Après avoir terminé avec succès la construction de votre mise à niveau Original Prusa MMU3 et parcouru le 11. Premier lancement du manuel d'assemblage, vous devriez être prêt. Cependant, si vous rencontrez des problèmes persistants, nous avons dressé une liste de contrôle indiquant quelle peut être la source du problème.
Calibrations nécessaires
Avec les centaines de changements de filament pouvant être effectués dans une seule impression MMU, le système doit savoir à tout moment où se trouve chaque filament. Pour cela, deux capteurs doivent être correctement installés.
Sur la MK3/S/+ et la MK3.5, vous pouvez voir s'ils se déclenchent correctement dans le menu LCD sous Support -> Info Capteur. Chacun devrait provoquer un "1" lorsque le filament est présent et "0" quand il ne l'est pas.
Sur les MK3.9/4, vous pouvez ajouter les statuts du capteur de filament et de la superFINDA en pied de page en allant dans le Menu LCD -> Réglages -> Interface utilisateur -> Pied de page. Ils afficheront "OFF" lorsqu'aucun filament n'est chargé, et "ON" lorsque le filament est chargé.
Calibration du capteur de filament IR
Il s'agit de l'un des deux capteurs du MMU3, situé sur l'extrudeur de l'imprimante.
Pour les MK3S/+ et MK3.5, assurez-vous que le mécanisme de votre capteur de filament IR est correctement calibré avant d'imprimer.
Si vous rencontrez des problèmes avec le capteur de filament des MK3.9/4, consultez les étapes de dépannage ici : Capteur de filament du Nextruder (CORE One, CORE One L, MK4/S, MK3.9/S, XL).
