Sur l'Original Prusa XL Multi-Outils, il est possible de combiner différents matériaux au sein d'une même impression. Les aspects et considérations suivants doivent être gardés à l’esprit pour une impression réussie.
Informations préliminaires
Lorsqu'une extrudeur est stationné, la buse installée sur cette extrudeur refroidit.
Des températures élevées sans impression peuvent provoquer la dégradation d'un filament chargé et augmenter la pression dans la zone de fusion. Lorsqu'un extrudeur est inactif, le refroidissement de la buse permet de contrecarrer ce processus, en particulier pendant une période d'arrêt prolongée.
À tout moment où la température de la buse est élevée, toute humidité absorbée par le filament devra s'échapper quelque part. Cela conduit généralement à une augmentation de la pression dans la buse, conduisant généralement à du suintement. Le filament suintant se dépose sur la tour d'amorçage, créant éventuellement un blob.
Pour limiter ces effets négatifs, il est crucial de garder le filament sec. Certains réglages du filament peuvent nécessiter un réglage précis, et il est fondamental que l'Obturateur de Buse soit ajusté à la bonne position pour tous les outils. L’ampleur de ces effets dépend également du matériau spécifique du filament.
Si vous décidez d'utiliser un filament flexible, consultez notre guide vidéo sur comment charger un filament flexible dans l'Original Prusa XL.
Réglages de la tour d'amorçage
Purge minimale sur la tour de nettoyage
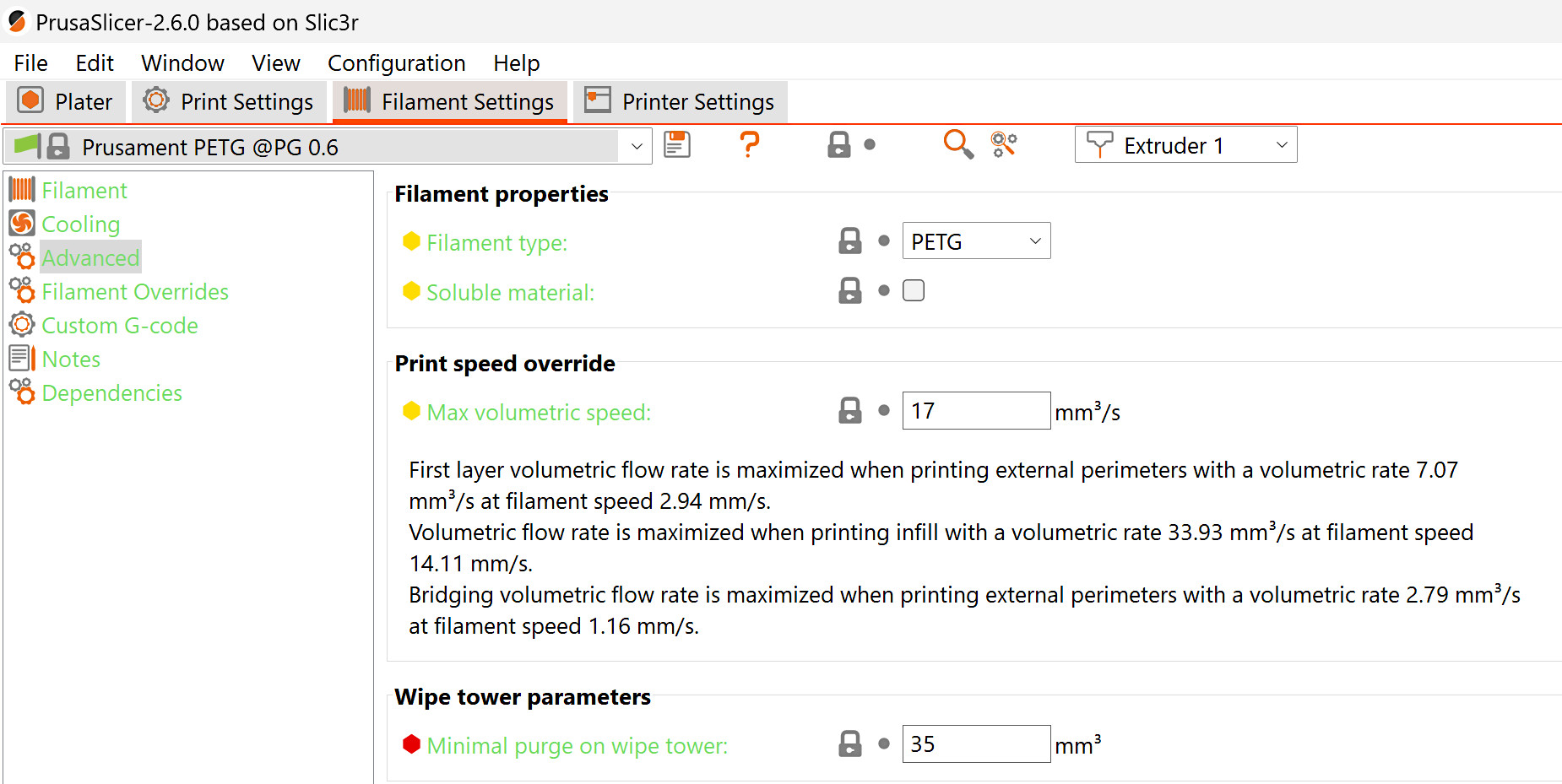
La purge minimale sur la tour de nettoyage définit la quantité minimale de matériau à amorcer sur la tour d'amorçage. Sa valeur peut être ajustée dans Réglages du filament -> Avancé. Le suintement qui se produit lors de la saisie de l'outil entraîne une perte de matériau. L'augmentation de ce volume réduira le risque de sous-extrusion au début de l'impression.
Pour les impressions PLA, la valeur par défaut et recommandée pour ce paramètre est de 15 mm³. Pour tout autre matériau, la valeur par défaut est de 35 mm³. Nous recommandons également de régler la valeur à 35 mm³ pour chaque extrudeur pour une impression avec une combinaison de PLA et d'un autre matériau.
Le TPU est très sujet aux cheveux d'ange car il absorbe une grande quantité d’humidité. Bien qu'il ait été testé avec la purge minimale sur la tour de nettoyage à 35 mm³, en cas de problèmes de cheveux d'ange et de suintement, nous recommandons d'augmenter encore cette valeur, même jusqu'à 70 mm³. Le TPE est un bon matériau flexible alternatif, car il absorbe généralement moins d'humidité que le TPU, mais notez que le TPE a une mauvaise adhérence au plateau.
