Nedostatečnou extruzi (under extrusion) můžete poznat podle toho, že na jednotlivých vrstvách tisku není dostatek materiálu. Tištěné objekty tak mohou být křehké a mít tendenci se rozbít. Důvodů může být několik a měli byste si uvědomit, zda jste na tiskárně nedávno provedli nějaké změny (nebo naopak dlouhou dobu neprobíhala žádná údržba), toto může být příčina.
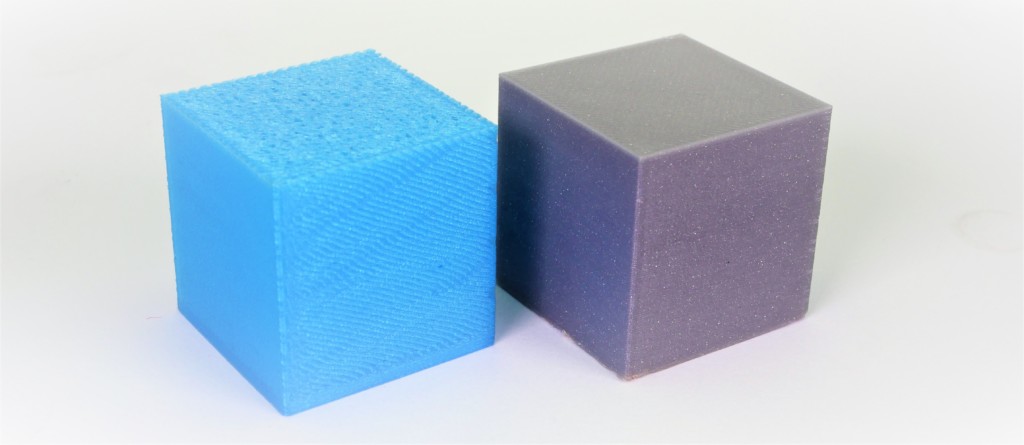 Příklad výrazně nedostatečné extruze (levá kostka) a normálního tisku (pravá kostka).
Příklad výrazně nedostatečné extruze (levá kostka) a normálního tisku (pravá kostka).
Nejčastější příčiny nedostatečné extruze:
- Příliš nízká kalibraci první vrstvy
- Nastavení Sliceru
- Tryska
- Ozubená kolečka extruderu
- Nedostatečné chlazení hotendu
- Filament
Příliš nízká kalibraci první vrstvy
Zkontrolujte, zda byla kalibrace první vrstvy provedena správně. Nedostatečnou přilnavost filamentu k podložce nekompenzujte přílišným stlačením první vrstvy. Pokud je tryska příliš blízko k tiskovému plátu, může dojít k zablokování extruze filamentu. Doporučujeme provést kalibraci první vrstvy pokaždé, když přemístíte tiskárn, nebo při jakékoli údržbě hotendu, například při výměně trysky. Při výměně ocelového tiskového plátu z texturovaného na hladký je také nutné překalibrovat první vrstvu kvůli rozdílné tloušťce plátů. Z tohoto důvodu jsme zavedli Profily vyhřívaných podložek.
Nastavení sliceru
Každý profil v PrusaSliceru obsahuje nastavení, které určuje teplotu, rychlost tisku a množství filamentu, které by měla 3D tiskárna extrudovat. Tiskárna neposkytuje žádnou zpětnou vazbu o tom, kolik filamentu skutečně prochází tryskou. Je možné, že dojde k extruzi méně filamentu, než předpokládá firmeware. V takovém případě se mohou objevit mezery mezi vytištěnými vrstvami.
Ujistěte se, že je tiskárna nastavena v PrusaSliceru spuštěním Průvodce nastavením, a že jako výchozí bod používáte profil filamentu, který je přizpůsoben vaší tiskárně, typu filamentu a velikosti trysky.