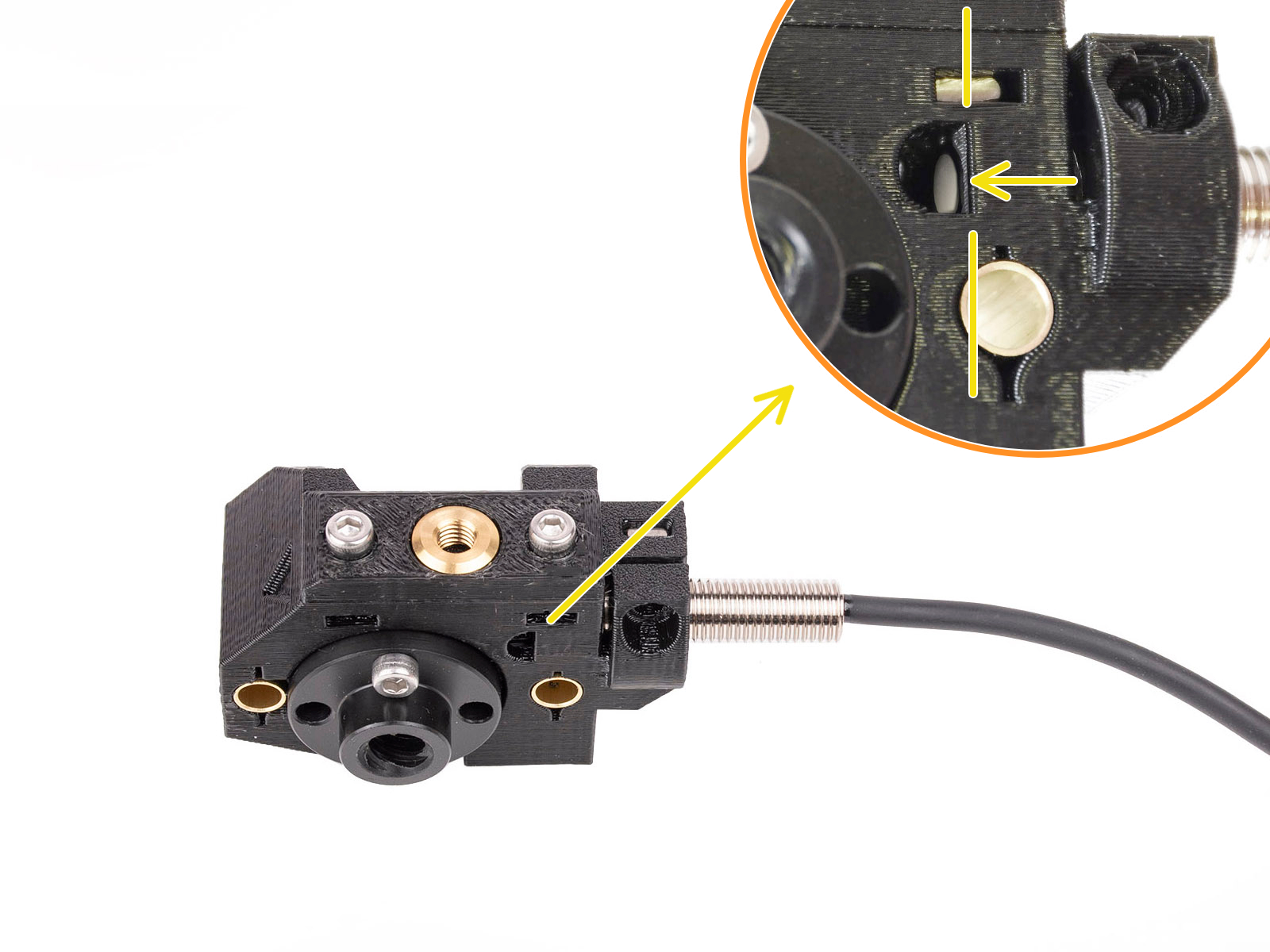
Calibration de la sonde SuperFINDA
La SuperFINDA est le deuxième capteur du MMU3. Sa position est cruciale pour assurer le bon fonctionnement. Son assemblage peut également accumuler des débris ou des cheveux d'ange provenant des changements de filament. Assurez-vous que l'extrémité de la superFINDA est alignée avec l'ouverture en forme de D, comme indiqué ci-dessous.
Configurations matérielles
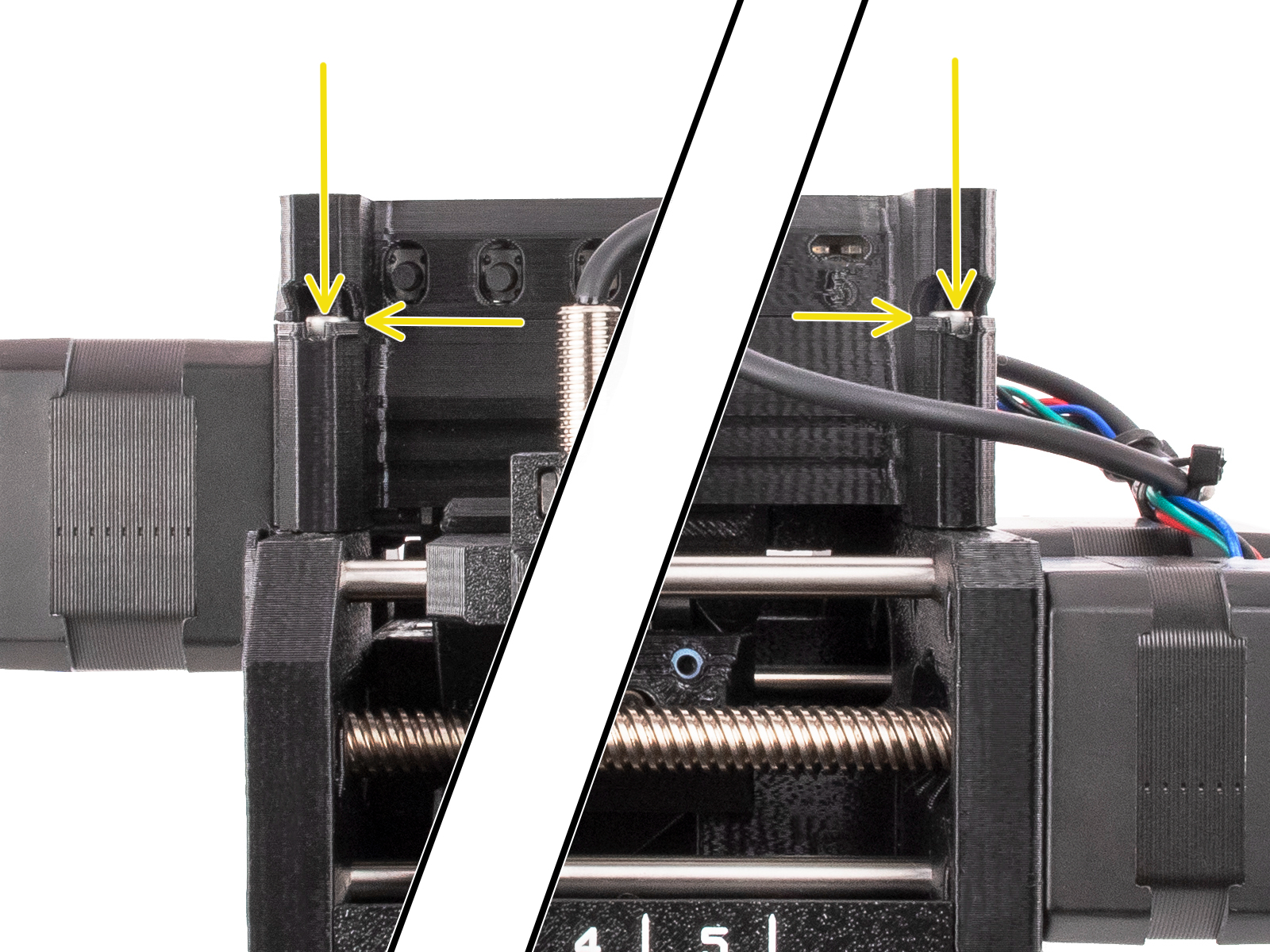
Tension des vis de l'Idler
Tout comme la vis de l'idler de l'extrudeur, ses homologues du MMU3 doivent être serrées correctement. Si la vis est trop serrée, l'idler aura du mal à déterminer sa position d'origine et l'unité MMU ne