3D-Drucker arbeiten, indem sie Schichten über Schichten aus Kunststoff legen, um ein 3D-Objekt zu erzeugen. Jede neue Schicht muss von der darunter liegenden Schicht unterstützt werden. Wenn ein Teil Ihres Modells in der Luft beginnt und nicht von etwas darunter unterstützt wird, müssen Sie eine zusätzliche Stützstruktur hinzufügen, um einen erfolgreichen Druck zu gewährleisten.
Der PrusaSlicer kann sowohl Bereiche erkennen, die Unterstützung benötigen, als auch diese an diesen Stellen automatisch erzeugen.
Sie können Unterstützungen auch manuell erstellen:
Stützen können über das Rechte Panel oder über die Einstellungen Drucken - Stützmaterial - Stützmaterial erzeugen eingeschaltet werden.
Es gibt 3 verschiedene Unterstützungstypen in PrusaSlicer
- Gitternetz
- Nahtlos
- Organisch
Wenn der Druck fertig ist, lässt sich die Stützstruktur je nach Modellgeometrie und verwendetem Material oft leicht mit bloßen Händen entfernen. Sie können eine Zange verwenden, um an sonst schwer zugänglichen Stellen einen besseren Halt zu erhalten. Ein Skalpell oder ein Universalmesser kann auch verwendet werden, um ein Stück der Stützkonstruktion, das am Modell zu kleben scheint, sauber zu entfernen.
Reinigungsturm mit Stützen
Wenn Sie Stützen verwenden müssen, wenn der Druck einen Reinigungsturm hat, können Sie den Stützmaterial/Raft/Schürzen-Extruder und den Stützmaterial/Raft-Schnittstellen-Extruder nur dann ändern, wenn die Stützschichten mit den Objektebenen synchronisiert bleiben. Dies kann auf zwei Arten geschehen. Zum einen können Sie die Profile Soluble (Löslich) oder Breakaway auf dem Hauptreiter auswählen und dann zu Druckeinstellungen - Stützmaterial - Decke Kontakt Z-Abstand gehen und diesen auf Null setzen. Dadurch wird automatisch die Option „Mit Objektschichten synchronisieren“ aktiviert. Wenn Sie einen gewissen Abstand zwischen der Auflage und den Teilen einhalten müssen, können Sie die Schichten auch synchronisieren, indem Sie zu Druckeinstellungen - Stützmaterial - Stil gehen und Organische Stützen auswählen. Weitere Informationen über Reinigungstürme finden Sie hier: Reinigungsturm.
Stützen überall
Stützen können bei Bedarf sowohl aus dem Druckbett als auch aus jeder Modelloberfläche wachsen.
Dadurch wird sichergestellt, dass jeder Überhang und Teile, die in der Luft beginnen, unterstützt werden. Es können jedoch kleine Unvollkommenheiten an der Oberfläche auftreten, von der aus die Stützen anfingen zu wachsen.
Stützen nur vom Druckbett
Erstellt nur Stützen, die ihre Basis am Druckbett haben.
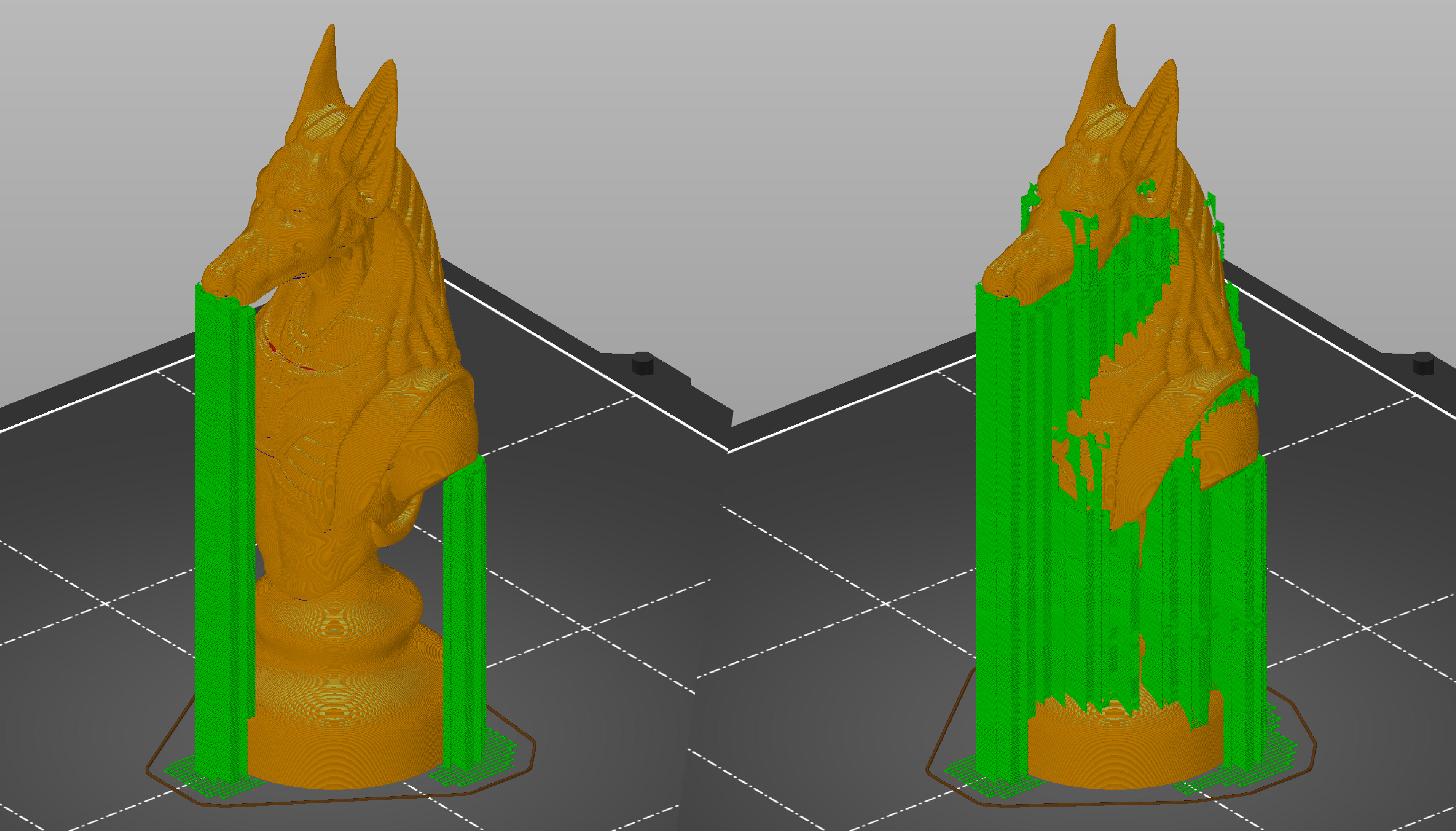
Stützen nur auf dem Druckbett (links), Stützen überall (rechts)
Nur für Stützverstärker
Die automatische Supportgenerierung ist nur für Bereiche aktiviert, die mit einem Stützverstärker markiert sind. Diese Option ist im Wesentlichen eine Abkürzung, die Druckeinstellungen - Stützmaterial - Stützungsmaterial erzeugen einschaltet, aber Druckeinstellungen - Stützmaterial - Automatisch erzeugte Stützen ausschaltet.