Tryska
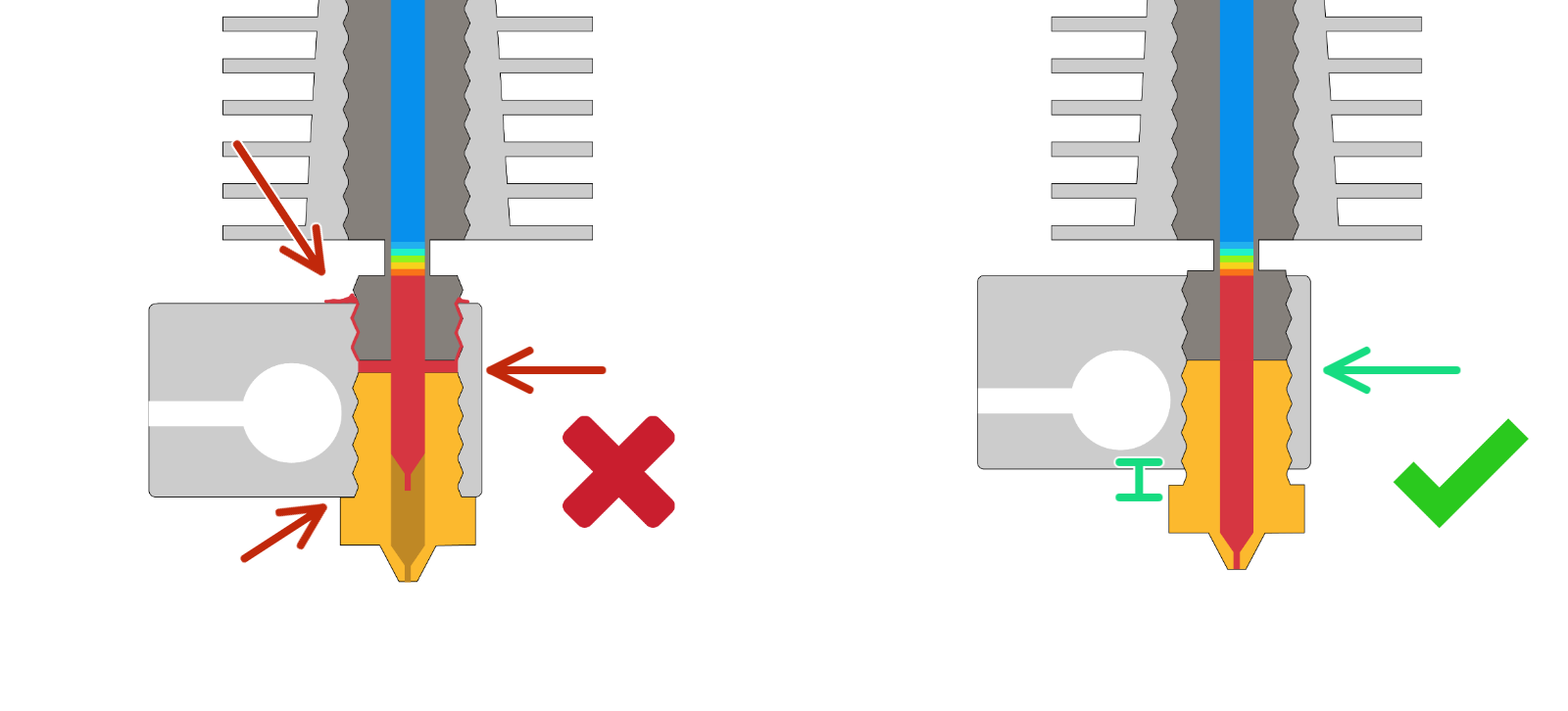
Pokud jste někdy odmontovávali trysku z hotendu, zkontrolujte, zda je správně namontována zpět. Podívejte se prosím na specializovaný návod pro váš hotend:
Nesprávná instalace může způsobit ucpávání a netěsnosti. Tryska musí být dotažena po zahřátí a mezi tryskou a topným blokem musí být mezera. Zkontrolujte také, zda není poškozen extruder a hotend, např. termistor nebo topné dráty, nebo zda není ohnutý heatbreak (pouze u hotendu V6).
Použití speciálních trysek
Pokud používáte speciální trysky, jako jsou trysky z tvrzené oceli nebo korozivzdorné oceli atd., může být nutné zvýšit teplotu trysky při tisku, obvykle o 5-10 °C. Ocel má jiné tepelné vlastnosti než mosaz, což může ovlivnit výsledek tisku, především přilnavost mezi vrstvami. Všimněte si však, že vyšší teploty mohou také vést ke zvýšenému stringování. Pokud problém přetrvává, zkuste vyměnit trysku za původní mosaznou trysku o průměru 0,4 mm a zjistěte, zda se tím něco změní.
Kromě toho, ne všechny velikosti trysky jsou vhodné pro všechny typy filamentů. Filamenty obsahující dřevěné nebo kovové částice nejsou vhodné pro trysky menší než 0,4 mm a některé vyžadují ještě větší trysky, například 0,6 nebo 0,8 mm. Pro další informace se prosím podívejte na článek Různé typy trysek.