Lors de l'impression de filaments rigides sur du TPE ou du TPU, les couches inférieures de TPE ou de TPU peuvent être déplacées par l'impression de filaments rigides au-dessus d'elles. Ceci peut également être contrecarré en augmentant la purge minimale sur la tour de nettoyage.
Extrudeur de la tour de nettoyage
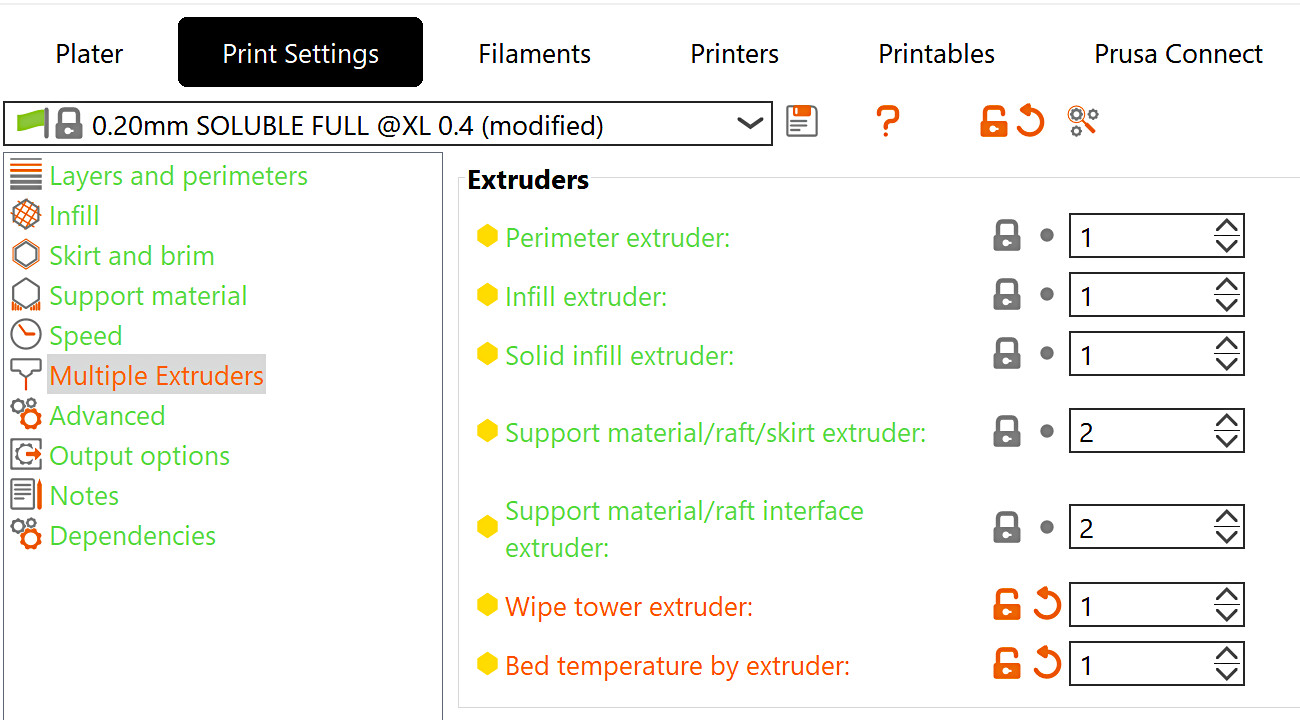
Sur la tour d'amorçage, les filaments risquent de ne pas coller les uns aux autres. Cela peut provoquer la rupture de la tour et provoquer des crashes sur l'impression. Pour éviter cela, allez dans les Réglages d'impression -> Extrudeurs multiples -> Extrudeur de tour de nettoyage, et sélectionnez un extrudeur pour la tour d'amorçage. Cela entraînera l'un des extrudeur avec un filament spécifique à agir sur toutes les couches de la tour, même si elle