Stützen an/aus für individuelle Modelle
Es ist möglich, mehrere Objekte auf einmal zu drucken, jedes mit seinen eigenen Unterstützungseinstellungen. Standardmäßig sind alle Modelle von den globalen Einstellungen betroffen. Sie können sie überschreiben, indem Sie in der 3D-Ansicht auf ein Modell mit der rechten Maustaste klicken und Stützmaterial auswählen. Alternativ dazu können Sie in der Objektliste mit der rechten Maustaste auf das Bearbeitungssymbol klicken.
Ein neues Fenster erscheint im rechten Panel mit dem Namen Einstellungen hinzufügen - Stützmaterial. Die Änderung dieser Einstellungen wirkt sich nur auf das betreffende Objekt und seine Kopien aus. Sie können die Einstellungen entfernen, indem Sie auf das Symbol mit dem roten Kreuz klicken. Wenn Sie dies tun, werden die globalen Einstellungen wieder angewendet.
Stützverstärker/-blocker
Die automatischen Stützen können manchmal an schwer zugänglichen Stellen erscheinen, was zu einem mühsamen Entfernen der Stützstrukturen führt. Wenn Sie der Meinung sind, dass ein solcher Teil des Modells ohne Stützen gedruckt werden könnte, aber weder die Überhangschwelle Einstellung noch die Auswahl Stützen nur auf dem Druckbett helfen, können Sie die Stützen manuell einstellen.
Rechtsklick auf das Modell und wählen Sie entweder einen Stützblocker oder einen Stützverstärker.
Einfacher Modus - Stützverstärker/-blocker sinf immer kubusförmig
Erweiterte Einstellungen - Kubus/Zylinder/Kugel/Slab Formen
Experte - Option eine externe Geometry als Stützverstärker/-blocker zu laden
Stützverstärker/-blockerkönnen mit den bekannten Bewegen, Rotieren und Skalieren Werkzeugen bearbeitet werden. Sie können sie auch schnell mit Copy&Amp;Paste duplizieren.
Stützblocker
Stützblocker sind nützlich, wenn Sie im Allgemeinen mit den automatischen Stützen zufrieden sind und Sie einfach nur einige davon entfernen möchten. Konzentrieren Sie sich darauf, Blocker dort zu platzieren, wo die Stützen auf das Objekt treffen, der Rest der darunter liegenden Stützstruktur wird automatisch entfernt.
Stützverstärker
Stützverstärker sind großartig in Situationen, in denen nur einige wenige Teile des Objekts unterstützt werden müssen, der automatische Algorithmus aber überall im Modell Unterstützungen platziert. Vergessen Sie in dieser Situation nicht, den Supportmodus auf Nur für Stützverstärker umzuschalten.
Seltener, aber Sie können auch Stützverstärker mit der automatischen Generierung verwenden.
Eine weitere interessante Anwendung von Stützverstärkern ist das Aufspalten langer Brücken in kleinere, indem eine Stütze in der Mitte der Brücke platziert wird. Sie können diesen Vorgang wiederholen und kürzere, nahezu perfekte Brücken drucken, während die Stützen immer noch leicht zu entfernen sind.