fonctionnera pas correctement. Un serrage excessif peut également provoquer un "étranglement" des poulies avec le filament. Si les vis sont trop desserrées, l'unité MMU pourrait avoir du mal à saisir correctement les filaments. Pour trouver la tension parfaite, ajustez les deux vis de tension de l'idler de sorte que le haut de la tête de vis soit légèrement au-dessus de la surface supérieure du corps de l'idler.
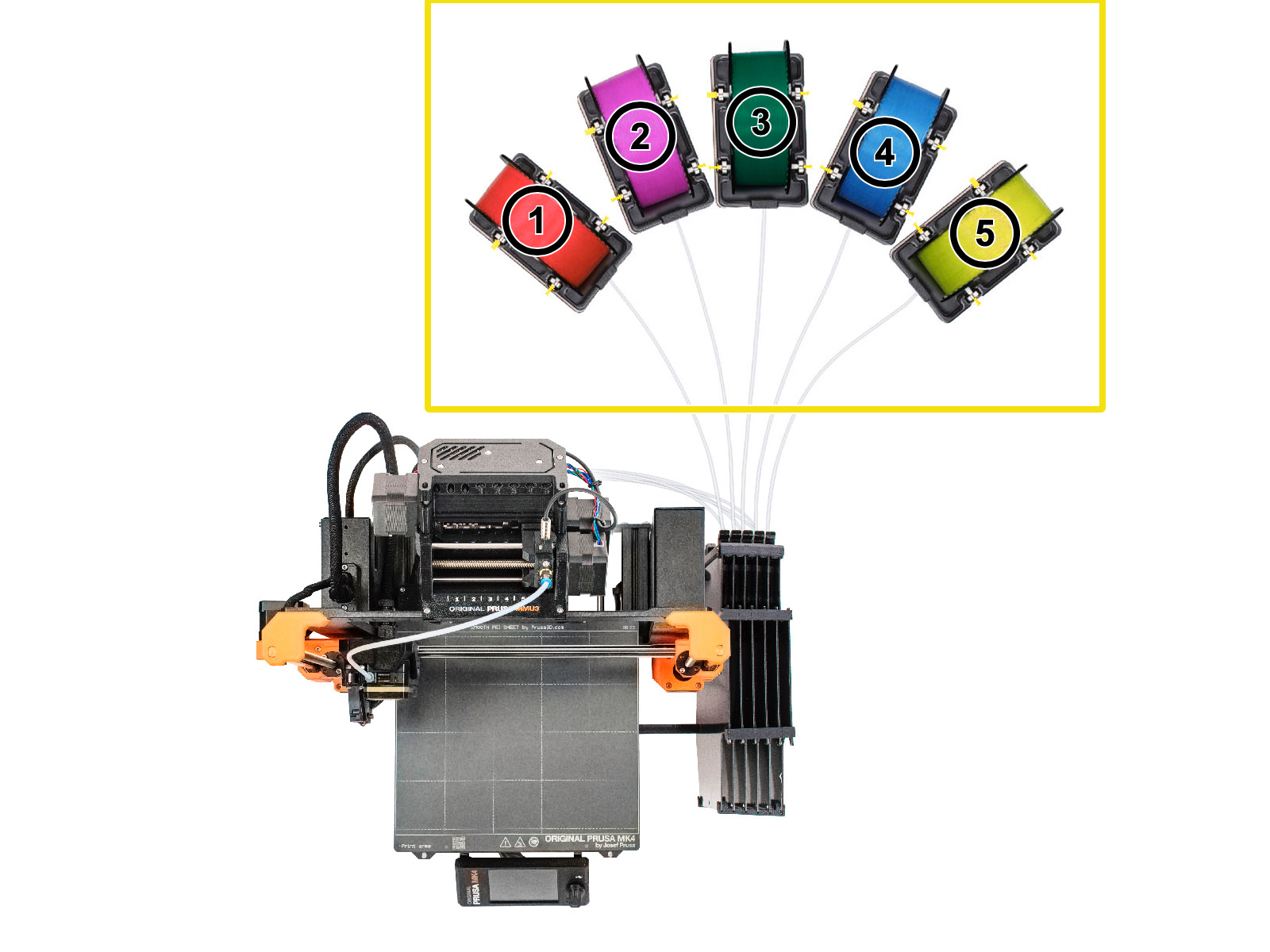
Bobines et positionnement du tampon
Les supports de bobine ne doivent pas être trop proches les uns des autres. Idéalement, les bobines doivent être positionnées comme décrit et indiqué dans le manuel (photo ci-dessous).
Contrôle de l'assemblage
Roulements de l'idler