n'est pas utilisée dans l'impression, rendant la tour plus stable. Laisser la valeur à 0 utilisera l'outil disponible, qui est le dernier utilisé dans cette couche. Cela permet de gagner du temps mais, lors de l'impression avec plusieurs types de matériaux, la tour d'amorçage est moins fiable.
Angle au sommet du cône de stabilisation
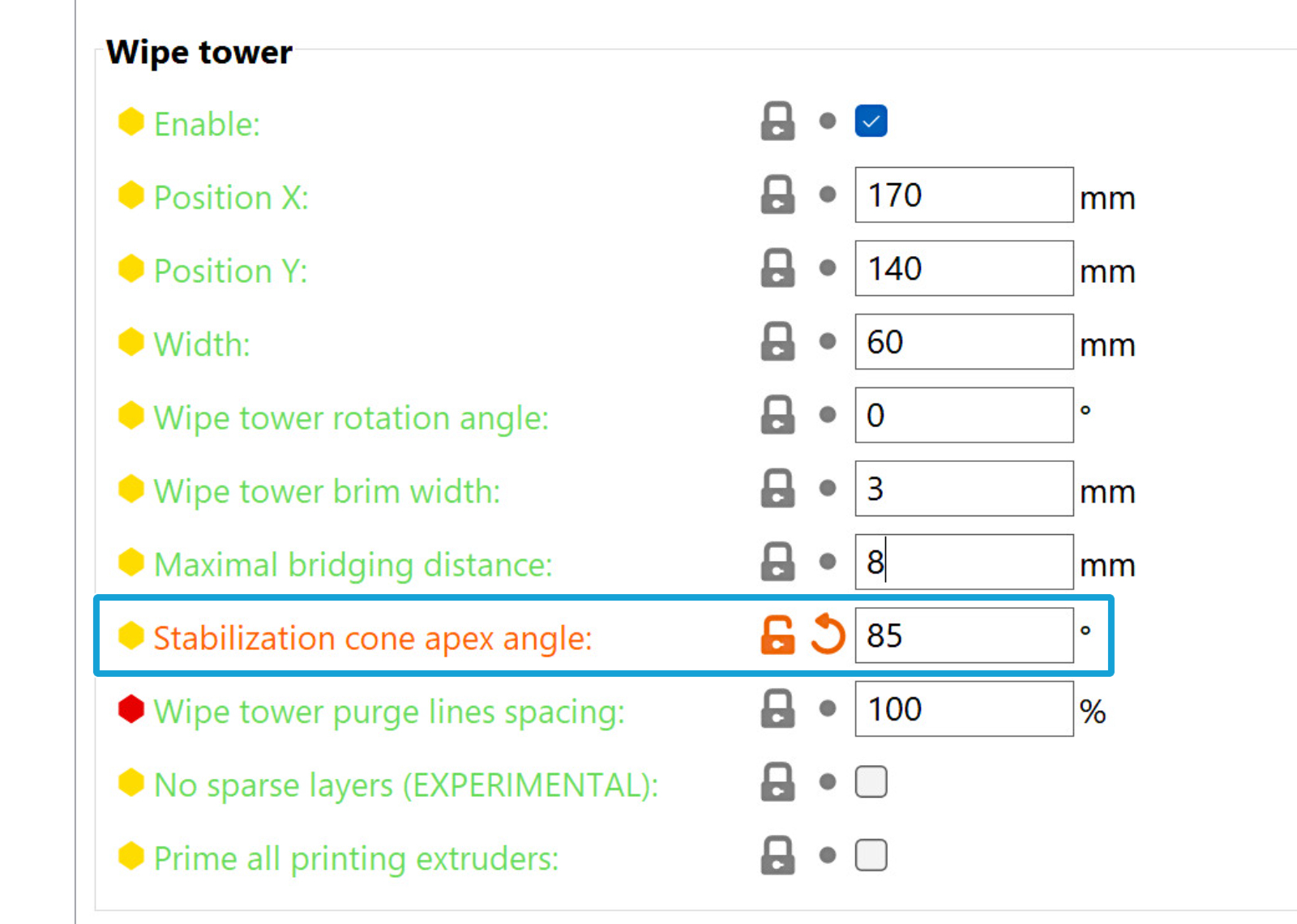
Pour augmenter la stabilité et la surface inférieure de la tour principale, il est possible d'ajouter une forme conique qui se combinerait avec la forme de la tour d'amorçage. L'angle au sommet de ce cône peut être réglé entre 0 et 90 degrés, dans Réglages d'impression -> Extrudeurs multiples, avec un angle plus grand signifiant que la base du cône est plus grande et la tour principale plus stable.
PLA + PETG
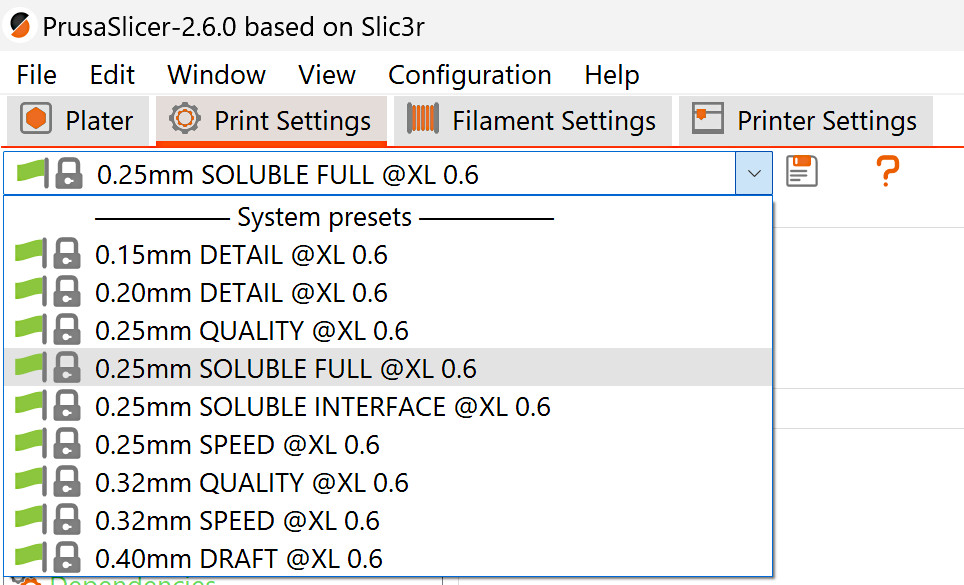
