- English
- Italiano
- Polski
- Français
- Home
- Über Ihren Drucker
- Druckereigenschaften
- Accelerometer (MK4/S, MK3.9/S) (Beschleunigungsmesser)
Accelerometer (MK4/S, MK3.9/S) (Beschleunigungsmesser)
- Druckerbeschreibung
- Druckereigenschaften
- Accelerometer (MK4/S, MK3.9/S) (Beschleunigungsmesser)
- X-Achse
- Y-Achse
- Ergebnisse
- Helligkeitseinstellung (SL1)
- Buddy firmware-spezifische G-Code-Befehle
- Objekt abbrechen (MK4, MK3.9, XL, MINI/+)
- Crash-Erkennung
- Crash-Dump
- Erstellen eines Harz-Kalibrierungsobjekts (SL1/SL1S)
- Speicherauszug (MK3/S/+ und MK2.5/S)
- Experimentelles Menü (MK3/S/+)
- Experimentelle Einstellungen (MK4/S, MK3.9/S, MK3.5/S, XL, MINI/+)
- Filamentsensor (MK4/S, MK3.9/S, XL)
- Filamentsensor MK3 (nicht S)
- Individuelle Firmware flashen (MK4/S, MK3.9/S, MK3.5/S)
- Flexible Stahlbleche (Wegweiser)
- GPIO Modul
- High-Flow-Druckkopf (HT90)
- Hochtemperatur-Druckkopf (HT90)
- HW Setup (MINI/MINI+)
- HW Setup (MK2.5/S & MK3/S/+)
- Internetverbindung (SL1/SL1S)
- IR Filament Sensor (MK2.5S, MK3S/+, MK3.5/S)
- IR Filamentsensor Erkennung (MK3S)
- Einstellung der Helligkeit des LCD (MK3S)
- LCD Bildschirm-Kontrasteinstellung (i3)
- Wägezelle (MK4/S, MK3.9, XL)
- Menü Struktur (SL1/SL1S)
- MMU3 Prusa-Düse vs. CHT-Düse
- Modell-Vorschau
- Network Connection (MK4S, MK3.9S)
- Nextruder Silikonsocke (XL, MK4, MK3.9)
- NFC antenna
- Rauschender Filament-Sensor (MINI)
- Drucken mit einem Klick
- Harz einfüllen und Druckbeginn
- Power Panic
- Leistungsmodi
- PP-Stahlblech
- Druck Profile (SL1/SL1S)
- Druckstatistik
- Druckerstatistiken und Systeminformationen (SL1/SL1S)
- Pronterface und USB Kabel
- Prusa firmware-spezifische G-Code-Befehle
- Prusa Pro Filament Drybox
- Harz-Kalibrierung (SL1/SL1S)
- Harz Tank Reinigung (SL1/SL1S)
- Satiniertes Stahlblech
- SD Karte Sortierreihenfolge
- Glattes Stahlblech
- Ton Modus (MINI/MINI+)
- Spezielles PA Nylon Stahlblech
- SpoolJoin (MMU2S)
- Stahlblech-Profile
- Erkennung festsitzendes Filament #26101 (MK4S) #13101 (MK4) #21101 (MK3.9) #17108 (XL)
- Support Menu (MK3/S/+)
- Stützmaterial Einstellungen für den XL
- Strukturiertes Stahlblech
- Thermomodell-Kalibrierung
- Werkzeugzuordnung (XL)
- Werkzeuge und Filament-Zuordnung (XL, MMU3)
- Benachrichtigungsanzeige (SL1/SL1S)
- Touch Screen (MK4, MK3.9, MK3.5, XL)
- Tunen Menü
- Wasserlösliche Materialien (PVA/BVOH)
- Allgemeine Informationen
Die Input Shaper-Funktion Ihres Original Prusa MK4/S, MK3.9/S oder MK3.5/S kann mit einem optionalen Beschleunigungsmesser kalibriert werden. Der Beschleunigungssensor besteht aus einer kleinen Leiterplatte, die von einer gedruckten Abdeckung umgeben ist und an den Drucker angeschlossen wird. Bitte beachten Sie, dass die Verwendung des Beschleunigungsmessers eine teilweise Demontage des Druckers erfordert.