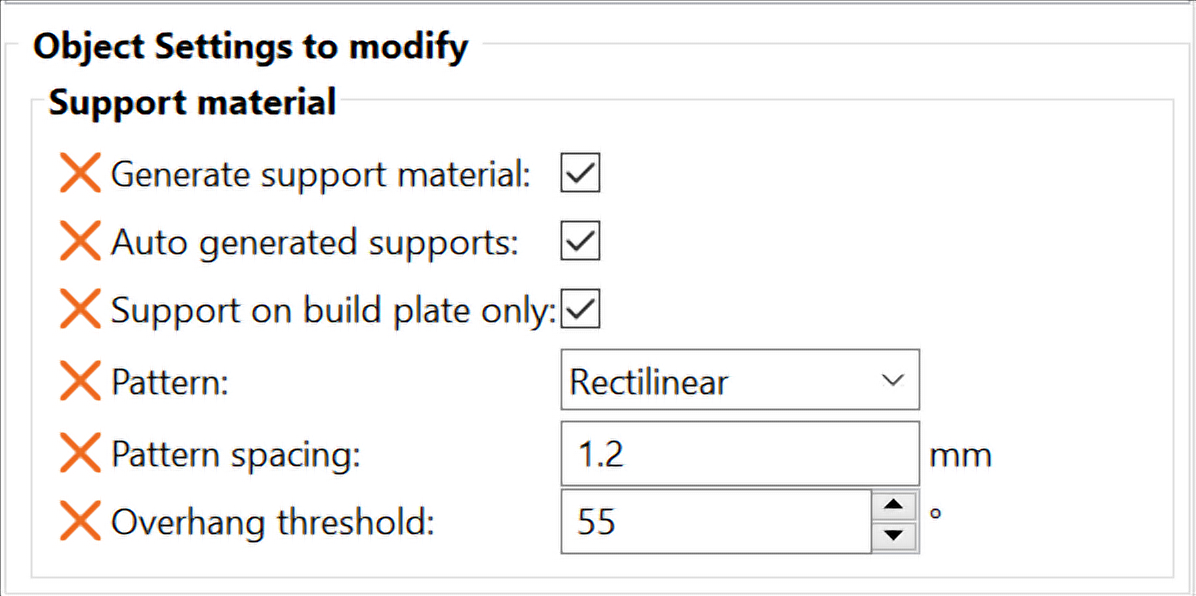
Stützmaterial erzeugen
Unterstützungen sind deaktiviert, es sei denn, ein Modell hat eine Überschreibung für diese Einstellung
Automatisch generierte Stützen
Wenn aus, ist die Überhangserkennung ausgeschaltet. Nur Stützverstärker erzeugen Stützen.
Überhangschwellwert
Der Schwellenwert für den Überhang stellt die größte horizontale Neigung (gemessen von der horizontalen Ebene) dar, die Sie ohne Trägermaterial drucken können (90=vertikal).
Ändern dieses Wertes ist eine schnelle Möglichkeit, die Anzahl der erzeugten Stützen anzupassen.
Je niedriger der Wert, desto weniger Unterstützung wird generiert.
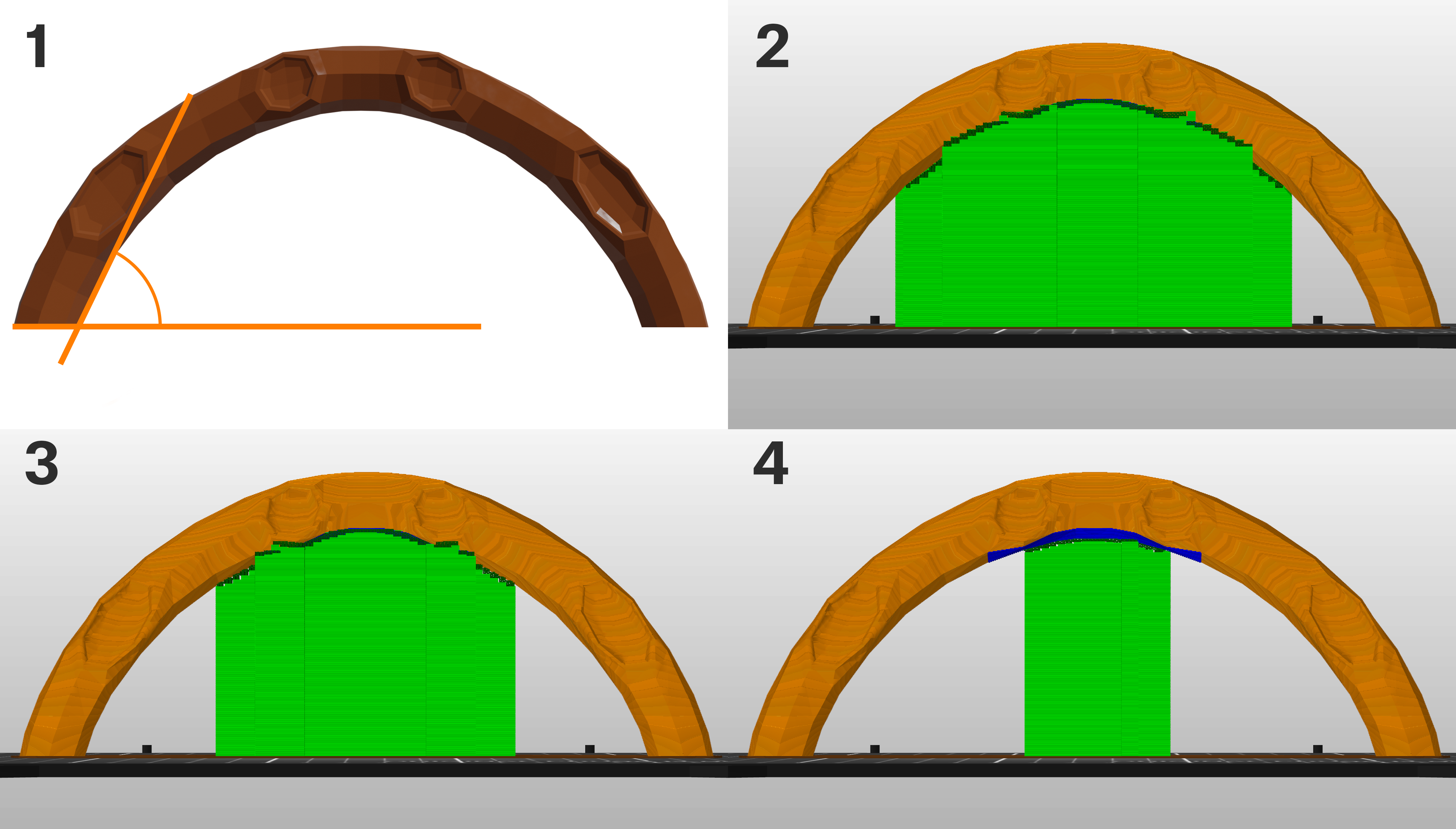
- Der Überhangschwellwert und wie ergemessen wird
- Überhangschwellwert 55
