- English
- Čeština
- Italiano
- Deutsch
- Polski
- Français
- 日本語
- Home
- Usando la impresora
- Mantenimiento de la impresora
- Mantenimiento Regular de la Impresora (MK4/S, MK3.9/S)
Mantenimiento Regular de la Impresora (MK4/S, MK3.9/S)
- Modelos 3D
- Guía de materiales
- Laminando
- Mantenimiento de la impresora
- Ajuste de la tensión de la correa (MINI/MINI+)
- Ajuste de la tensión de la correa dentada (MK4/S, MK3.9/S, MK3.5/S, MK3/S/+)
- Ajuste de la tensión de la correa (XL)
- Cableado de la electrónica Buddy (MINI)
- Changing or replacing the Nextruder Hotend
- Cambiar o reemplazar la boquilla (MK2.5/S, MK3/S/+, MK3.5/S)
- Changing or replacing the Prusa Nozzle
- Changing the print head
- Cambio/sustitución de la boquilla (MINI)
- Comprobación/realineación del engranaje Bondtech (MK3S/MK2.5S)
- Tirón en frío (MINI)
- Tirón en frío (MK3/S/+, MK2.5/S, MK3.5/S)
- Tirón en frío (MK4/S, MK3.9/S, XL) #13702 #17702
- Traducciones de la comunidad
- Mantenimiento de la CW1
- Sustitución del film FEP (SL1)
- Sistema de Supresión de Incendios (Cerramiento)
- Actualización de firmware (CW1)
- Actualización de firmware (MINI/MINI+)
- Actualización de firmware (MK2.5S/MK2S)
- Actualización de firmware (MMU2S)
- Actualización de firmware (SL1/SL1S)
- HEPA filter replacement (HT90)
- Desmontaje del fusor y heatbreak atascado en el dispador
- How to downgrade firmware (MK4/S, MK3.9/S, MK3.5/S, XL)
- Cómo retirar un tornillo dañado
- How to update firmware (HT90)
- Cómo actualizar el firmware (MK3S+/MK3S/MK3)
- Cómo flashear el firmware (MK4/S, MK3.9/S, MK3.5, XL)
- Como actualizar el firmware (MMU3
- Mantenimiento habitual de la Impresora i3
- Filtro de Pigmentos para IPA (CW1/CW1S)
- Mantenimiento habitual MMU2S
- MMU3 regular maintenance
- Nozzle replacement (HT90)
- Láminas PETG (Enclousure)
- Preparación de la superficie de impresión
- Printing without purge tower on the XL (Multi-Tool)
- Mantenimiento regular (MINI)
- Regular printer maintenance (HT90)
- Regular printer maintenance (MK3.5/S)
- Mantenimiento Regular de la Impresora (MK4/S, MK3.9/S)
- Herramientas útiles
- Mantenimiento frecuente
- Mantenimiento esporádico
- Mantenimiento anual
- Herramientas útiles
- Mantenimiento frecuente
- Mantenimiento esporádico
- Mantenimiento anual
- Mantenimiento regular de la impresora (XL)
- Retirando el filamento del extrusor manualmente
- Tarjetas SD y unidades USB
- Mantenimiento de la SL1/SL1S
- Retirada de impresiones de la SL1/SL1S
- Probando las características de seguridad de (MK3/MK3S)
- Vibraciones/ruido al imprimir (MINI/MINI+)
- Prusa Connect y PrusaLink
Se recomienda emplear algo de tiempo en el mantenimiento de tu Original Prusa MK4/S y MK3.9/S con regularidad. Esto debe hacerse incluso si la impresora funciona perfectamente.
Herramientas útiles
Además de las herramientas habituales, como llaves Allen, alicates de punta fina e IPA (alcohol isopropílico) + toallitas de papel, es posible que necesites:
- Aire comprimido: también conocido como aire enlatado. Asegúrate de no mantenerlo boca abajo mientras pulveriza, de lo contrario podría dañar cualquier componente electrónico al intentar limpiarlo.
- Cepillo: un pequeño cepillo de latón es útil para limpiar el bloque calefactor. Si no tienes un cepillo de latón cualquier cepillo con cerdas duras hará el trabajo.
- Prusa Lubricant: utilizado para lubricar las varillas lisas y los rodamientos lineales.
Mantenimiento frecuente
Los siguientes puntos deben comprobarse antes de cada impresión.
Mantener limpia la impresora
Tras varias horas de impresión, pueden empezar a acumularse diversos tipos de residuos alrededor de las piezas de la impresora o bajo la base calefactable - trozos de filamento, polvo, restos, soportes rotos, etc. Asegúrate siempre de que las partes de la impresora estén limpias. Puedes utilizar un cepillo, una escoba pequeña o una aspiradora para eliminar los residuos.
