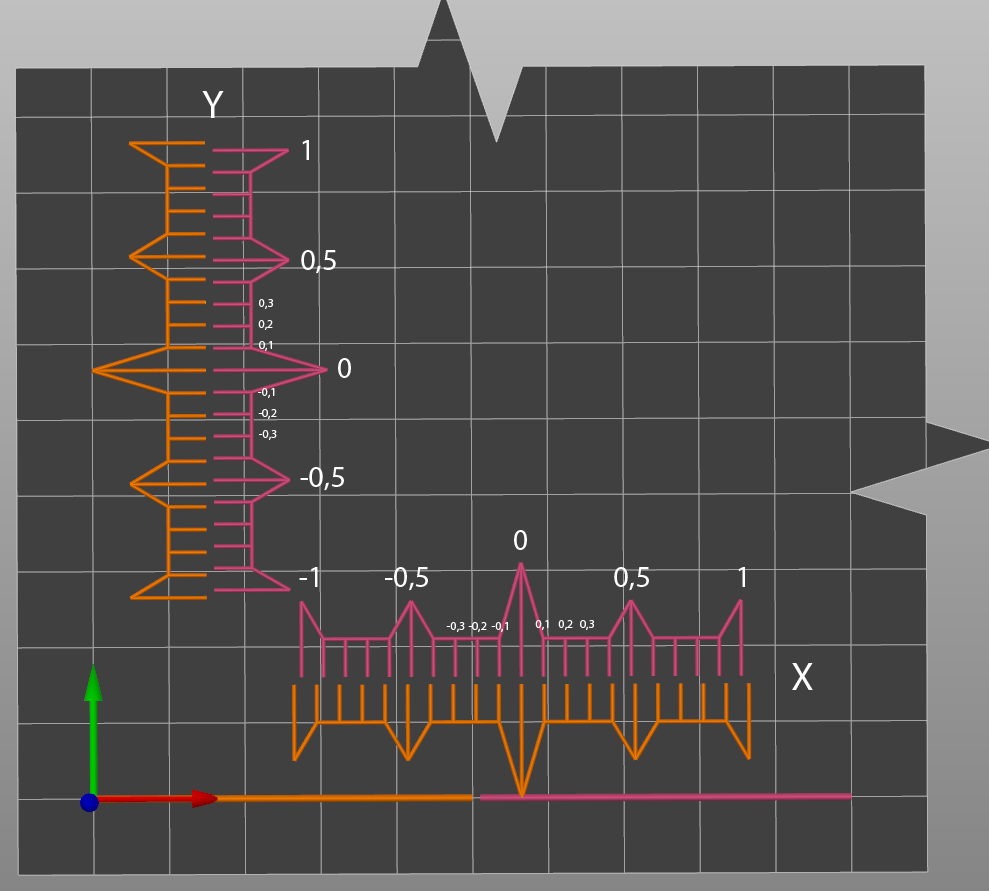
La impresión tiene dos zonas etiquetadas X e Y, cada una con un peine para cada herramienta, excluyendo el Cabezal 1. Para cada peine, encuentre las dos marcas de cada zona que estén más alineadas con el peine impreso con el Cabezal 1 y lee sus valores.
La marca más grande representa 0 y las marcas medias representan 0.5 mm.
En la siguiente visualización del código G de la calibración de 2 herramientas, las partes naranjas están impresas con el Cabezal 1, y las piezas magenta con el Cabezal 2.