Le PETG a été testé avec succès avec des supports PLA, ainsi que du PLA avec des supports PETG. Pour cela, le réglage d'impression de PrusaSlicer doit être soluble complet.
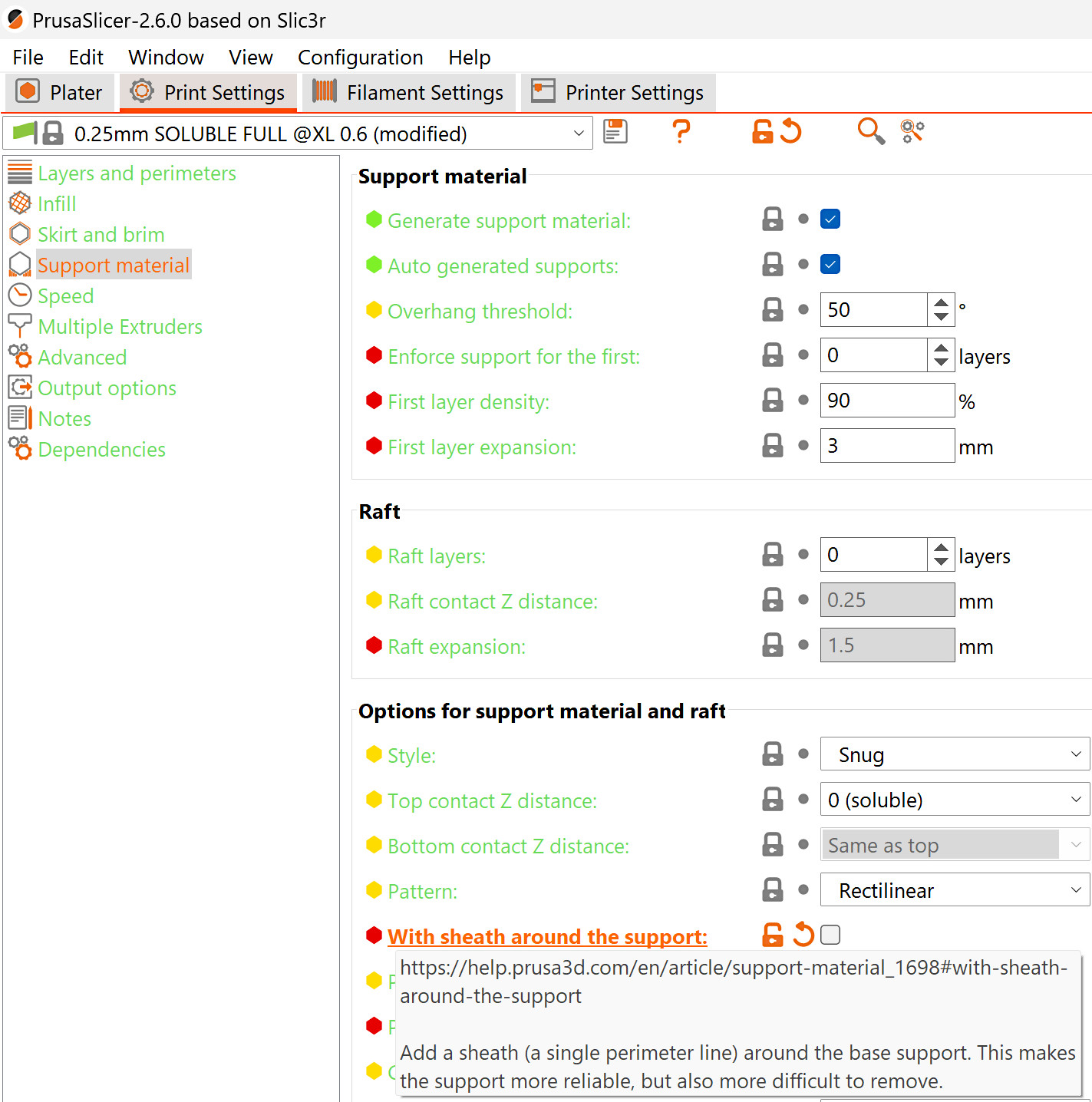
Par défaut, une gaine solide (une paroi d'un périmètre d'épaisseur) sera généré autour des supports définis comme solubles, ce qui rendra leur retrait très difficile. Nous vous recommandons de désélectionner ce réglage, dans les Réglages d'impression -> Supports.
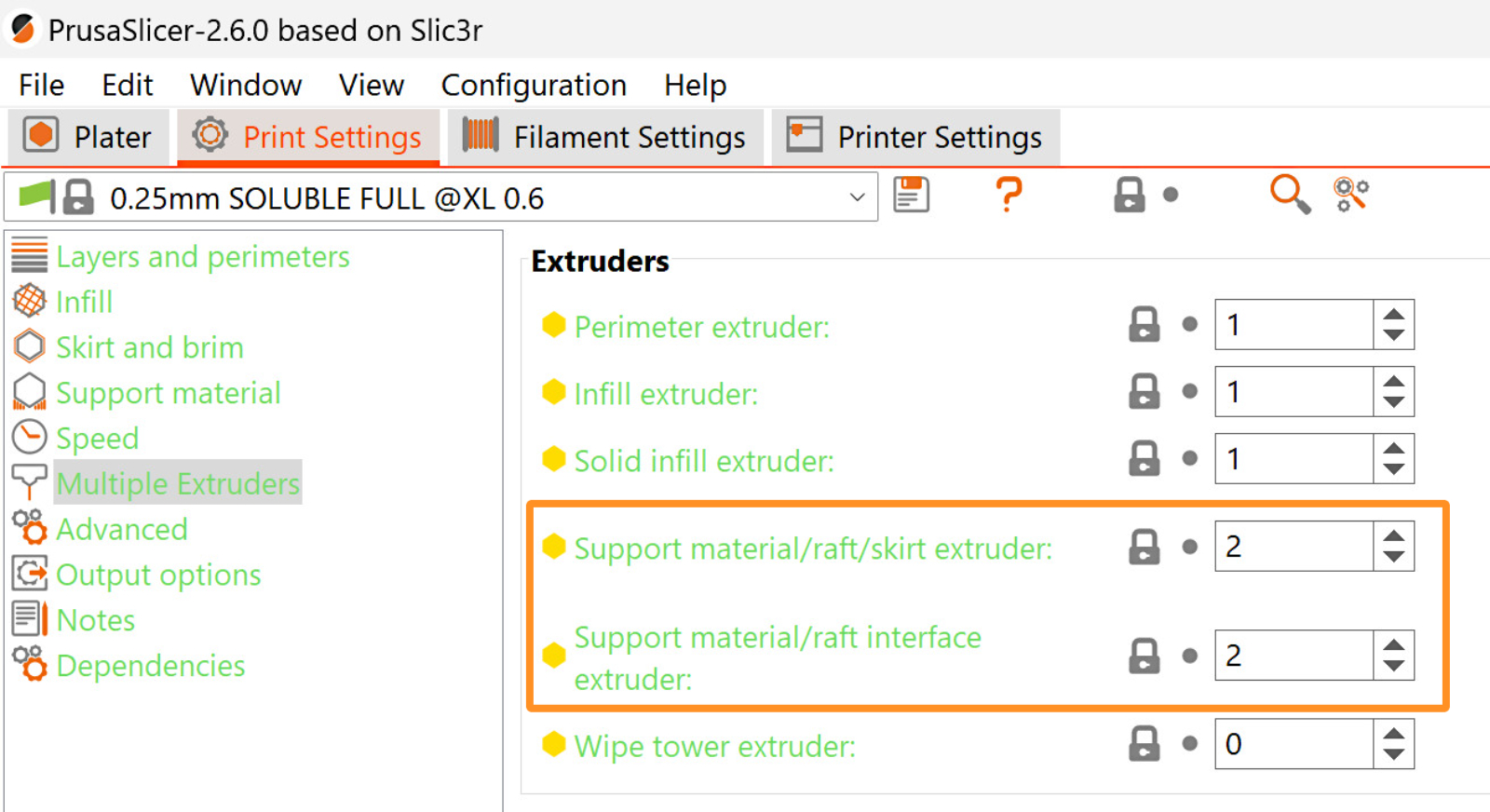
Par défaut, le matériau de support est défini sur l'extrudeur 2. Si nécessaire, vous pouvez modifier cela en sélectionnant l'option extrudeur pour support/radeau/jupe et l'extrudeur pour l'interface des supports/du radeau dans les Réglages d'impression -> Extrudeurs Multiples.