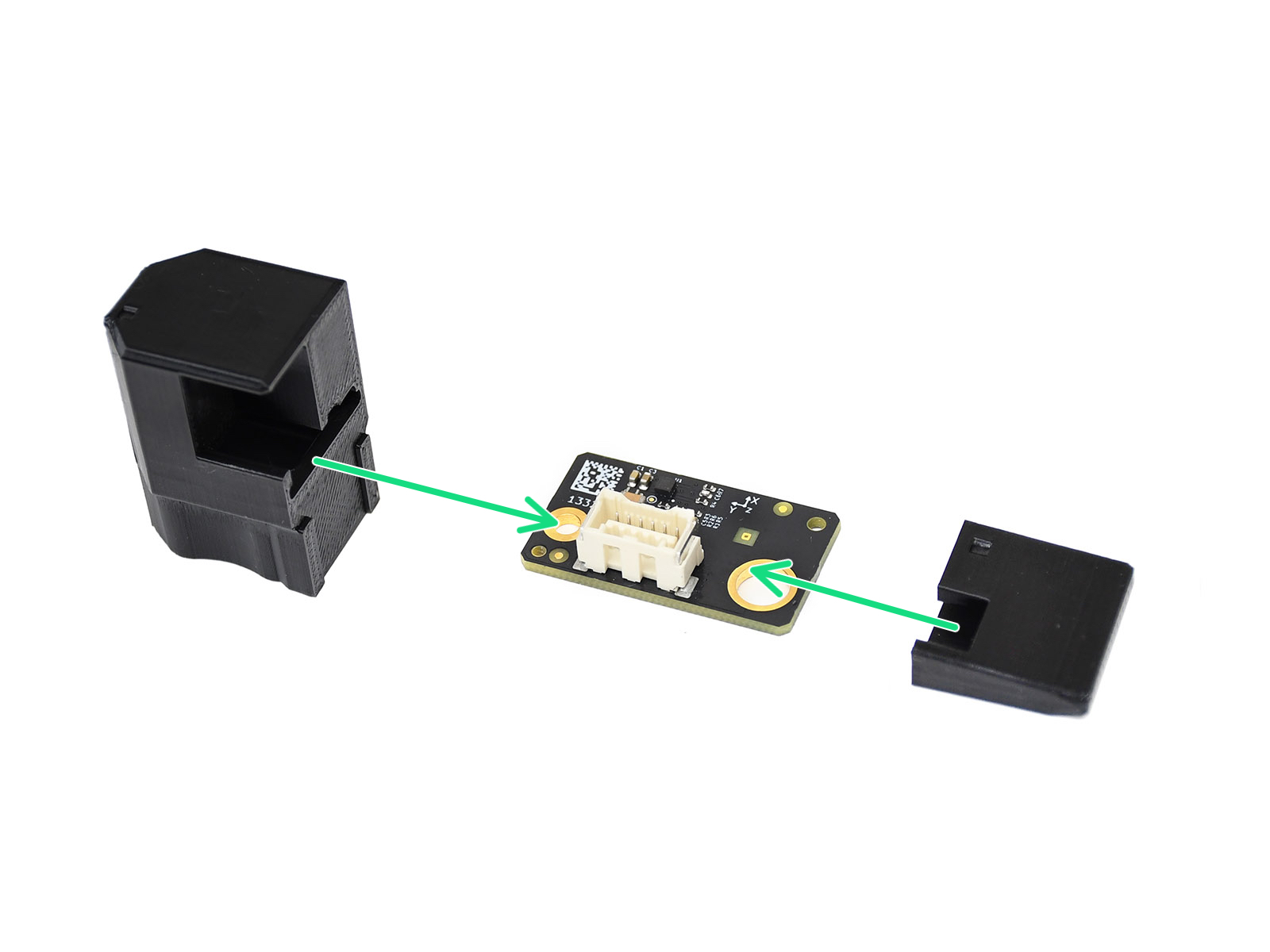 |  |
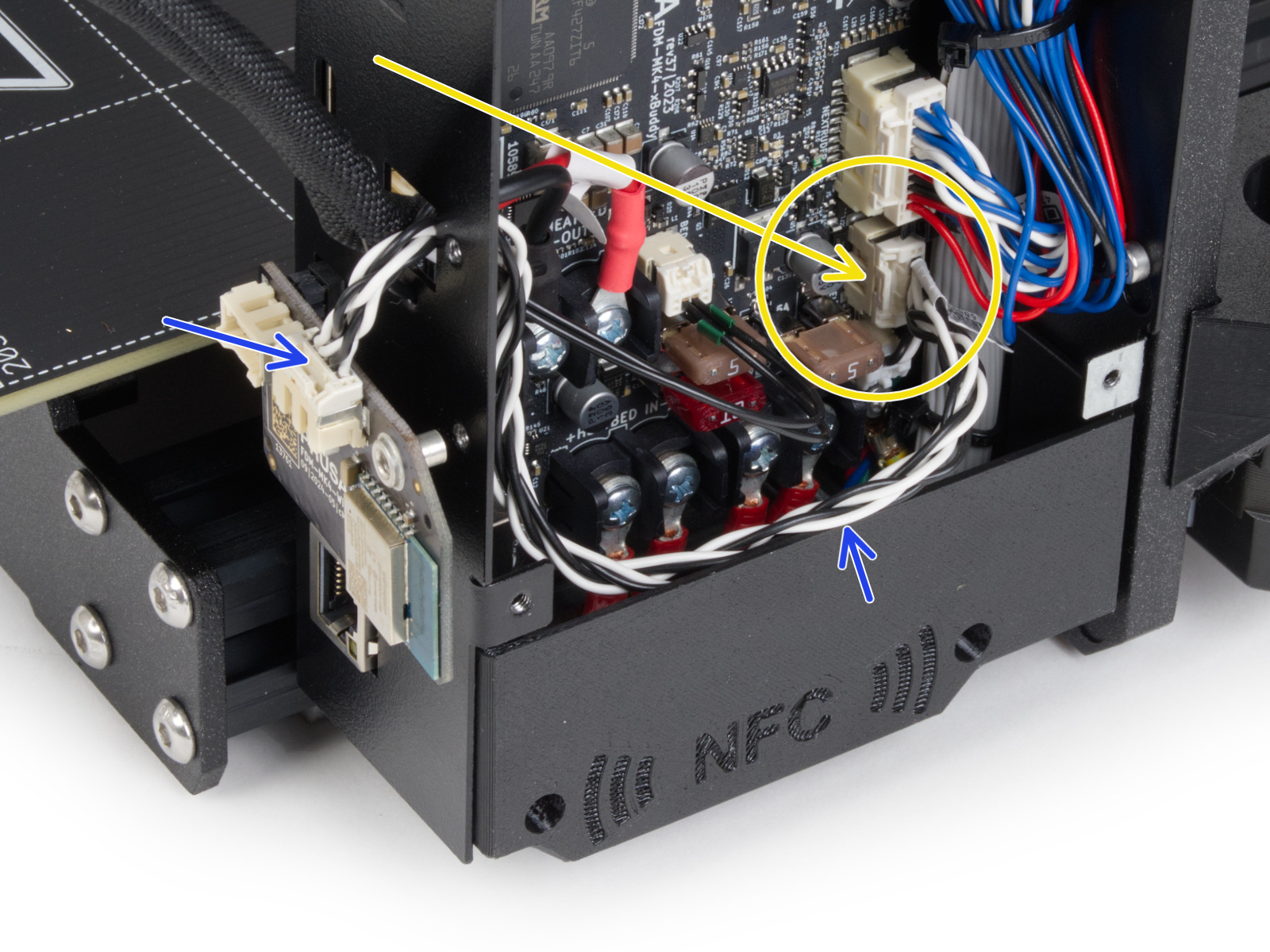
Beim MK4 und MK3.9 schließen Sie das Kabel an die Leiterplatte des Beschleunigungsmessers an und bringen Sie die gedruckten Abdeckungen an. (grüne Pfeile im Bild oben) Der Beschleunigungsmesser wird direkt an den dafür