Les cinq roulements dépassant du cylindre de l'idler doivent tourner librement sur leurs arbres. Si ce n'est pas le cas, vous pouvez toujours retirer et inspecter le roulement en poussant l'arbre du côté opposé où il est inséré. Utilisez une tige ou une clé Allen d'au moins 100 mm (~4 po) de long.

Fixation de l'idler sur l'arbre
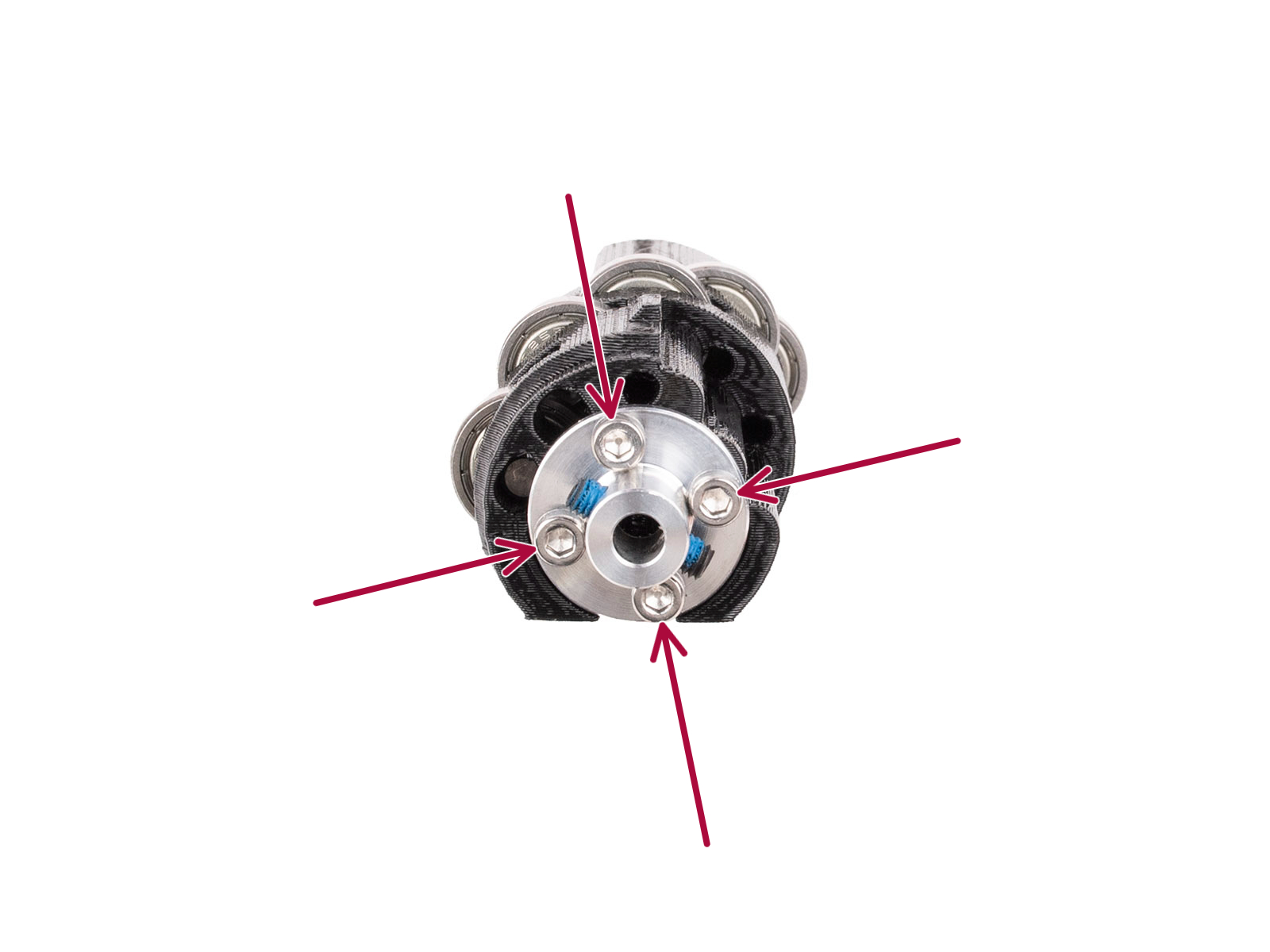
Un coupleur métallique relie l'idler et le corps de l'idler. Assurez-vous que les quatre vis M3x10 sont bien serrées. Utilisez ensuite une clé Allen de 2 mm pour vérifier si la vis de blocage est bien serrée sur la partie plate de l'arbre du moteur. Après cela, assurez-vous que l'idler tourne librement
 |  |
Aligner les poulies
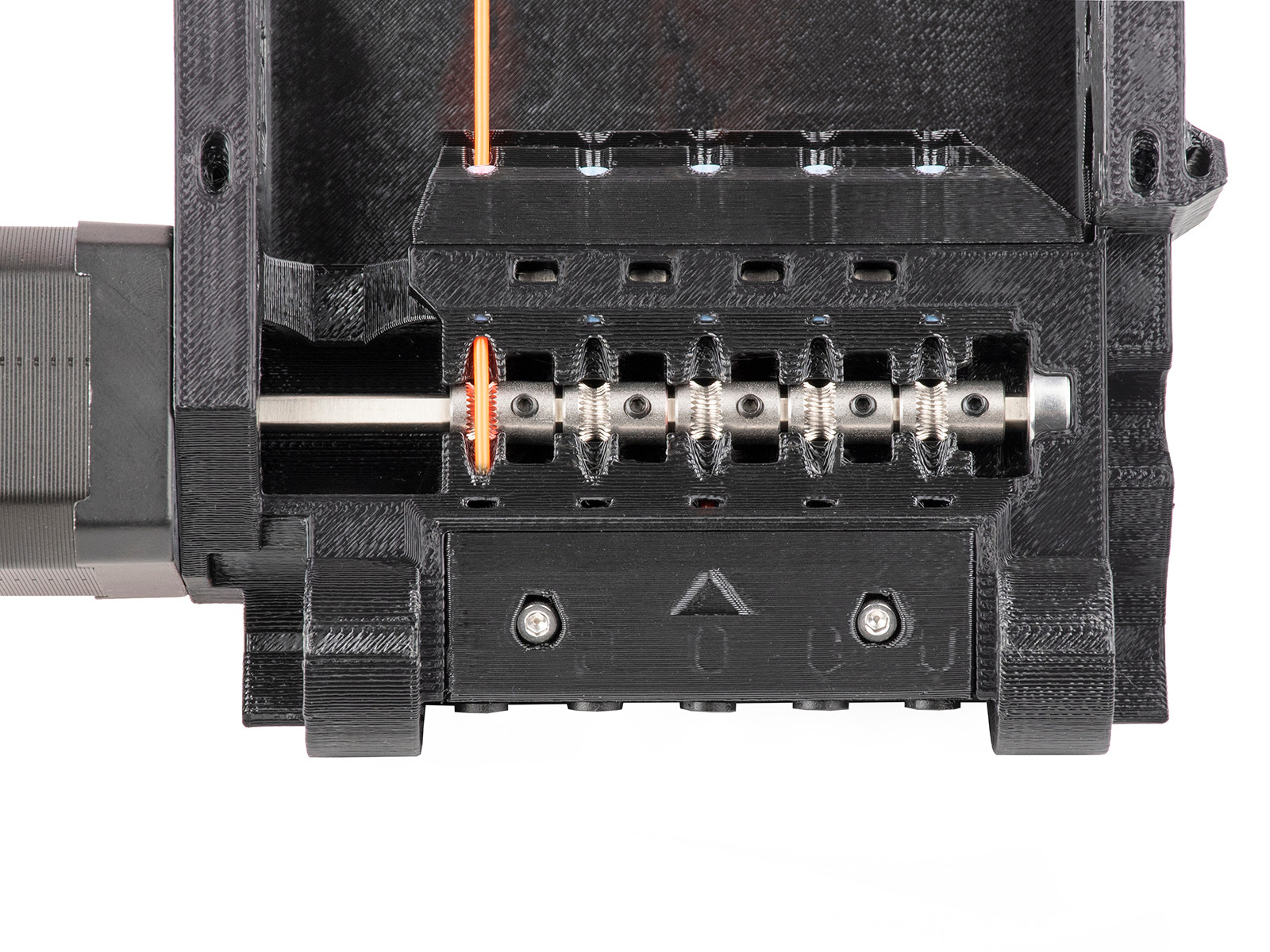
Les filaments sont poussés à travers l'unité MMU3 à l'aide de 5 poulies taillées, montées sur l'arbre long du moteur des poulies. Les vis de blocage doivent être :
- Orientées sur le côté gauche des dents, à l'écart du moteur des poulies..
- Parfaitement alignées avec les trous de filament et le filament, comme le montre la photo ci-dessous.
- Fixées par la petite vis de blocage noire contre le côté plat de l'arbre du moteur des poulies.
Collets noirs
Les tubes PTFE qui guident les filaments dans l'unité MMU sont maintenus en place par 5 collets. Les collets doivent être fixés pour que les tubes PTFE ne tombent pas pendant l'impression, les collets doivent être fixés. N'oubliez pas que le PTFE est libre lorsque le collet est enfoncé et fixé lorsque le collet est tiré.