Limpieza de Hotend
Es fundamental que el hotend esté limpio. Los residuos en la boquilla o en el bloque calefactor pueden provocar fallos en la impresora, por ejemplo, si los residuos caen sobre el modelo impreso durante la impresión..
Para limpiar la boquilla y el bloque calefactor, calienta la boquilla de tres a cinco minutos a 250 °C, ya que los restos de filamento deben calentarse ligeramente para que puedan eliminarse más fácilmente.
Utiliza un pequeño cepillo de latón para limpiar cualquier plástico viejo pegado en la boquilla y el bloque del calentador.
Evita que el cepillo entre en contacto con los cables del hotend, ya que podría provocar un cortocircuito.
Atención: ¡la impresora aún está caliente! Espera hasta que las partes calientes se enfríen a temperatura ambiente. Tarda aproximadamente 10 minutos. No la toques. Comprueba siempre los valores en la pantalla.
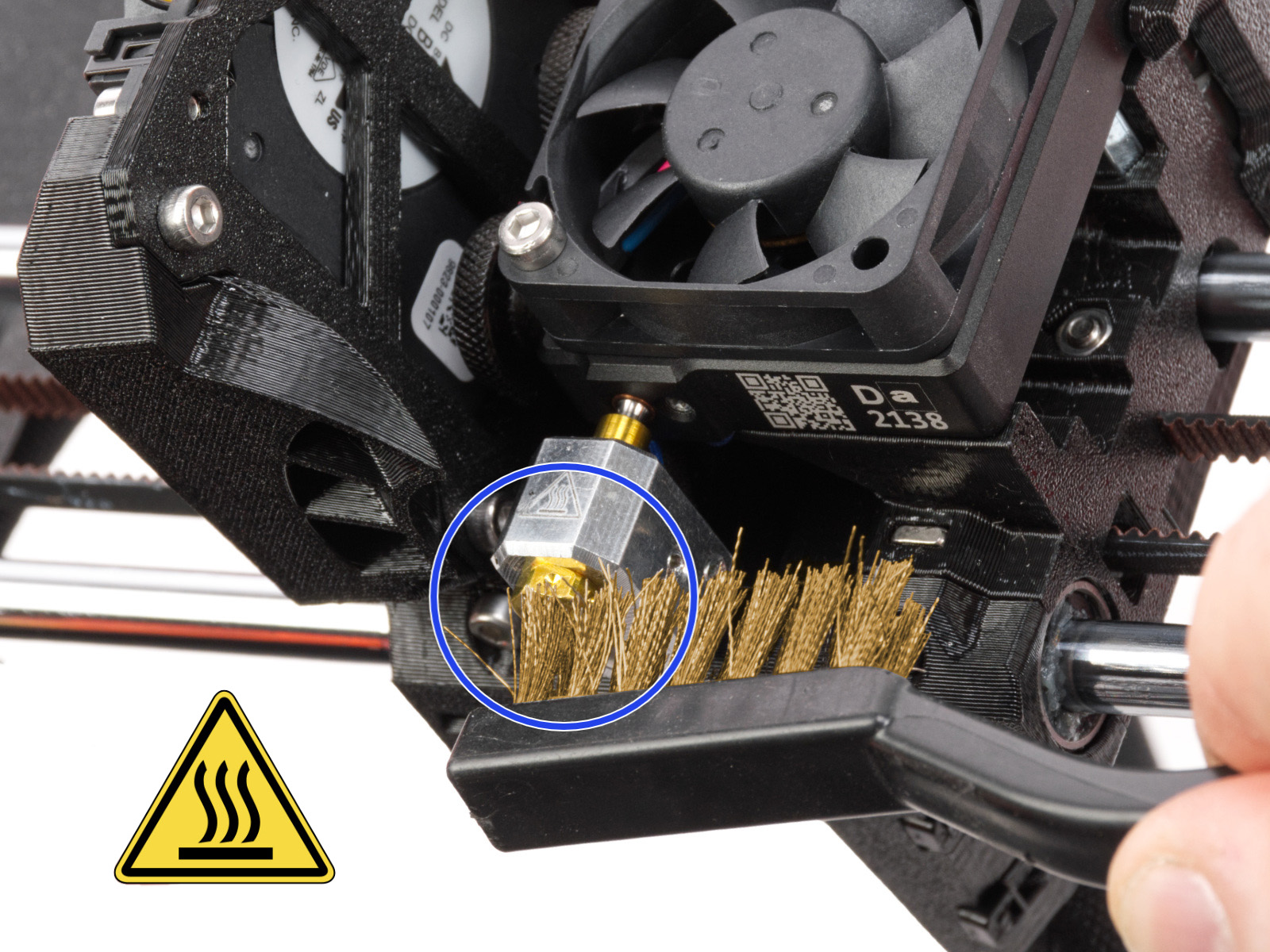
Lámina de acero flexible
Nunca limpies la lámina de PA Nylon especial con acetona, IPA (alcohol isopropílico) u otros disolventes a base de alcohol (limpiacristales, Windex, etc.). Esto dañará la superficie.