Cette fonctionnalité ne peut être utilisée qu'avec des Supports Organiques lors de l'utilisation d'une Tour de nettoyage. Le remplacement de l'extrudeur des supports par un autre style de support qu'Organique désactivera la tour de nettoyage.
Filament flexible
En raison de leur mollesse, les filaments flexibles nécessitent une attention particulière lors du chargement. Si vous décidez d'utiliser un filament flexible, suivez les instructions dans la vidéo ci-dessous :
Autres réglages de PrusaSlicer
Température du plateau chauffant
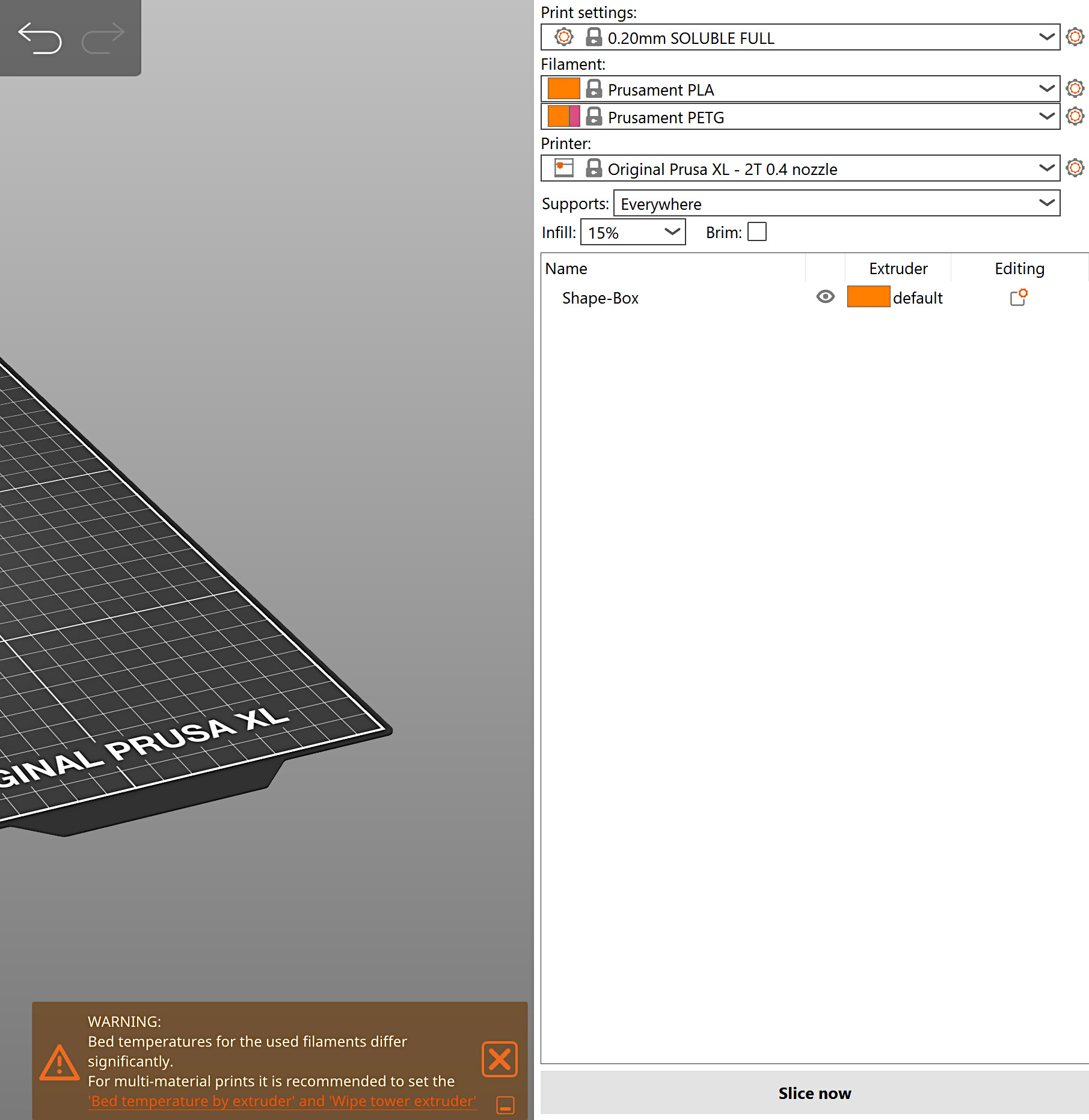
Par défaut, sur la première couche, la température du plateau chauffant est basée sur le premier matériau chargé dans l'impression ; à partir de la deuxième couche, elle est basée sur le premier filament chargé sur la deuxième couche. Selon la combinaison de filaments, cela peut générer des problèmes, comme un manque d'adhérence.
PrusaSlicer affiche un avertissement dans le cas où les températures du plateau chauffant diffèrent considérablement.