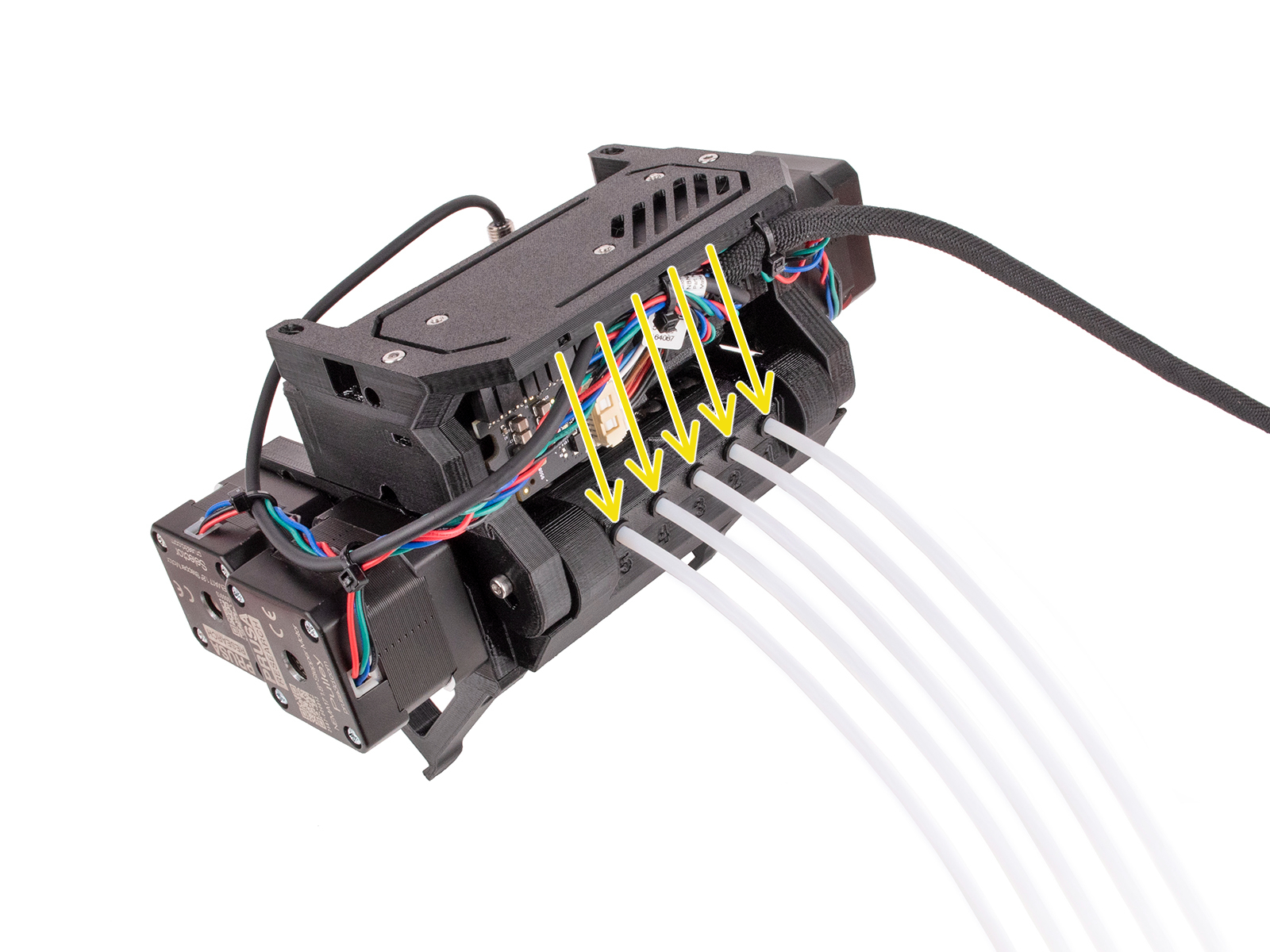
Orientation des tubes PTFE courts
Une fois le filament saisi par la poulie taillée, il est poussé dans l'un des cinq tubes PTFE de 19 mm (0,75 pouce) de long. Ces tubes sont chanfreinés à une extrémité, ce qui offre un espace supplémentaire pour le filament déchargé, car la pointe peut être légèrement plus épaisse que le reste du filament. Donc, l'extrémité chanfreinée doit être tournée vers l'extérieur, à l'écart des poulies.
Lame du sélecteur
Assurez-vous que la petite lame censée couper les fils de filaments est fixée en place avec une vis M3x10 et que la lame est bien en place.
