El multiplicador de extrusión permite el ajuste fino del caudal de extrusión, descrito simplemente como la cantidad de filamento que sale por la boquilla. En otras palabras, la configuración del multiplicador de extrusión en PrusaSlicer y la configuración de la tasa de flujo en el firmware de la impresora son dos formas de ajustar lo mismo, sin embargo, ajustar una de esas dos configuraciones no influirá en el valor de la otra.
Este procedimiento no es necesario con una impresora nueva que viene de fábrica, sino que se aplica para aplicaciones y filamentos específicos. El valor ideal es diferente para cada tipo de material y cada color. Incluso puede diferir de un carrete a otro. Ten esto en cuenta si cambias el tipo y la marca de filamento con frecuencia o si usas marcas baratas sin marca.
Cómo detectar un problema
Esta calibración se utiliza para solucionar dos problemas comunes:
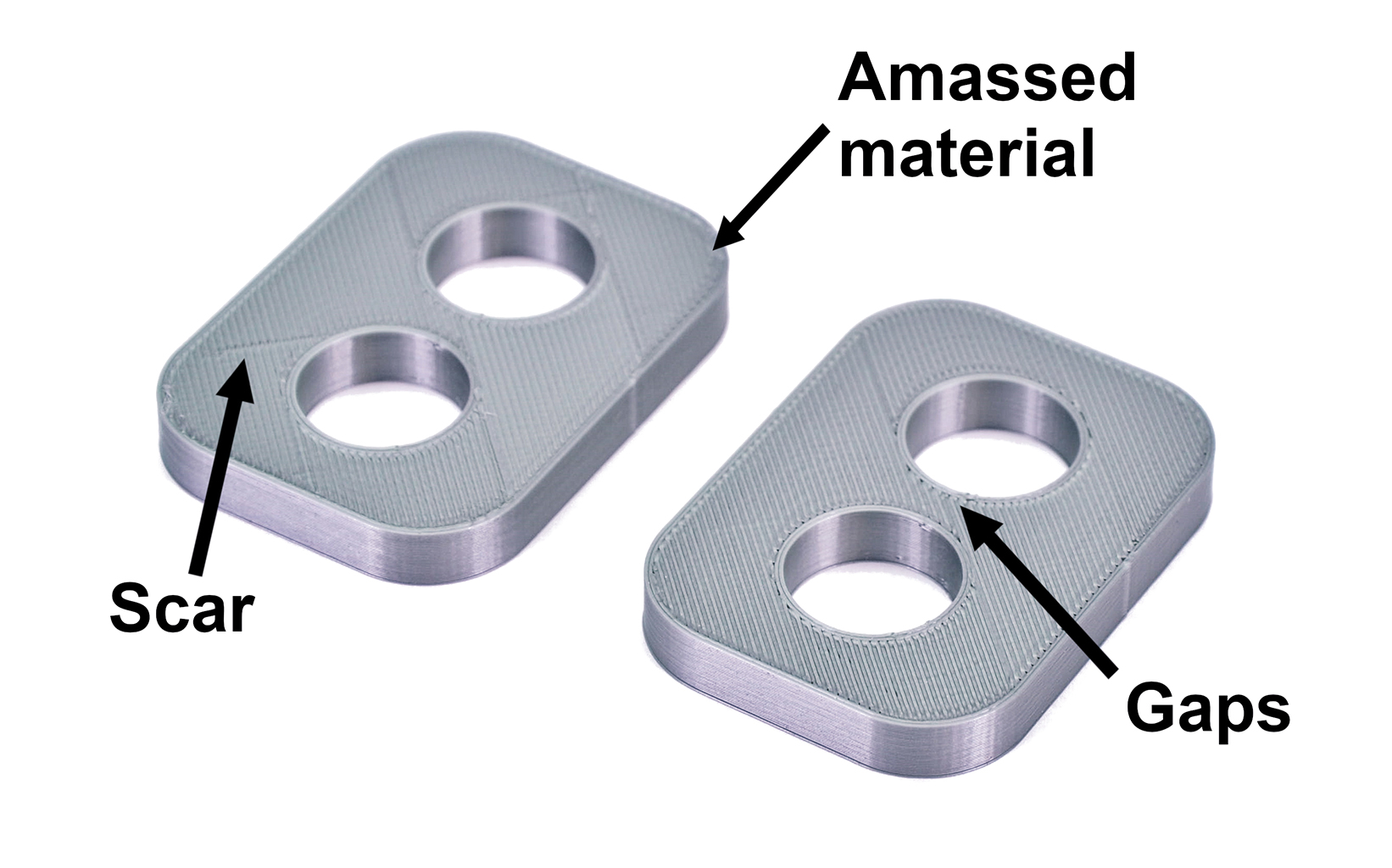
- Sobreextrusión: se extruye demasiado material (el flujo es demasiado alto). Causa cicatrices en las capas inferiores y acumulación innecesaria de material en las capas superiores.