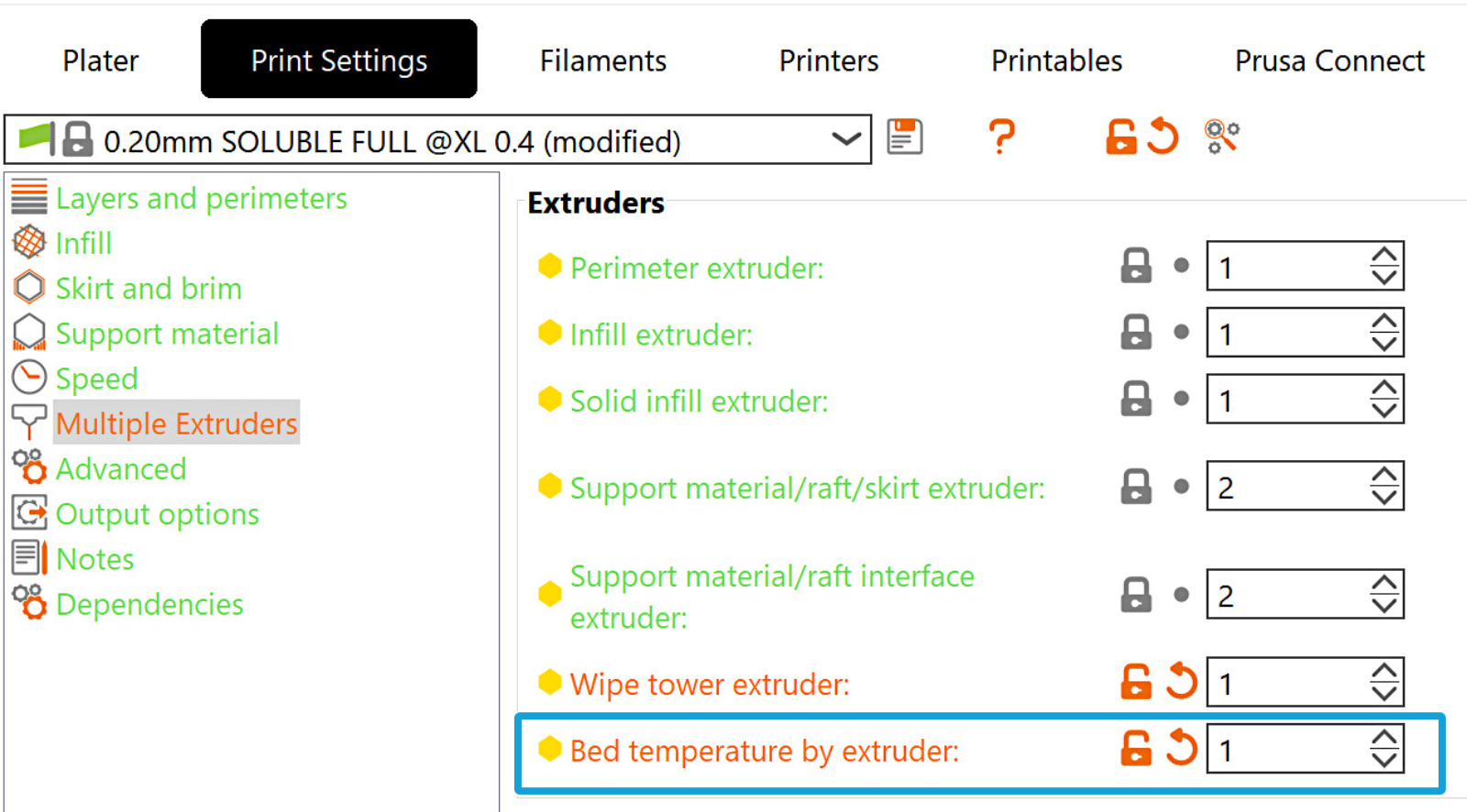
Pour modifier ce réglage, accédez à l'option dans Réglages d'impression -> Extrudeurs multiples -> Extrudeurs -> Température du plateau par extrudeur.
Le réglage spécifie l'extrudeur à considérer pour la température du plateau. Le régler à zéro utilise la logique par défaut selon laquelle la température de la première couche est toujours basée sur le premier extrudeur qui imprime, et la température du plateau de toutes les autres couches est basé sur le premier extrudeur qui imprime la deuxième couche.
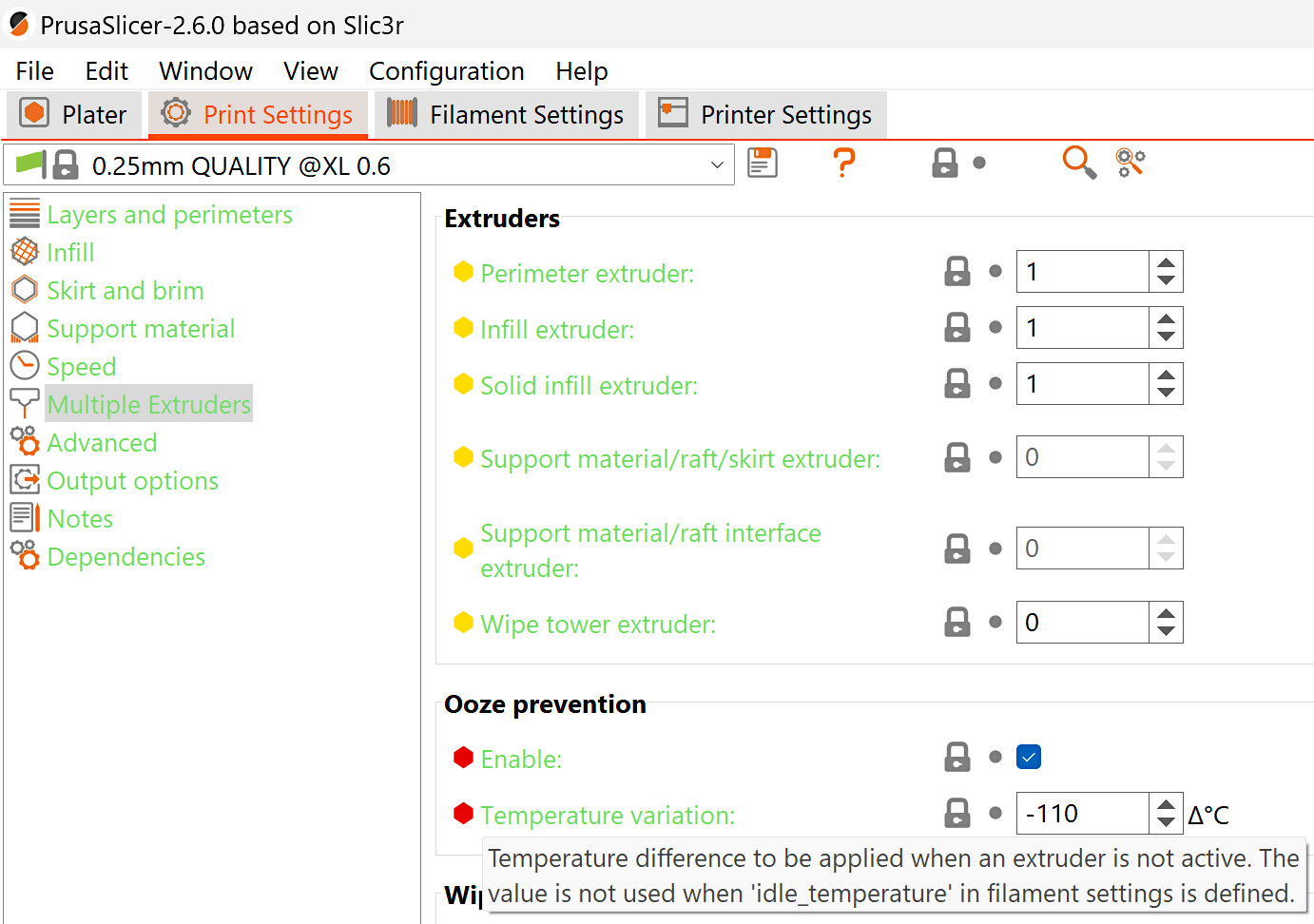
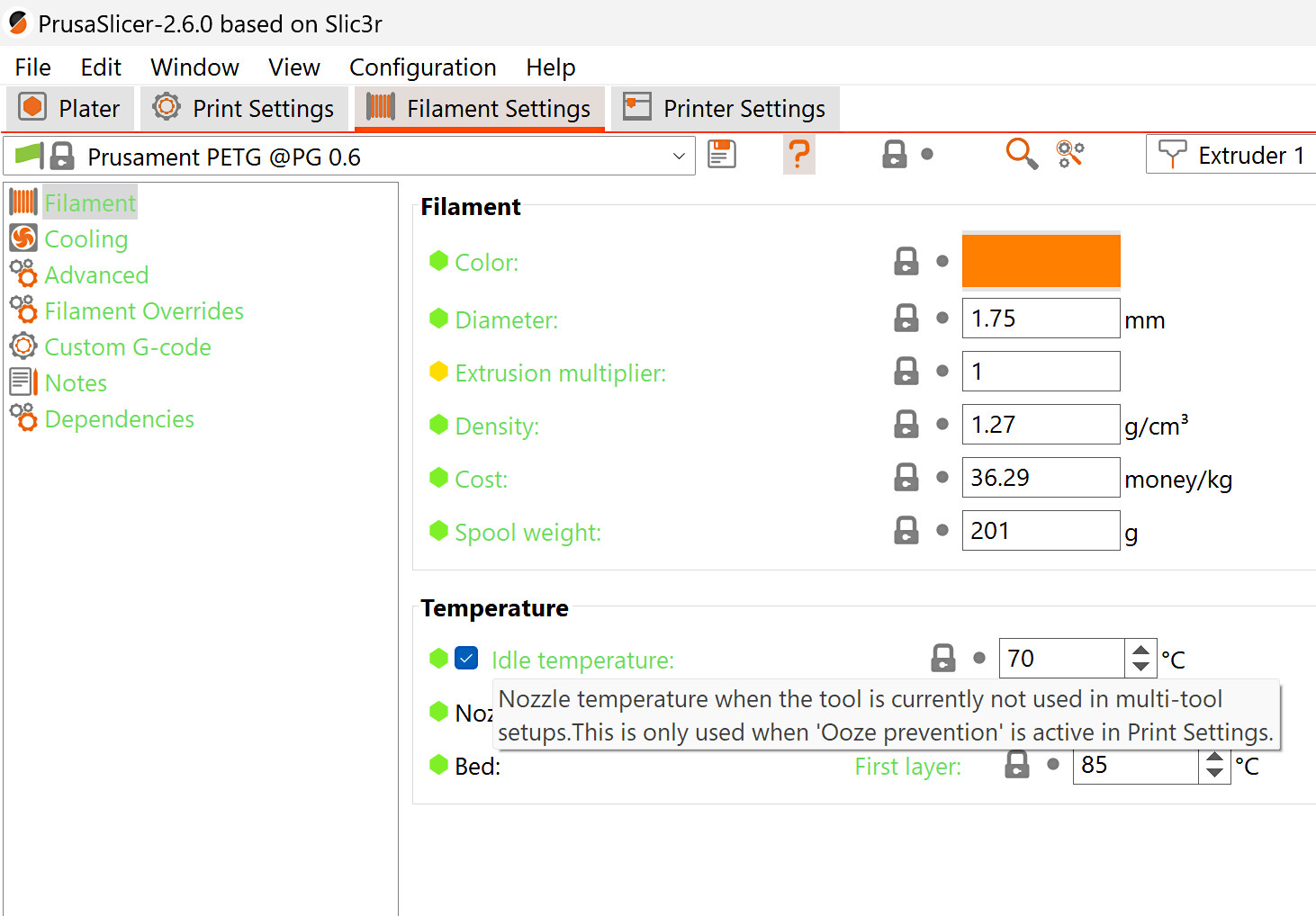
Prévention des coulures
Dans PrusaSlicer, dans Réglages d'impression -> Extrudeurs Multiples, laissez la prévention des coulure activée. Cela permettra à la température de repos des Réglages du filament -> Filament -> Température de repos de rester à la meilleure température de repos pour le filament considéré. La température du réglage de température de repos a la priorité sur la variation de température du réglage de prévention des coulures.
Si la prévention des coulures est désactivée, toutes les extrudeurs resteront à leur température d'impression pendant toute la durée de l'impression. Cela entraîne un suintement important, une dégradation du matériau dans la zone de fusion et éventuellement un colmatage des buses.