vorgesehenen Anschluss auf der xBuddy-Platine angeschlossen. (gelber Pfeil in der Abbildung unten)
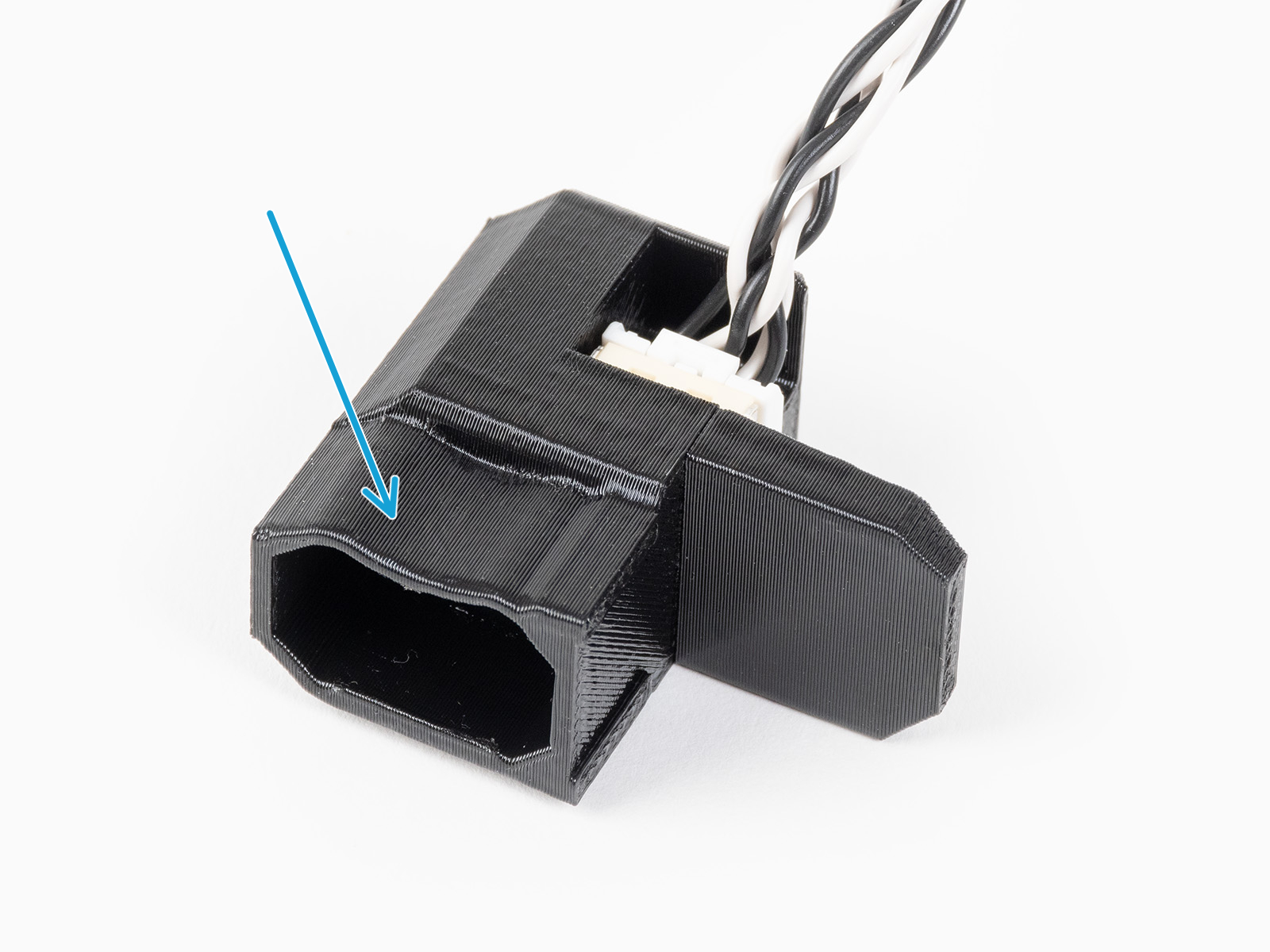
Beim MK4S und MK3.9S bauen Sie den Beschleunigungsmesser wie in der Abbildung oben zusammen. Der Beschleunigungsmesser wird an den dafür vorgesehenen Anschluss auf der xBuddy-Platine