- Überhangschwellwert 35
- Überhangschwellwert 15
Erzwinge Stützstrukturen bei den ersten
Erzeugen Sie Stützmaterial für die angegebene Anzahl von Schichten von unten zählend, unabhängig davon, ob normales Stützmaterial aktiviert ist oder nicht und unabhängig von einem beliebigen Überhangsschwellwert. Dies ist nützlich, um eine bessere Haftung von Objekten mit einer sehr dünnen oder schlechten Grundfläche auf der Bauplatte zu erreichen.
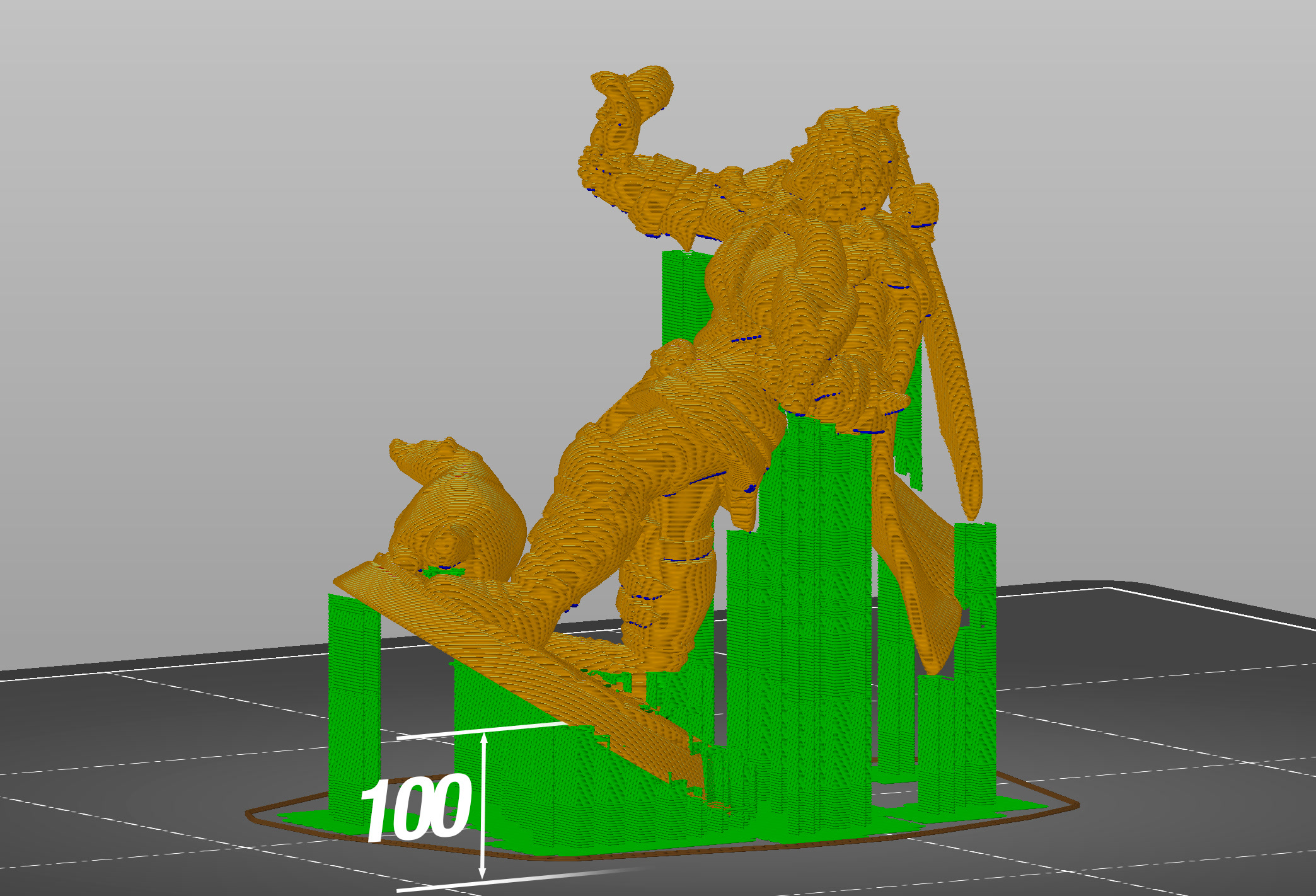 Unterstützung für die ersten 100 Schichten erzwingen
Unterstützung für die ersten 100 Schichten erzwingen
Raft Schichten
Das Objekt wird um diese Anzahl von Schichten angehoben und darunter wird Trägermaterial erzeugt. Wenn der Druck beendet ist, können Sie das Raft greifen und es vom Teil abziehen.
