Français
Login
Imprimantes 3D
Matériaux
Pièces & accessoires
Pour les Entreprises
Logiciel
Modèles 3D
Communauté
Aide
Cours
Blog
Entreprise
Support
Original Prusa i3 MK2.5
Entretien de l'imprimante
Comment post-traiter des pièces imprimées | Commencer l'assemblage
1. Commencer l'assemblage
Étape 1 sur 15 (Chapitre 4 sur 7)
Contenu
Commentaires
Difficulté
Modéré
Langues disponibles
Commencer l'assemblage
Télécharger la guía en PDF
Contenu
Entretien de l'imprimante
Comment remplacer une barrière thermique/un bloc de chauffe/un dissipateur thermique (MK3/MK2.5)
Comment remplacer un tube PTFE (MK3/MK2.5)
Comment couper un tube PTFE - Multi Material
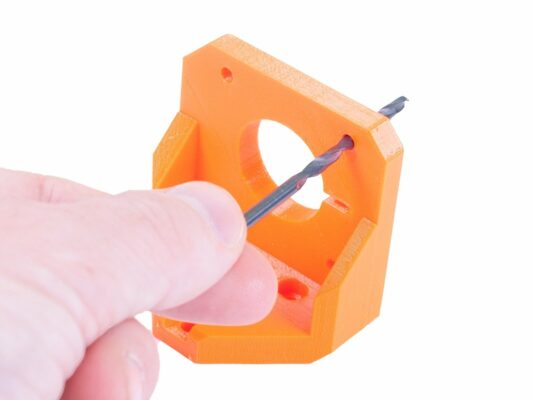
Comment post-traiter des pièces imprimées
Commencer l'assemblage
Pourquoi post-traiter des pièces imprimées ?
Assemblage du roulement
Outils optionnels pour le post-traitement
Desserrage de l'extruder-body
Post-traitement général (trucs et astuces)
Post-traitement général (trucs et astuces)
Post-traitement des pièces de l'axe Y
Post-traitement des pièces de l'axe X
Post-traitement des pièces de l'axe X
Post-traitement des pièces de l'axe E
Post-traitement des pièces de l'axe E
Post-traitement des pièces de l'axe E
Post-traitement des pièces de l'axe E
Post-traitement des pièces du LCD
Comment remplacer une thermistance de la hotend (MK2S)
Comment couper un tube PTFE - Imprimantes Original Prusa
Remplacement de la feuille PEI sur la (MK3S/MK3/MK2.5S/MK2.5)
Commentaires
Se connecter
pour poster un commentaire
Aucun commentaire