angeschlossen. (gelber Pfeil in der Abbildung unten)
Alternativ können Sie auch ein kurzes Überbrückungskabel zwischen dem xBuddy (blauer Pfeil) und dem Wi-Fi-Modul auf der Rückseite des Druckers installieren. Dann können Sie den Beschleunigungsmesser an den Anschluss auf der Rückseite des Druckers anschließen. (rosa Pfeil).
 | 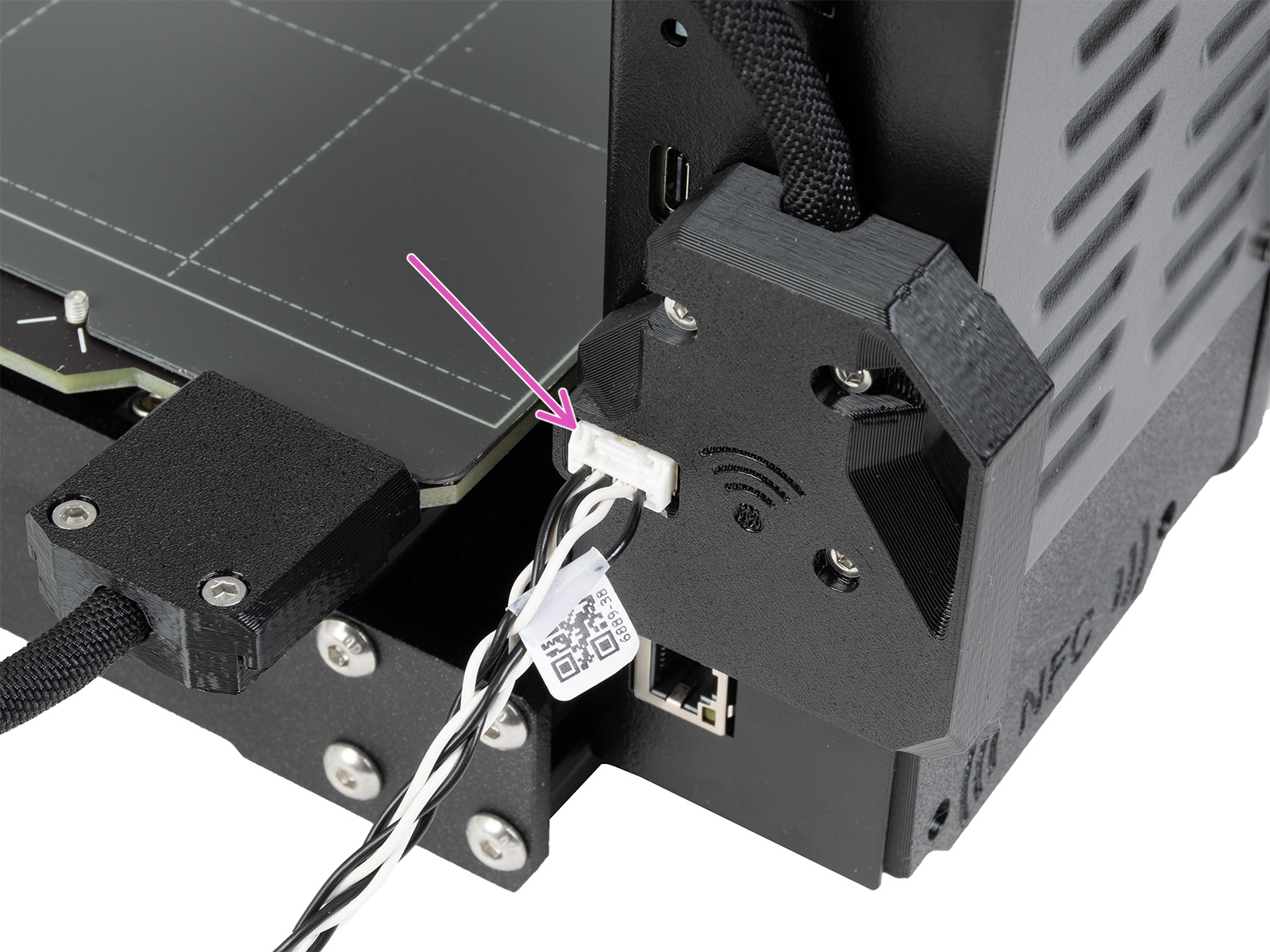 |
Verbindung zum Beschleunigungssensor bei MK4S und MK3.9S
Der Beschleunigungsmesser wird zur Kalibrierung der Input Shaper Parameter verwendet. Sie können die Kalibrierung über das LCD Menü -> Einstellungen -> Input Shaper -> Kalibrierung starten.