Raft Kontakt Z Abstand
Der vertikale Abstand zwischen dem Raft und dem Objekt. Wird bei löslichen Grenzflächen ignoriert.
Rafts Erweiterung
Ausdehnung des Rafts in der XY-Ebene für bessere Stabilität.
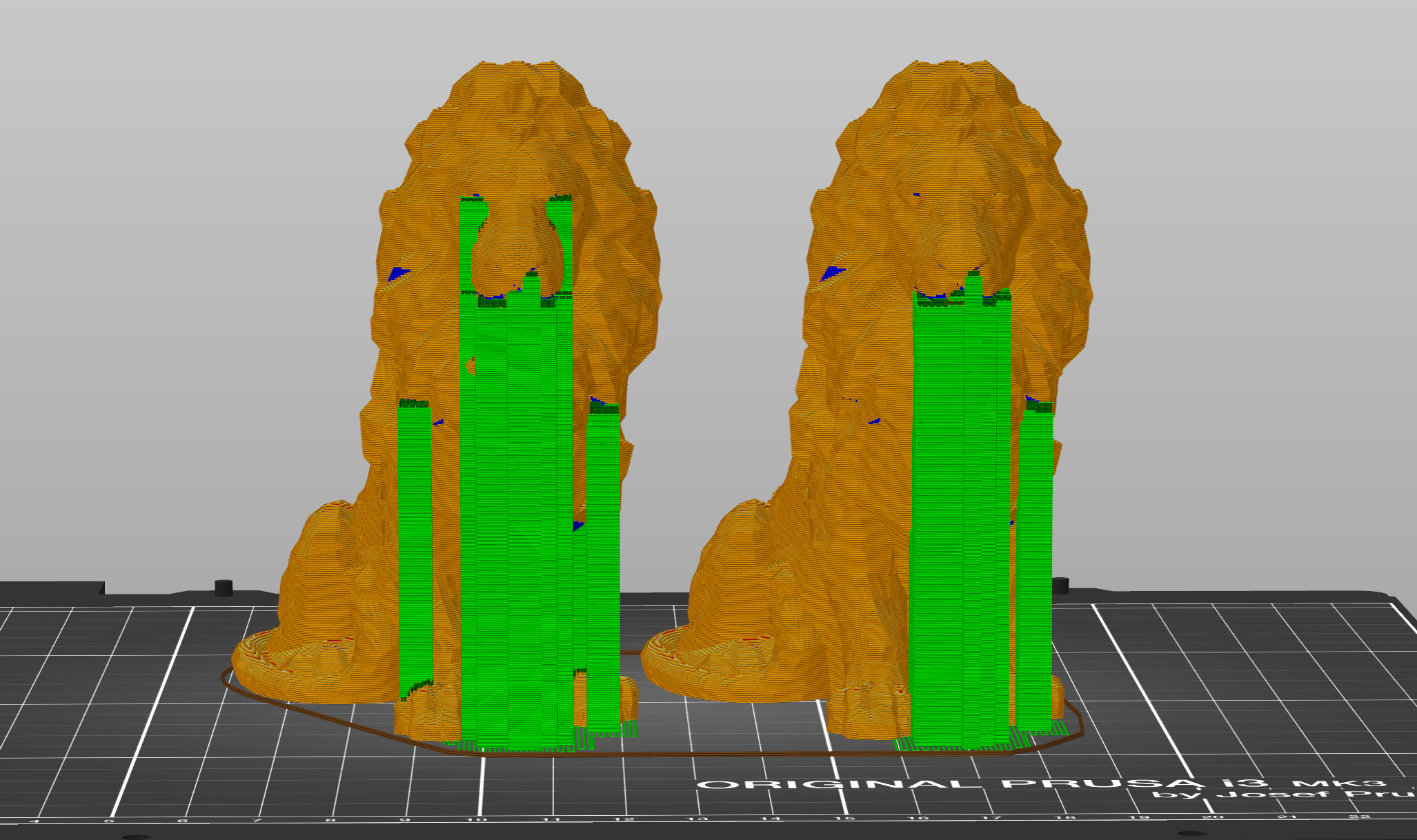
Stil
Stil und Form der Stützen. Die standardmäßigen Gitter-Stützen haben eine sehr gut definierte Mindestfläche, was sie sehr stabil macht. Allerdings neigen sie dazu, aus den Bereichen, die sie stützen, an den Wänden des Objekts auszulaufen. Die Nahtlos Stützen behalten die Form des Überhangs bei, so dass sie nicht an den Wänden auslaufen. Der Kompromiss besteht in der Möglichkeit einer geringeren Stabilität von hohen und dünnen Stützen.