 | 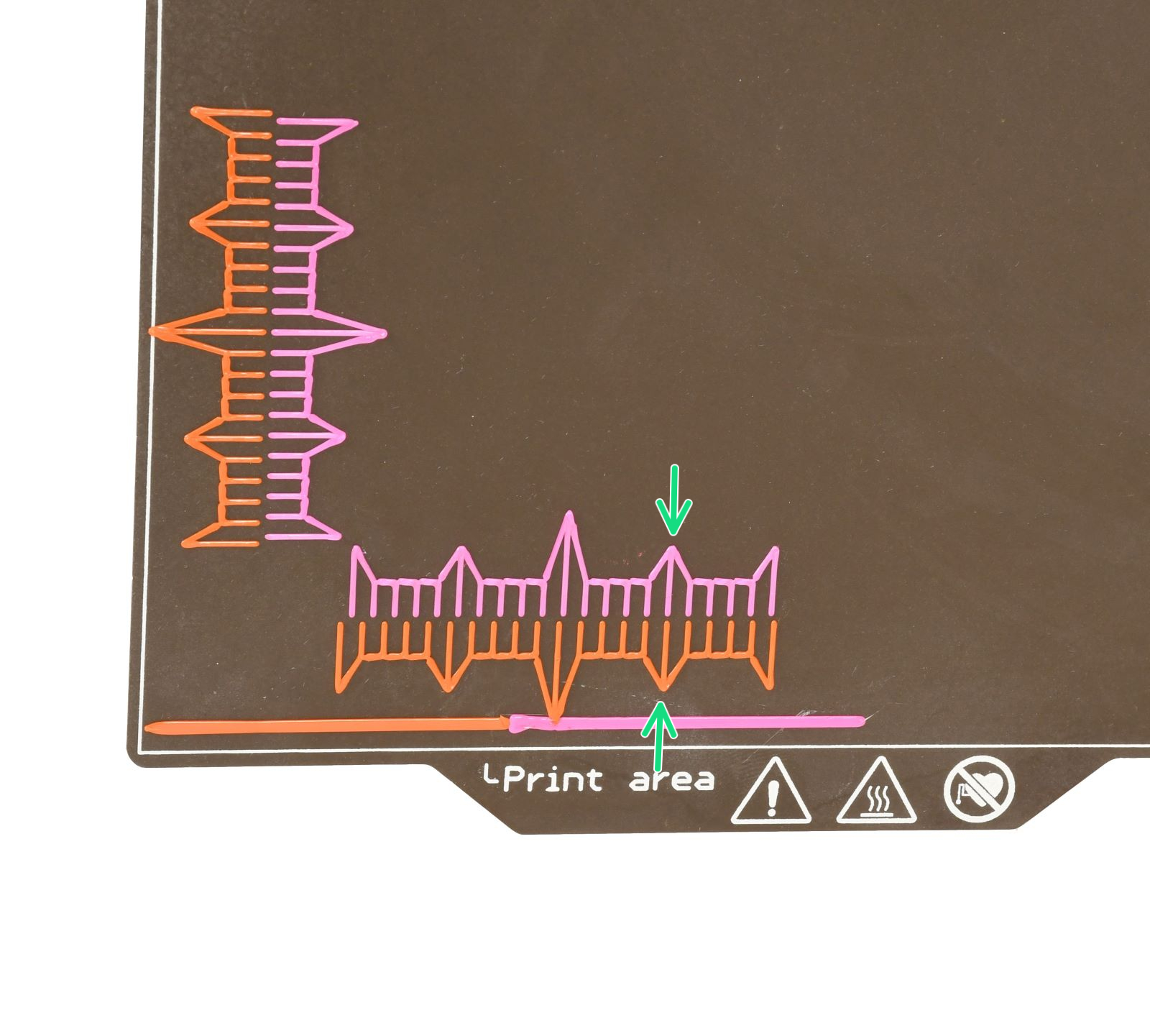 |
En la imagen de ejemplo de la derecha, la mayoría de las marcas alineadas corresponden a un desplazamiento X de +0,5 mm.