Ozubená kolečka extruderu
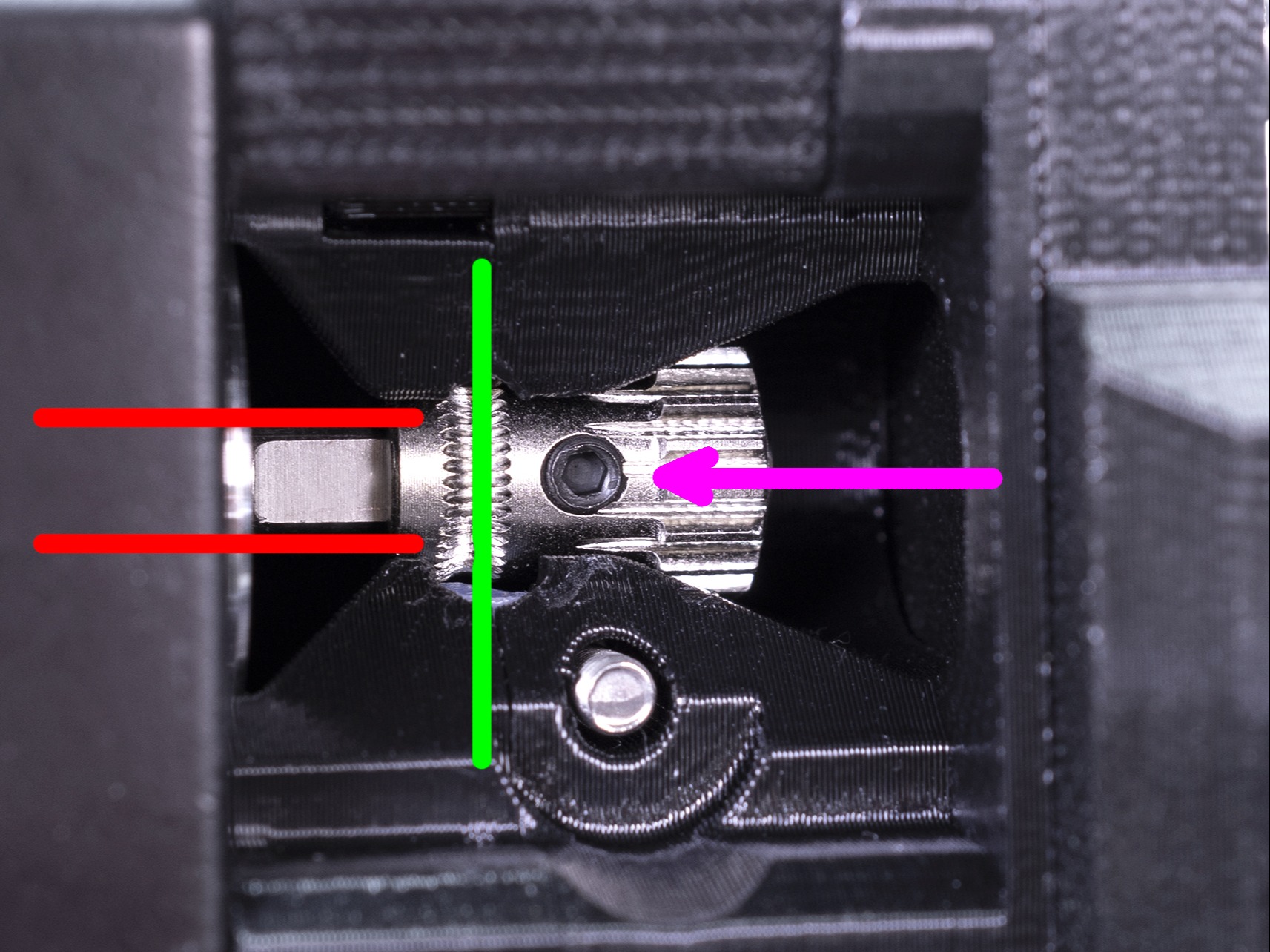
Zkontrolujte obě ozubená kolečka Bondtech, zda nejsou znečištěná nebo špatně sestavená, aby bylo možné protlačit skrze ně filament. Pro detailní informace se prosím podívejte na Kontrola/vyrovnání podávacích koleček (MK3S/MK2.5S).