Gitterstützen (links), Nahtlose Stützen (rechts)
Organische Stützen bieten einen völlig anderen Ansatz, um überhängende Bereiche zu stützen. Die Verzweigungen der Stützstrukturen wachsen von den Seiten und verdichten sich automatisch unter den Teilen, die die Unterstützung benötigen. Die organischen Stützen sind leicht abnehmbar, hinterlassen keine Narben auf der Oberfläche und sind schnell und kostengünstig zu drucken.

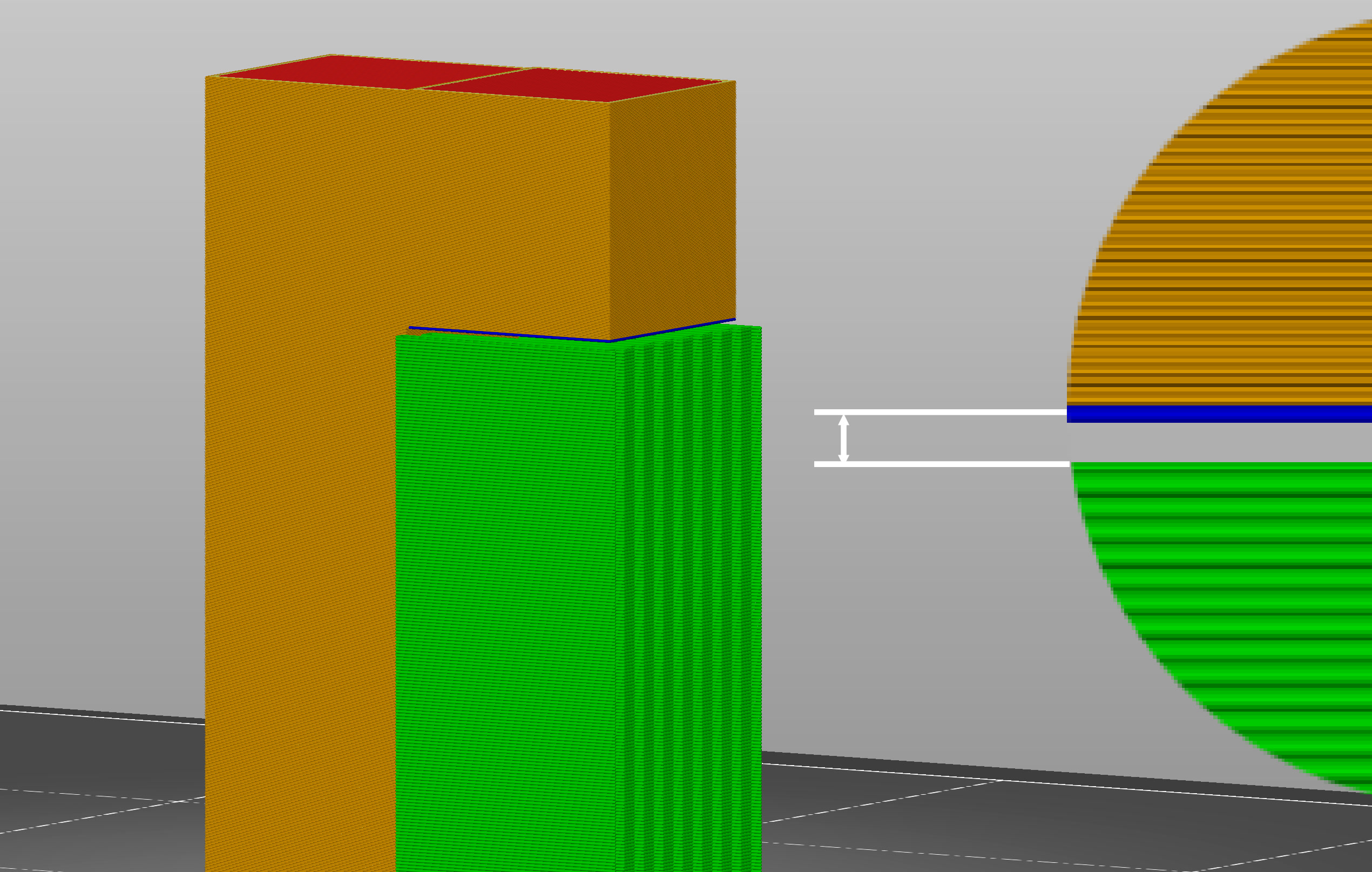
Oberer Kontakt Z Abstand
Der vertikale Abstand zwischen dem Objekt und der Oberfläche des Stützmaterials.
Diese Einstellung auf 0 verhindert, dass PrusaSlicer den Brückenfluss und die Geschwindigkeit für die erste Objektschicht verwendet.
Werte zwischen 50-75% der Schichthöhe scheinen gut zu funktionieren.
Abstand des Z-Kontakts unten
Ähnlich wie der Z-Abstand für den oberen Kontakt, aber mit Auswirkungen auf die Lücke am unteren Ende des Stützturms (wenn die Stützen oben auf dem Modell beginnen und nicht auf der Bauplatte).
Muster
Gradlinig - Standard, normalerweise am einfachsten zu entfernen
Rechtwinkliges Gitter - stabiler und weniger bruchgefährdet beim Drucken im Vergleich zu geradliniger Füllung, schwieriger zu entfernen
Bienenwabe - robust, etwas schwierig zu entfernen
Mit Umhüllung der Stützen
Erzeugt einen einzigen Perimeter um die Stützen, was sie stabiler macht, aber schwieriger zu entfernen.