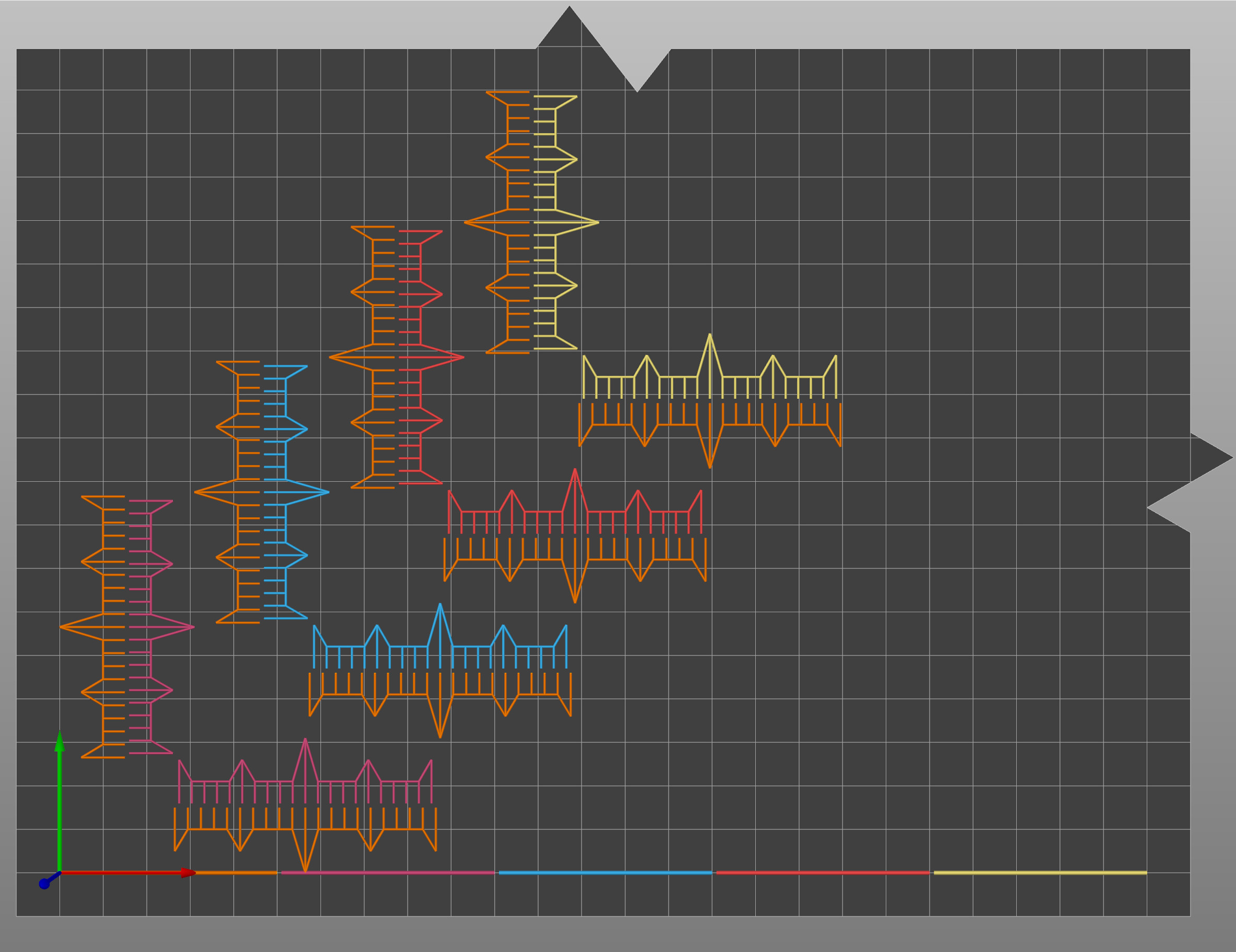
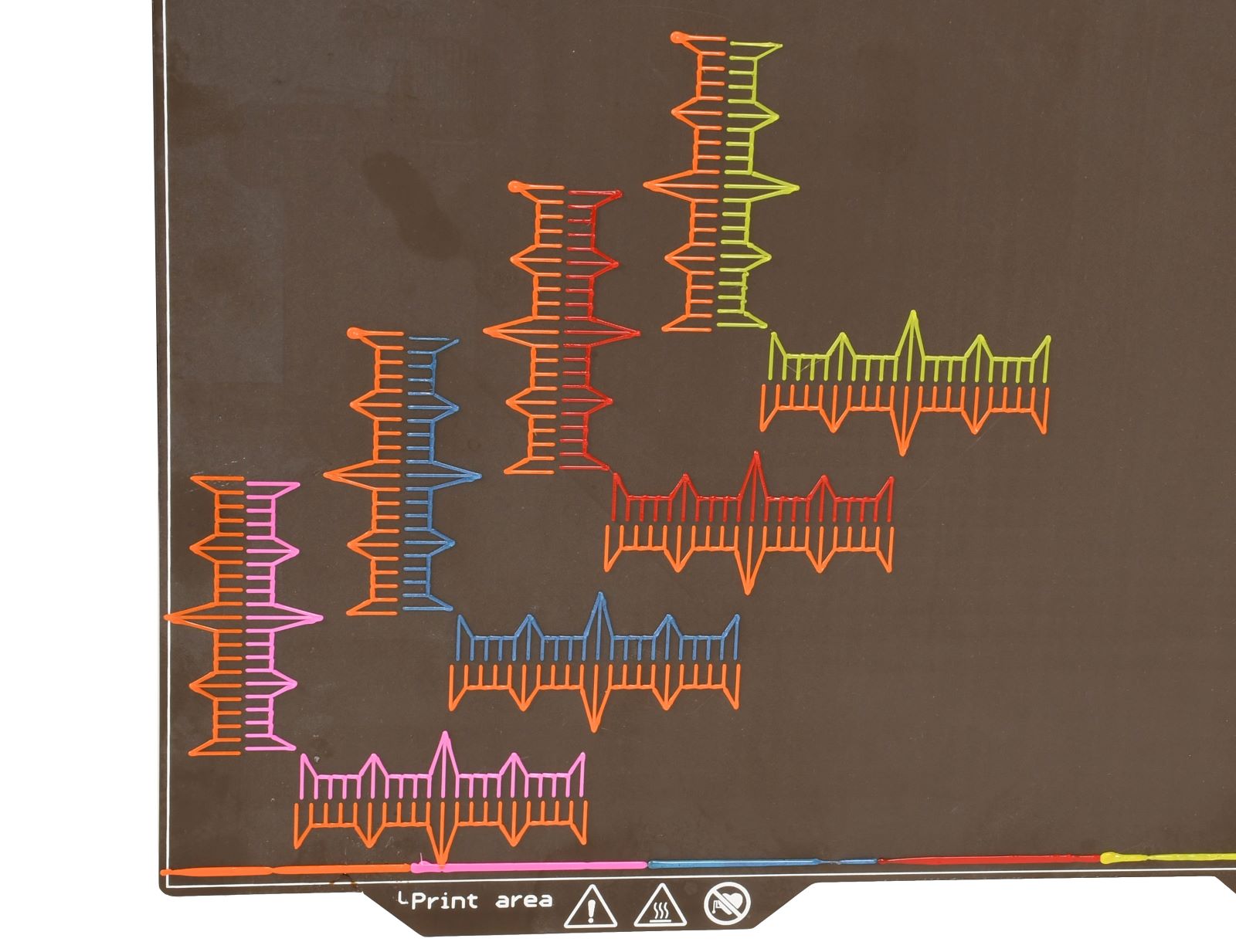
El código G de la calibración de 5 herramientas tiene las mismas propiedades, pero tiene cuatro peines por eje. Cada desplazamiento de herramienta se compara con el Cabezal 1.
 |  |
Procedimiento
- Imprime el modelo. Utiliza uno de los códigos G, para imprimir en PLA, en función del número de herramientas.
- Una vez finalizada la impresión, retira la lámina de acero con la impresión aún puesta y observa las marcas en cada par de peines.
- Encuentra las marcas más alineadas para cada par, y lee su valor. Si tienes dudas entre dos marcas, elige su valor medio (por ejemplo, si 0 mm y +0.1 mm están ambos casi alineados, entonces elige un desplazamiento de +0.05 mm).
- Ajuste los correctores añadiendo el corrector medido al corrector ya mostrado para el cabezal seleccionado en el menú LCD -> Ajustes -> Cabezal -> Cabezal # (el número del cabezal se muestra en lugar de #). Por ejemplo, añadiendo 0,05 mm al desplazamiento X de la captura de pantalla se obtendría un valor final de 0.071347 mm.
Para el Cabezal 1, el valor de desplazamiento no se muestra, ya que siempre está ajustado a cero.

- Una vez corregidos los offsets, elimina los pequeños residuos de plástico de las guías lineales y las correas para evitar que afecten a la posición de referencia. Retira la impresión de la lámina de acero e imprime la pieza de prueba una vez más para comprobar la alineación.