- Subextrusión menor: no se extruye suficiente material (el flujo es demasiado bajo). Provoca pequeños huecos que aparecen entre líneas de capa o perímetros.
La sobreextrusión es un problema común con muchas marcas de filamentos. Es especialmente problemática cuando se están intentando pegar dos piezas de un modelo. Si la capa superior está sonre-extruida, se terminará con una superficie irregular que evitará una unión perfecta entre las dos piezas.
Cómo hacer la calibración
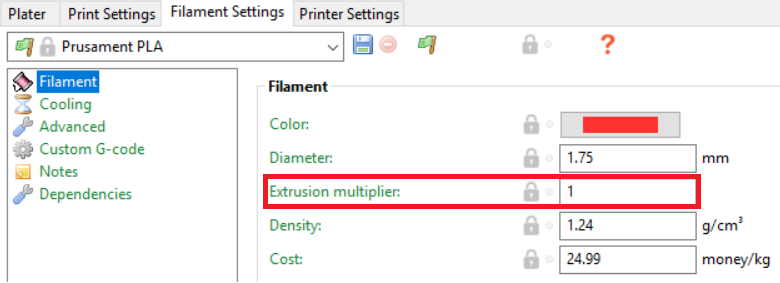
En PrusaSlicer, ves a Configuración de filamentos y busque Multiplicador de extrusión. La configuración predeterminada (para PLA) es 1, este valor representa un porcentaje, 1 = 100%, 0,95 = 95%, etc. Normalmente, los valores ajustados pueden estar entre 0,9 y 1,1. Para ajustarlo, simplemente vuelve a escribir el valor.
En el menú de la impresora, durante una impresión, ves al menú Tune y luego elije Flow. Nuevamente, los valores habituales pueden oscilar entre 90 y 110, aunque eso no significa que no se pueda ir por encima o por debajo de esos valores.
¿Qué método debo utilizar?
Hay dos métodos que puedes utilizar para calibrar el multiplicador de extrusión, y cubrimos ambos en este artículo:
- Método preciso: utiliza herramientas de precisión como un calibre (o pie de rey) o un micrómetro.
- Método visual: un método sencillo basado en la observación de las propiedades visuales de tus modelos.
La elección del método depende completamente de tus preferencias; al final, ambos arrojan resultados similares. Incluso el método visual te permitirá tener piezas que encajen perfectamente con capas superiores lisas y planas.
Método preciso
- Tamaño de la boquilla = 0.4 mm
- Ancho de extrusión = 0.45 mm
- Materiales básicos (PLA, ABS, PETG) Multiplicador de extrusión = 1
Si deseas calibrar la impresora con una boquilla más grande / más pequeña o alturas de capa superiores a 0.2, también deberás ajustar estos valores.
- Descarga el Precision Method Cube STL.
- Rebámalo usando el Modo Vaso (Vase Mode) y la altura de la capa que uses con más frecuencia e imprímelo. Puedes encontrar el modo Vaso (Configuración de impresión → Capas y perímetros → Vaso en espiral).
- Realiza tres o más mediciones en el medio de cada pared y calcula el espesor promedio general.
- Calcula el multiplicador de extrusión usando la siguiente fórmula: Multiplicador de extrusión = (Ancho de extrusión (0.45) / Espesor de pared medido promedio) .
- Ajusta el multiplicador de extrusión en Configuración de filamento → Filamento
- Vuelve a imprimir el cubo con la nueva configuración y vuelve al paso 3 si es necesario.