X-Achse
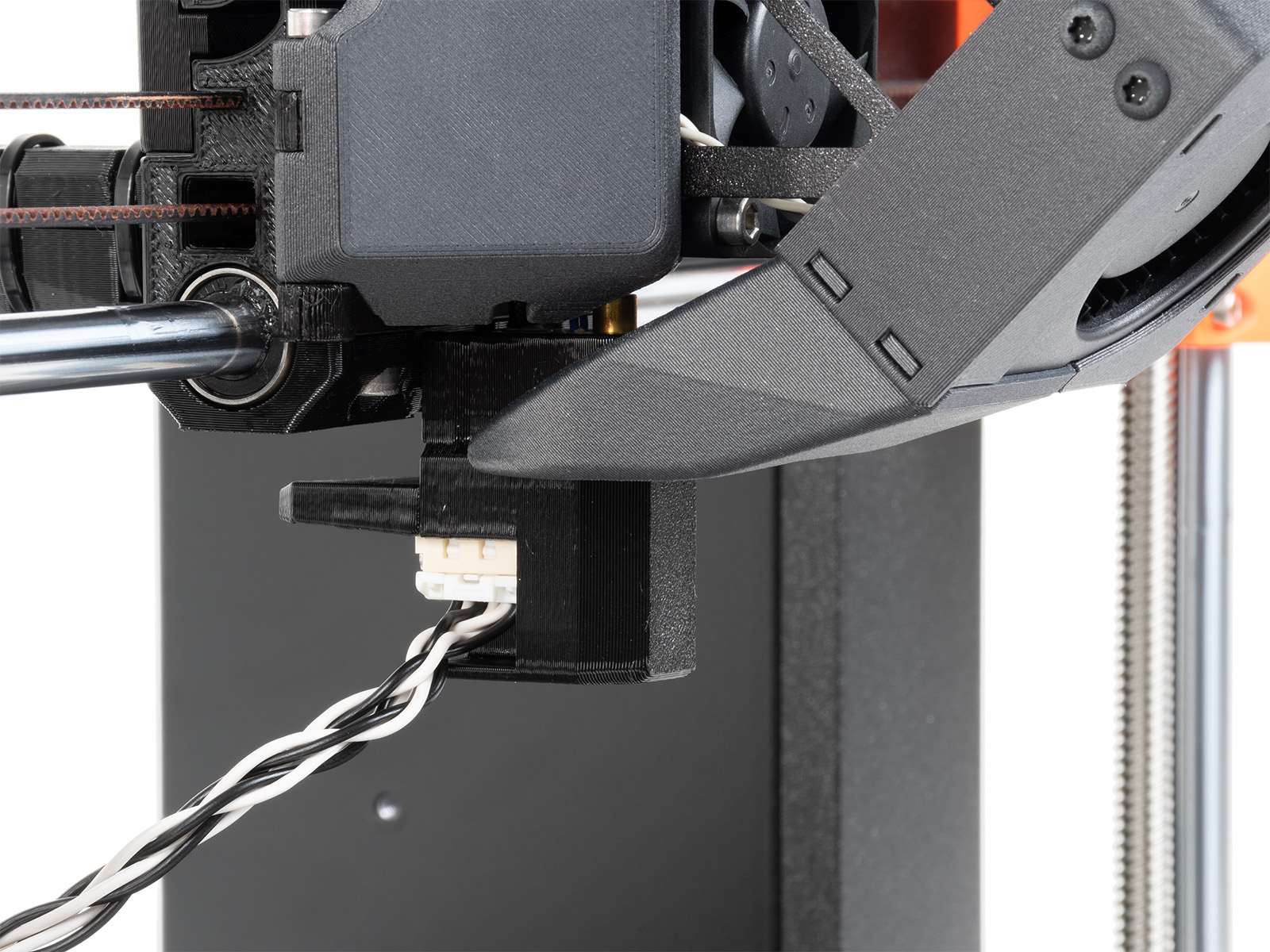
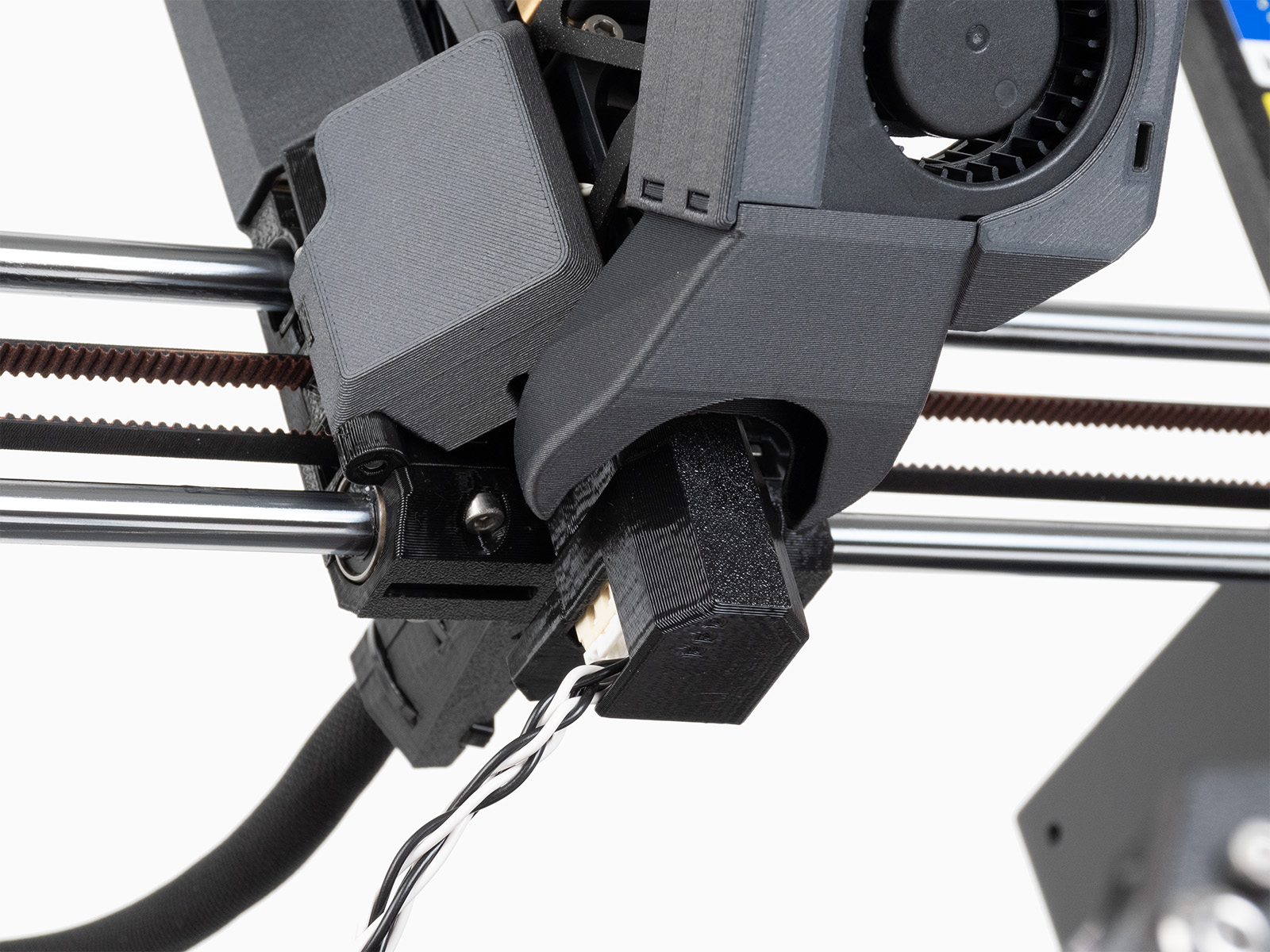
Beim MK3.9 oder MK4 öffnen Sie die Lüfterklappe vor dem Vorgang vollständig. Entfernen Sie die Silikonsocke, falls installiert. Identifizieren Sie den Teil des Beschleunigungsmessers, der die Form des Heizblocks hat.