Les réglages du slicer
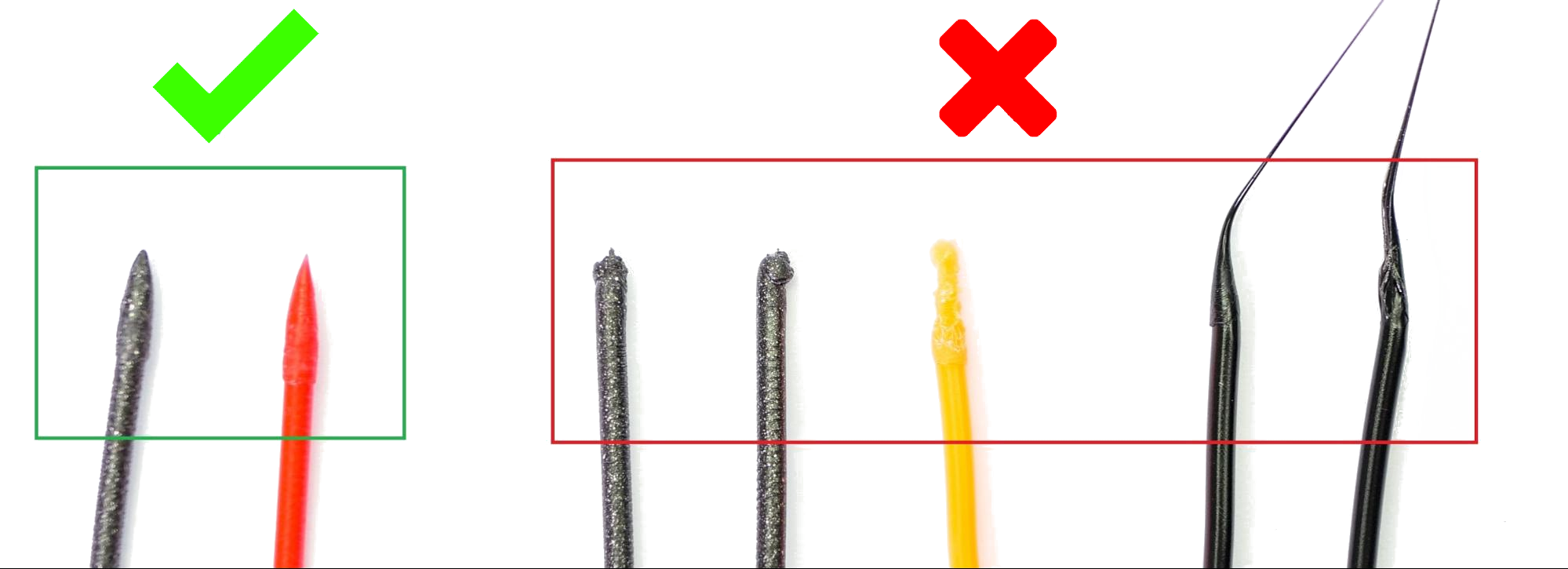
La forme de la pointe du filament est très importante pour une impression MMU3 réussie. La pointe doit être pointue mais sans aucune protrusion ou cheveux d'ange. Le diamètre de la pointe peut être légèrement plus grand que le reste du filament, mais pas de beaucoup.
Tout d'abord, essayez d'ajuster la température de la hotend (augmentez-la ou diminuez-la par paliers de 2°C), ce qui résoudra le problème dans la plupart des cas. Vous pouvez le faire pendant l'impression dans le menu Régler ou lors du découpage du modèle.
Si le problème persiste, retournez sous PrusaSlicer et augmentez le nombre de déplacements de refroidissement de 2 ou 3 dans les Réglages du filament -> Avancé -> Nombre de mouvements de refroidissement). De plus, vous pouvez essayer d'augmenter la vitesse de déchargement par pas de 10 mm/s dans les Réglages du filament -> Avancé -> Vitesse de déchargement.
Impressions de test
Si vous êtes sûr que tous les problèmes potentiels mentionnés ci-dessus ont été évités, n'hésitez pas à tester l'un des Objets d'Exemple du MMU3.