Todas las láminas de acero flexibles deben limpiarse con regularidad para garantizar la adherencia, pero los métodos exactos y las soluciones de lavado pueden variar en función del tipo de plancha.
Encontrará más información sobre cómo cuidar tu lámina de acero flexible en este artículo.
Mantenimiento esporádico
Las siguientes comprobaciones deben realizarse cada 200 horas de impresión.
Comprobación de los ejes
- Varillas lisas: arañazos/ranuras - coge cada varilla entre dos/tres dedos y muévelos lentamente de un extremo a otro de la varilla, mientras giras los dedos alrededor de la varilla. Si notas algún arañazo, compruébalo con la uña.
- Varillas lisas y rodamientos: Limpia las varillas lisas con una toalla de papel limpia, y lubrícalos usando una pequeña cantidad de Prusa Lubricant.
Solo en caso de que sientas que el eje ya no funciona con suavidad incluso después de haber limpiado y lubricado recientemente las varillas lisas, se pueden sacar los rodamientos, limpiarlos con alcohol, y engrasarlos por dentro, usando también una pequeña cantidad de Prusa Lubricant. - Poleas de la correa: cualquier residuo alrededor de las poleas de la correa y las correas debe ser eliminado inmediatamente para garantizar un funcionamiento sin problemas. Además, compruebe si el tornillo de fijación de la polea de la correa está firmemente sujeto en el lado plano del eje del motor.
- Correas: Las dos correas deben estar lo suficientemente apretadas como para que suenen como una nota grave al puntearlas.
Ventiladores
Las RPM (revoluciones por minuto) de ambos ventiladores se miden constantemente. Esto significa que la impresora informará de un error si el ventilador se ralentiza repentinamente, por ejemplo, debido a un trozo de filamento atascado en él.
En tal caso, comprueba y elimina la suciedad del ventilador correspondiente. No intentes saltarte la comprobación de RPM, ya que podría dañar la impresora.
Ambos ventiladores deben revisarse y limpiarse cada varios cientos de horas de impresión. El polvo puede eliminarse con aire comprimido en un bote de spray, los pequeños hilos de plástico pueden retirarse con pinzas.
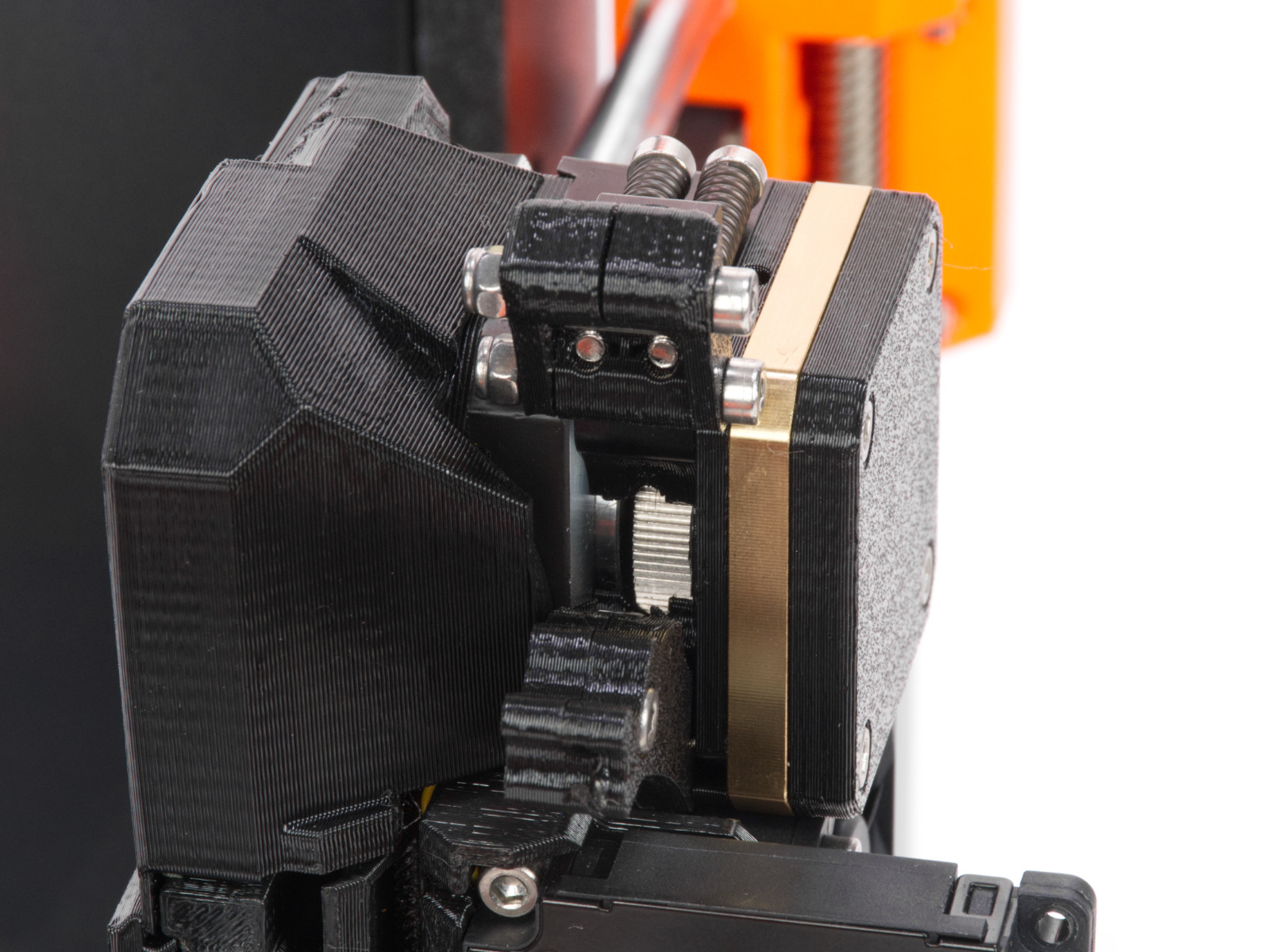
Nextruder