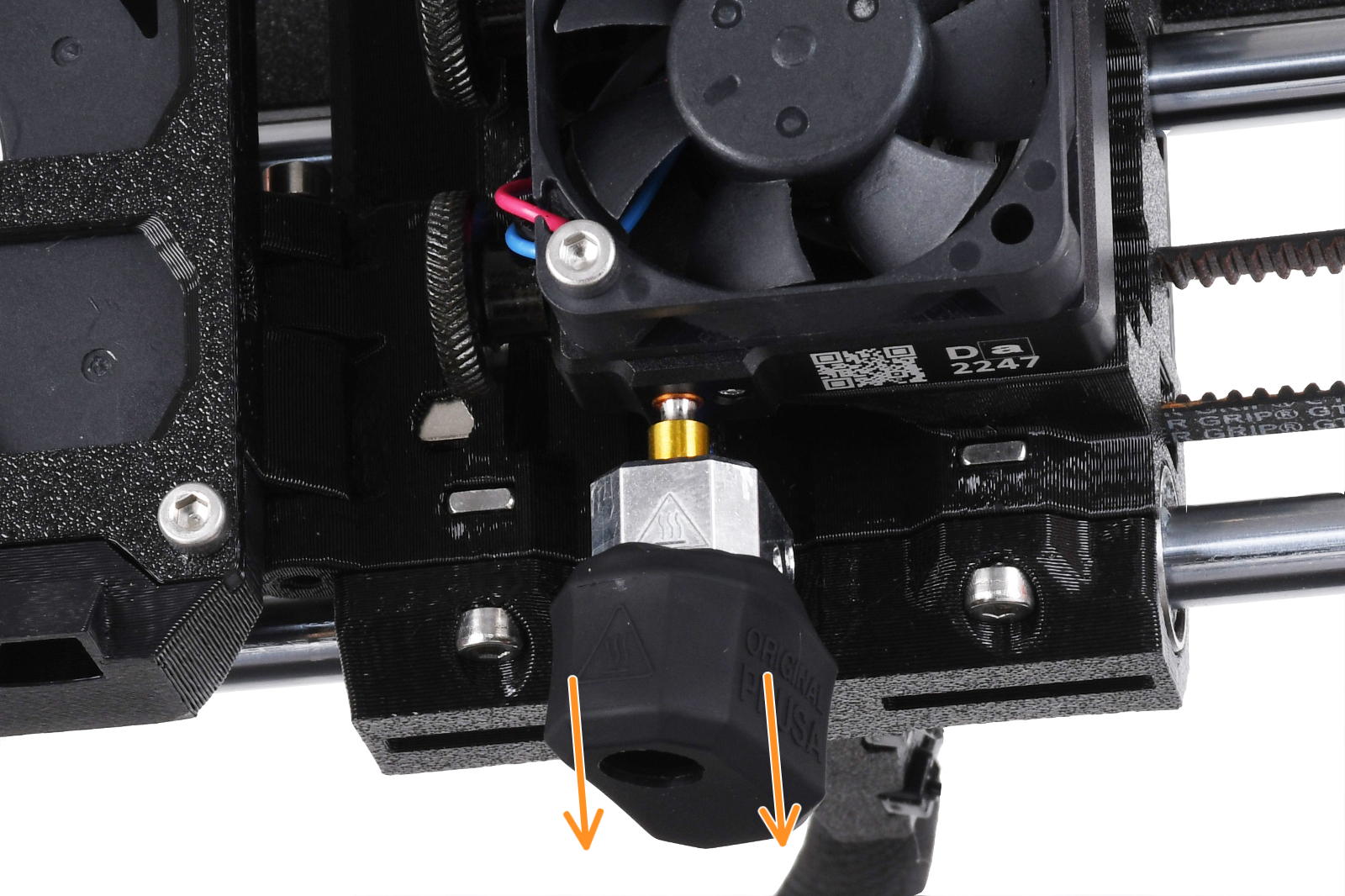 |  |
Montieren Sie den Beschleunigungsmesser am Heizblock, indem Sie ihn von der Unterseite des Hotends her aufschieben. Wenn es einen Widerstand gibt, versuchen Sie nicht, den Beschleunigungsmesser fester zu schieben, da übermäßige Kraft den Heizblock verbiegen könnte.