Musterabstand
Abstand zwischen den Linien des Stützmaterials. Vergrößern Sie den Abstand, um das Entfernen der Stütze zu erleichtern. Wenn Sie diesen Wert zu stark erhöhen, beginnen diese Brücken durchzuhängen und haben eine unvollständige Verbindung mit dem Modell.
Der Musterabstand bestimmt auch die interne Auflösung des Stützensystems von PrusaSlicer. Wenn Sie Aufmal-Stützen oder Stützverstärker verwenden und nicht in der Lage sind, die Stützen genau dort zu platzieren, wo Sie sie haben möchten, versuchen Sie, den Musterabstand zu verringern, um eine höhere Auflösung zu erhalten.
Musterwinkel
Dreht den Winkel des Füllmusters in der horizontalen Ebene.
Schließradius
Nur für Nahltlose Stützen. Lücken, die kleiner als der Schließradius sind, werden aufgefüllt.
Obere Schnittstellenschichten
Zwischenschichten bilden eine einheitlichere Oberfläche zwischen dem Objekt und dem Trägermaterial. Diese werden vorzugsweise in einem viel dichteren Muster als die Nicht-Grenzflächenschichten eingestellt, so dass Sie sowohl die Oberfläche des Trägers in Kontakt mit dem Modell maximieren können, um ein Durchhängen zu verhindern, als auch die Druckzeit und das verwendete Material mit einem größeren Abstand der Nicht-Grenzflächenmuster minimieren können.
Untere Schnittstellen Schichten
Ähnlich wie bei den oberen Schnittstellenschichten, aber mit Auswirkungen auf die Anzahl der Schnittstellenschichten am unteren Ende des Stützturms (wenn die Stützen oben auf dem Modell beginnen und nicht auf der Bauplatte).
Schnittstellenmuster Abstand
Abstand zwischen den Schnittstellenlinien. Setzen Sie den Wert 0, um eine massive Schnittstelle zu erhalten.
Kontaktschleifen
Wenn diese Option aktiviert ist, wird die oberste Schicht der Stützen mit Schleifen - durchgehenden Polylinien - bedeckt.