Método visual
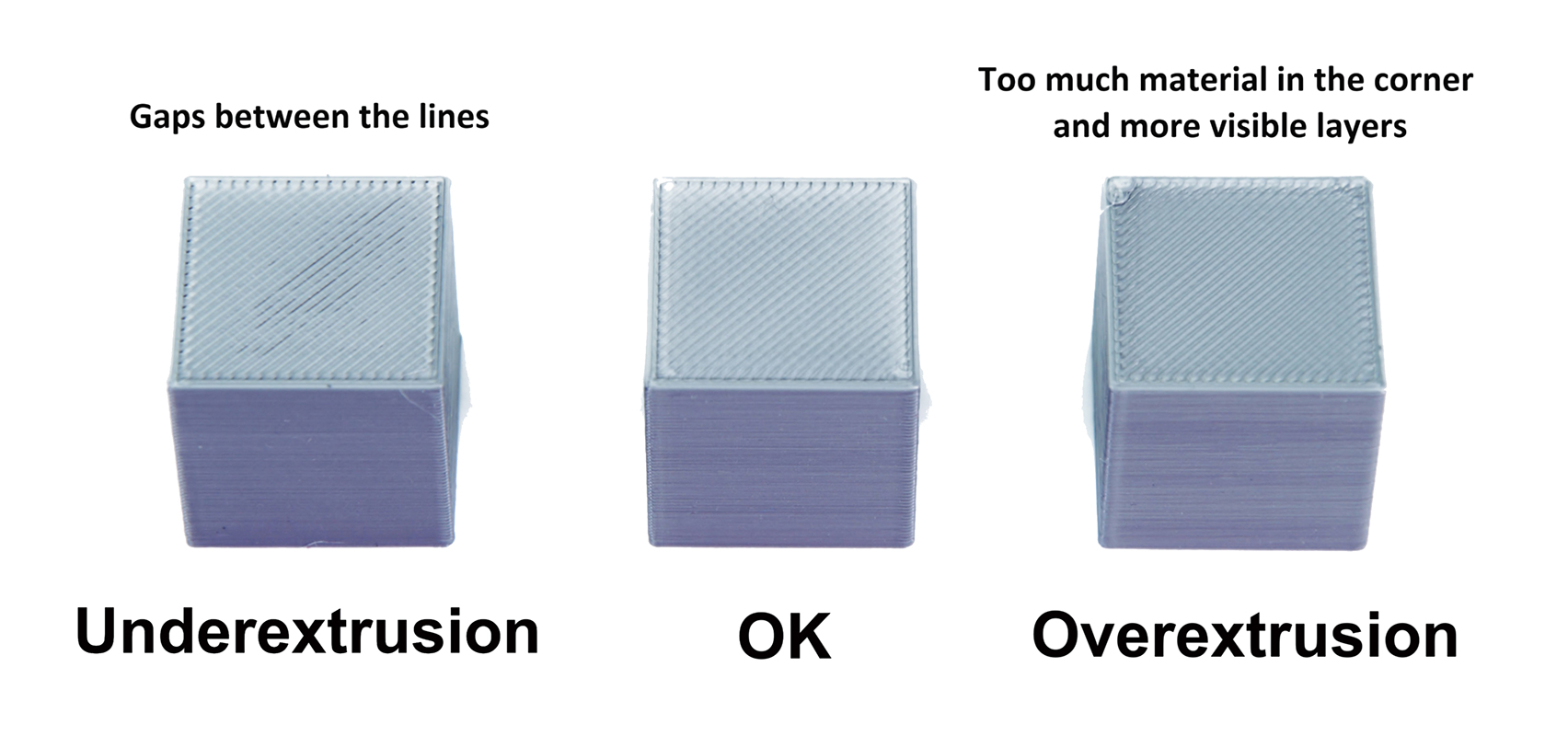
Este método no requiere herramientas, solo tu vista. El objetivo es asegurarse de que las capas superiores sean suaves, brillantes y sin cicatrices o acumulación de filamento cerca de los perímetros.
- Descarga el Visual Method Cube.stl
- Rebánalo usando los ajustes predeterminados de Prusa PLA a una altura de capa de 0.20 mm e imprímelo.
- Inspecciona la capa superior de tu cubo visualmente y con la punta del dedo.
- Si la parte superior está poco extruida o no es suave, vuelve a ajustar el multiplicador de extrusión en consecuencia en un 1-2%.
- Repite los pasos anteriores cuantas veces sea necesario.
Si hay demasiado material cerca de los perímetros, disminuye el valor del multiplicador de extrusión.

Si hay espacios visibles entre las líneas de capa, aumenta el valor del multiplicador de extrusión. (Los espacios microscópicos cerca de los perímetros están bien).

1 comentario
https://help.prusa3d.com/es/article/calibracion-de-la-correccion-de-linealidad-del-extrusor-_2254
https://help.prusa3d.com/es/article/calibracion-pid_2265
En cualquier caso, te recomiendo que contactes a nuestro equipo de Soporte Técnico con los detalles del problema.
https://help.prusa3d.com/es/article/atencion-al-cliente_2287
Un saludo,