Kromě toho se ujistěte, že je Napětí přítlačného šroubku správně dotaženo. Příliš volný nebo příliš utažený šroub přítlačné kladky může mít za následek nedostatečnou extruzi.
 |  |
Nedostatečné chlazení hotendu
Velmi důležitá je kontrola "zóna tání" filamentu. Při nedostatečném chlazení se může filament začít tavit příliš daleko od trysky. Zkontrolujte, že je ventilátor extruderu nainstalován ve správné orientaci a zda není zablokován kouskem filamentu nebo jinými nečistotami.
Pokud máte tiskárnu v enclosure, ujistěte se, že není teplota uvnitř příliš vysoká. Přehřívání může způsobovat Heat creep (přílišné zahřátí), kdy se filament začne tavit dříve, než se dostane k trysce.
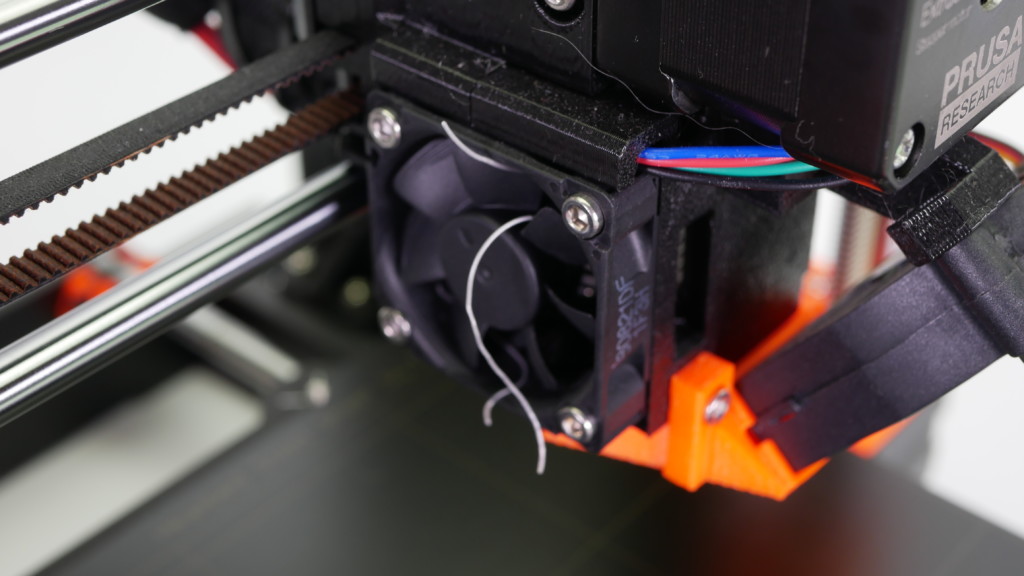
Příklad ventilátoru blokovaného filamentem.
Filament
Problémy mohou způsobit i příliš nízké nebo vysoké teploty tisku. Pokud značka a typ filamentu nejsou v konfiguraci v PrusaSliceru, můžete se pokusit upravit teplotu tisku o +/- 5-15 °C a zjistit, zda to problém vyřeší.
Některé speciální filamenty, jako je Flexibilní materiály, mohou vyžadovat mnoho testování a úprav, než je bude možné úspěšně vytisknout. Kompozitní materiály, jako je filament Woodfill, může vyžadovat trysku o průměru minimálně 0,6 mm, a výšku vrstvy 0,2 mm, aby se předešlo ucpávání. Pro kompozitní materiály, jako je kevlar nebo karbonové vlákno, jsou vyžadovány trysky z tvrzené oceli.
Tloušťka některých filamentů se může lišit také v důsledku kvality nebo příměsi materiálů, jako je dřevo, což vede k neočekávaným změnám objemu extrudovaného filamentu. Průmyslová norma pro toleranci průměru je +/- 0,05 mm.
Filamenty skladujte na suchém místě bez vlhkosti, protože zvlhlé filamenty mají negativní vliv na tisk, zejména rozpustné filamenty PETG a ABS. Pokud cívky nepoužíváte, doporučujeme je spolu se silikagelem uložit do originálního sáčku. Doporučujeme skladovat filament na suchém místě a nejlépe v "dry boxu".
Nesprávné zavedení/vyjmutí
Při zavádění nového filamentu s nižší požadovanou teplotou, předehřejte trysku na teplotu požadovanou pro předchozí typ použitého filamentu. Jinými slovy, vždy byste měli použít nejvyšší teplotu pro používaný filament, protože jeho zbytky jsou s největší pravděpodobností stále v hotendu. Pokud jste například tiskli z ABS nebo PETG a nyní chcete tisknout s PLA, zaveďte filament PLA při teplotě ABS nebo PETG. Nově zavedený filament tak může vytlačit starý.