 |  |
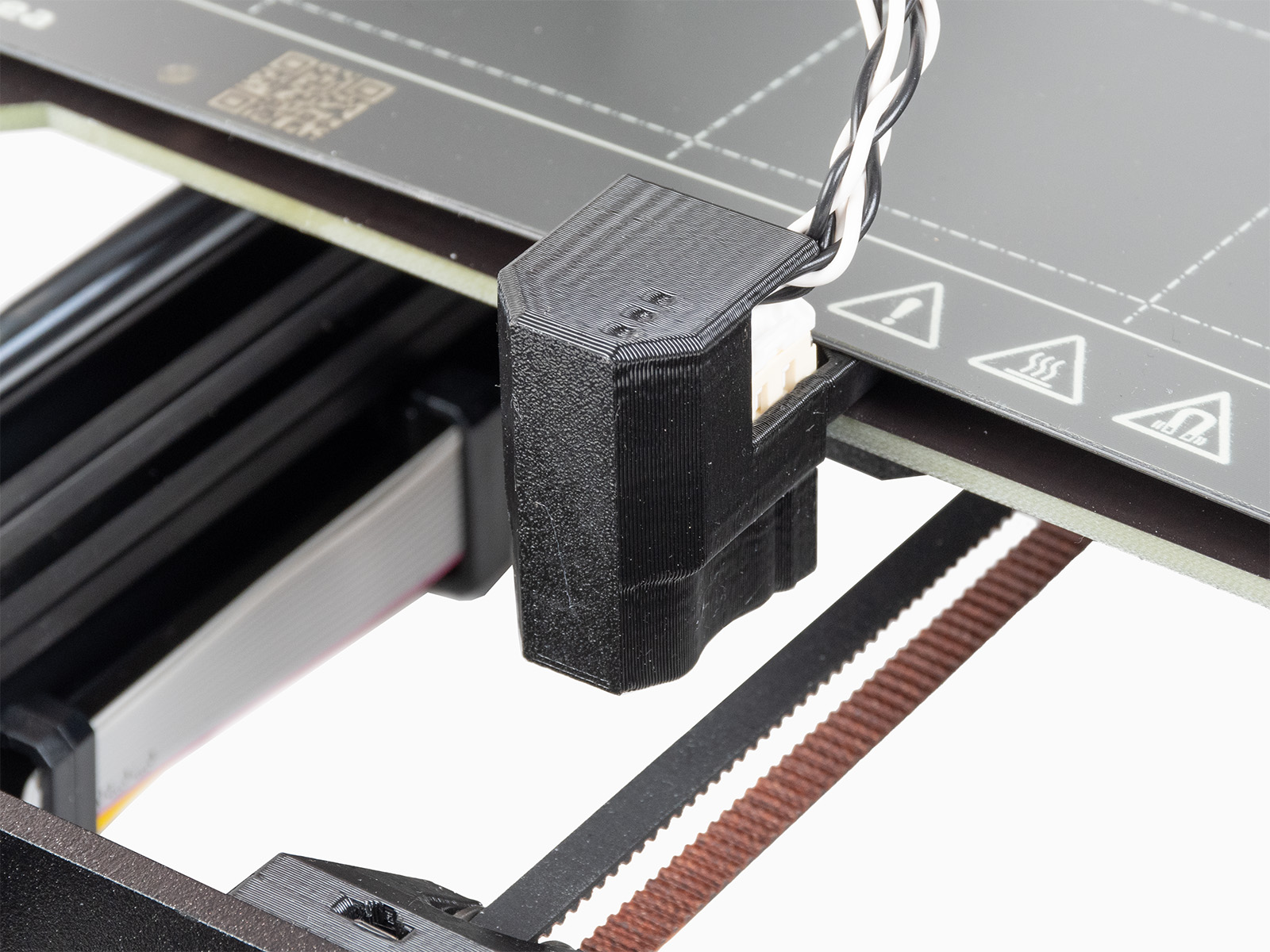
Y-Achse
Identifizieren Sie den Teil des Beschleunigungsmessers, der über den Rest hinausragt. Platzieren Sie den Vorsprung auf der Vorderseite der Y-Achse zwischen dem Blech und dem Heizbett.
 |  |
Ergebnisse
Die Ergebnisse, die am Ende der Kalibrierung auf dem Display des Druckers angezeigt werden, zeigen den optimalen Input Shaping-Typ und die Frequenz an, die bei der Kalibrierung gefunden wurden.
Kommentare


Sie haben noch Fragen?
Wenn Sie eine Frage zu etwas haben, das hier nicht behandelt wird, sehen Sie sich unsere zusätzlichen Ressourcen an.
Und wenn das nicht ausreicht, können Sie über die Schaltfläche unten oder an die [email protected] eine Anfrage senden.