 |  |
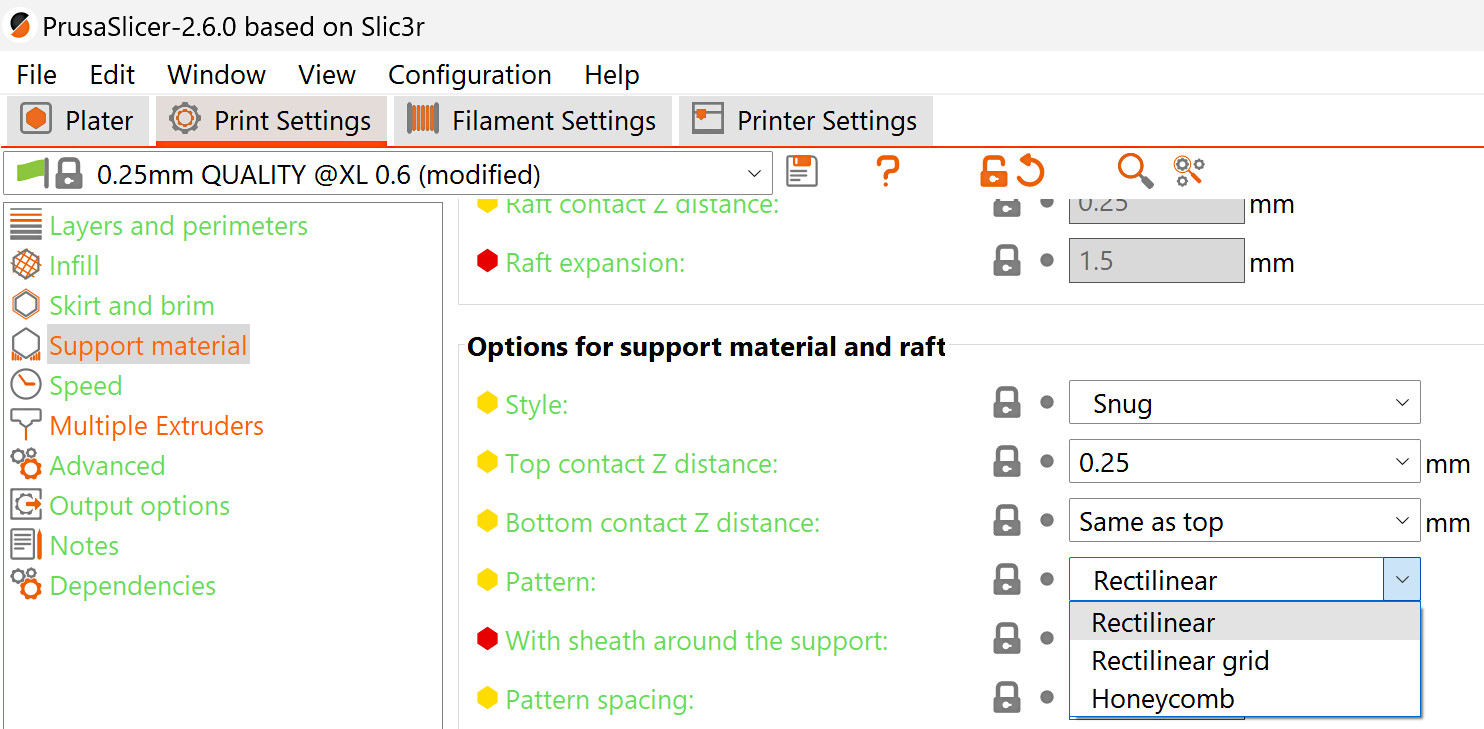
Considérations sur les styles de support
Lors de l'utilisation de supports ajustés, vérifiez dans l'objet découpé les parties de supports qui pourraient être très hautes et fines, car elles pourraient tomber ou se casser au milieu de l'impression. Si vous les remarquez dans votre objet découpé, nous vous recommandons de changer le motif de support, et/ou de modifier le style de support en grille.
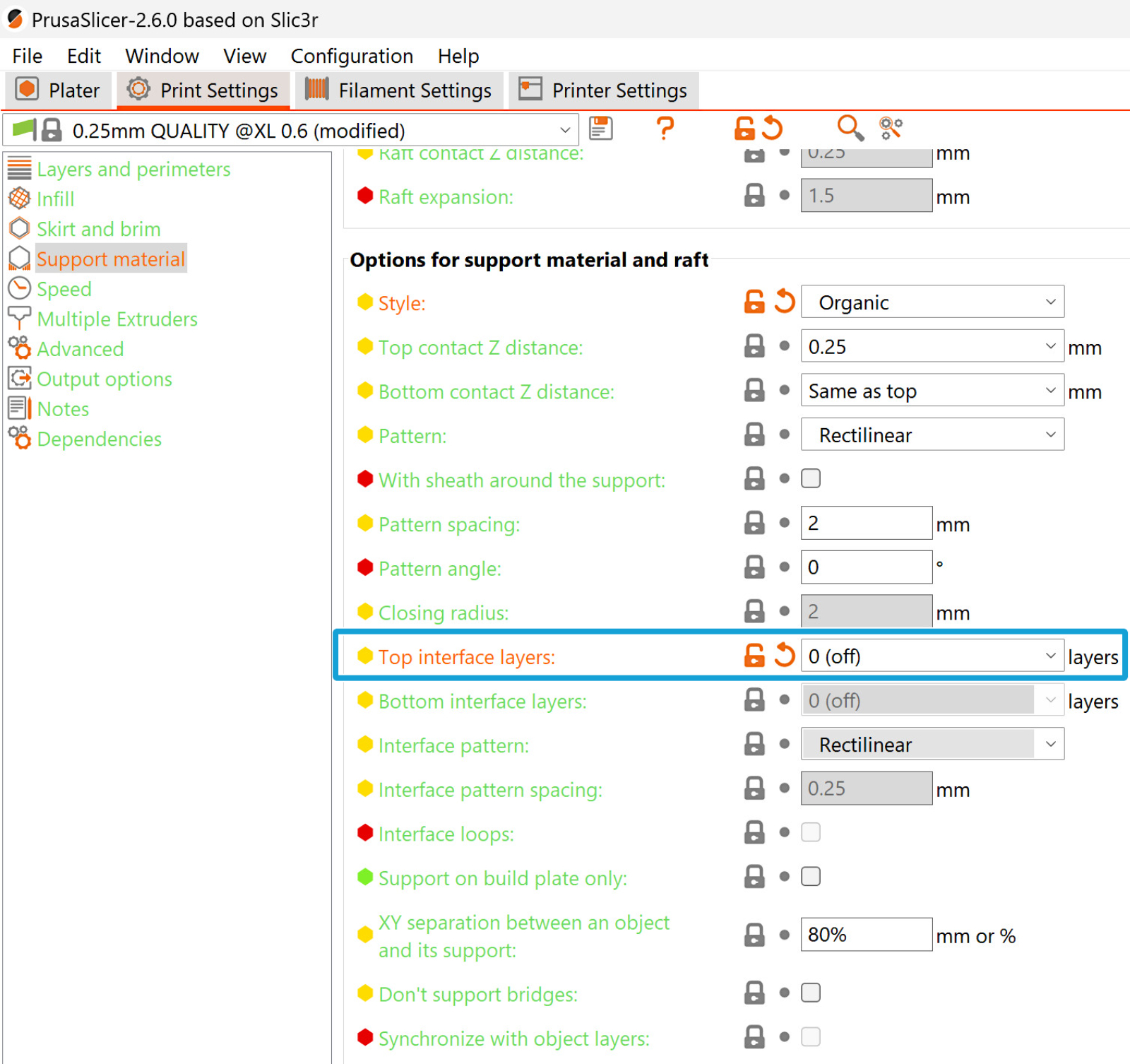
Lors de l'utilisation de supports organiques, n'utilisez pas de couches d'interface, ou elles créeront des artefacts non imprimables.