Stützen nur auf dem Druckbett
Die Stützen können nur auf dem Druckbett beginnen. Das Aktivieren dieser Option ist eine wirklich schnelle Möglichkeit, überschüssige Stützen, vor allem bei organischen Formen, loszuwerden. Überprüfen Sie unbedingt die Vorschau und vergewissern Sie sich, dass alle Teile entweder unterstützt werden oder sich in einem vom Drucker handhabbaren Überhangwinkel befinden.
Stützen überall (links) vs. Stützen nur auf dem Druckbett (rechts)
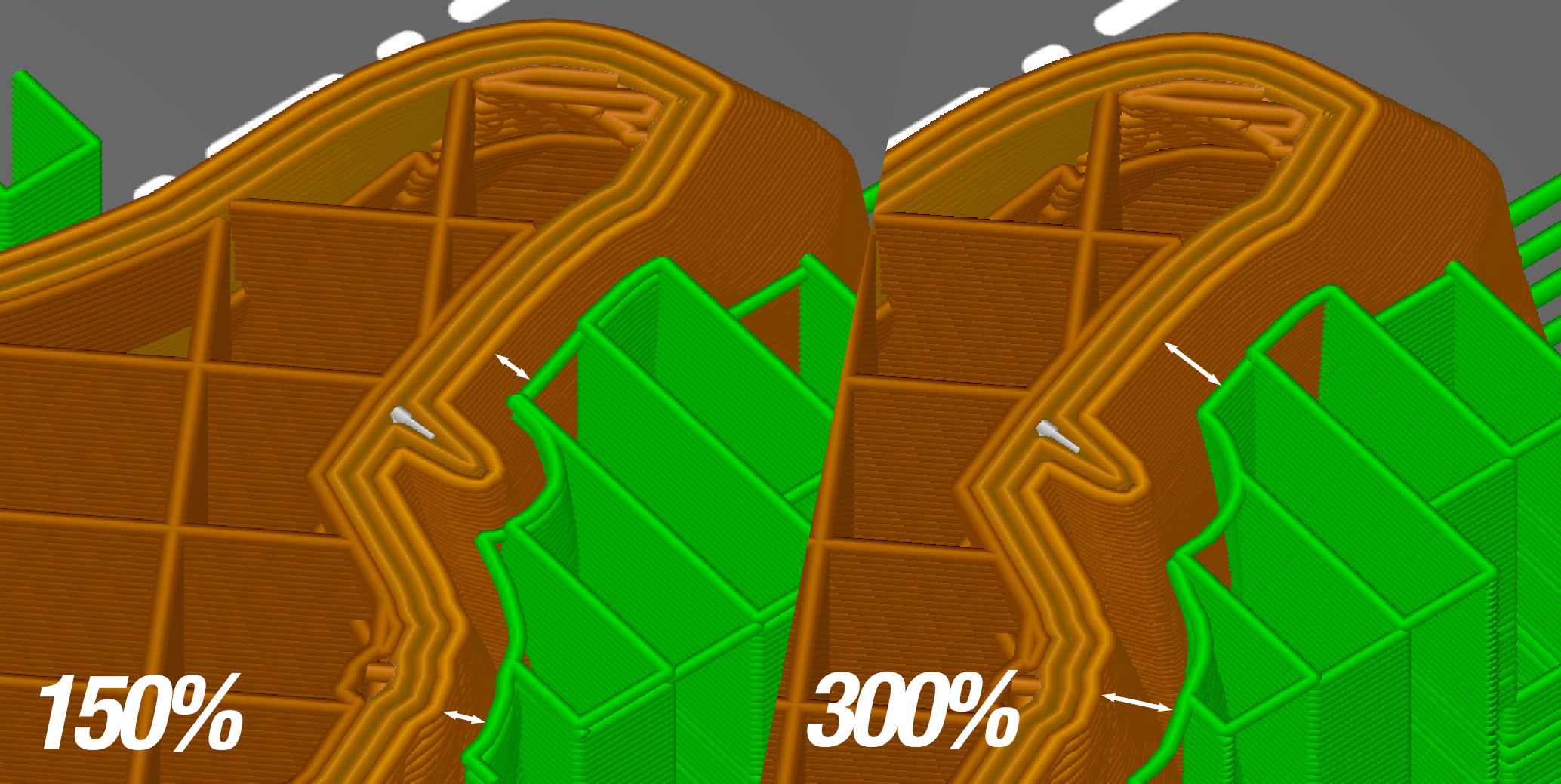
XY Abstand zwischen einem Objekt und seinen Stützen
Legt die Breite einer Lücke zwischen dem Modell und den Stützen fest. Ein größerer XY-Abstand verringert die Kontaktfläche der Stützen, macht sie aber leichter entfernbar und weniger anfällig für Verschmelzungen mit dem Modell.
Wenn sie als Prozentsatz (z.B. 150%) ausgedrückt wird, wird sie über die Breite des äußeren Perimeters berechnet.
Brücken nicht unterstützen
Verhindert die Erzeugung von Unterstützungsmaterial unter überbrückten Bereichen.
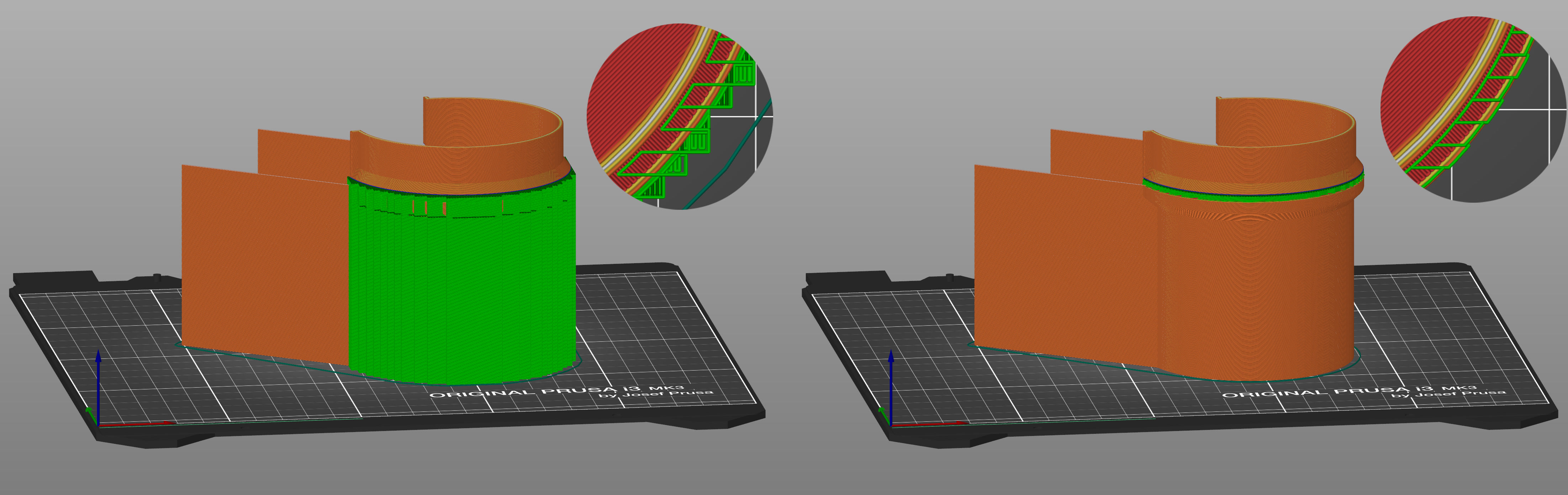
Mit Objektschichten synchronisieren
Stützen werden in gleicher Schichthöhe wie das Modell selbst gedruckt. Dies ist nützlich bei Multimaterialdruckern, bei denen der Extruderwechsel aufwendig ist.
Die Synchronisierung mit den Objektschichten kann nur bei löslichen Trägern (Kontakt Z-Abstand 0) aktiviert werden.
Das Nicht-Synchronisieren mit den Objektschichten ermöglicht es, dass die Trägerschichten schneller wachsen als die Objektschichten (wenn sie nicht durch die Kühllogik übermäßig verlangsamt werden), und die unabhängige Schichthöhe ermöglicht es PrusaSlicer auch, dem Abstand zwischen dem Objekt und der Trägeroberfläche genau zu folgen. Möglicherweise werden wir dies in Zukunft auch für nicht lösliche Träger konfigurieren können.
2 Kommentare