El engranaje primario y los rodamientos fijados al eje tensor del extrusor no necesitan lubricante. Con el tiempo, puede formarse un depósito de restos de filamento en las ranuras del engranaje primario, lo que provoca una extrusión de filamento insuficiente. Accede al extrusor levantando la tuerca del engranaje primario y, a continuación, mueve el eje del engranaje primario. Puedes soplar la suciedad con aire comprimido, o utilizar un cepillo de latón o un palillo de dientes corriente. Utiliza el orificio de acceso situado en el lateral del extrusor.
Mantenimiento anual
Electrónica
It is a good practice to check and optionally reconnect the electrical connectors on the xBuddy board, Loveboard, heatbed, PSU, and xLCD every 600-800 hours of printing.
In particular, ensure that the screw-attached connectors are fully tightened, and the Molex-attached connectors properly connected.
CAUTION: for Molex-attached connectors, it is necessary to press the latch before disconnecting. Otherwise, the connector may get damaged.
Se recomienda emplear algo de tiempo en el mantenimiento de tu Original Prusa MK4/S y MK3.9/S con regularidad. Esto debe hacerse incluso si la impresora funciona perfectamente.
Herramientas útiles
Además de las herramientas habituales, como llaves Allen, alicates de punta fina e IPA (alcohol isopropílico) + toallitas de papel, es posible que necesites:
- Aire comprimido: también conocido como aire enlatado. Asegúrate de no mantenerlo boca abajo mientras pulveriza, de lo contrario podría dañar cualquier componente electrónico al intentar limpiarlo.
- Cepillo: un pequeño cepillo de latón es útil para limpiar el bloque calefactor. Si no tienes un cepillo de latón cualquier cepillo con cerdas duras hará el trabajo.
- Prusa Lubricant: utilizado para lubricar las varillas lisas y los rodamientos lineales.
Mantenimiento frecuente
Los siguientes puntos deben comprobarse antes de cada impresión.
Mantener limpia la impresora
Tras varias horas de impresión, pueden empezar a acumularse diversos tipos de residuos alrededor de las piezas de la impresora o bajo la base calefactable - trozos de filamento, polvo, restos, soportes rotos, etc. Asegúrate siempre de que las partes de la impresora estén limpias. Puedes utilizar un cepillo, una escoba pequeña o una aspiradora para eliminar los residuos.
Limpieza de Hotend
Es fundamental que el hotend esté limpio. Los residuos en la boquilla o en el bloque calefactor pueden provocar fallos en la impresora, por ejemplo, si los residuos caen sobre el modelo impreso durante la impresión..
Para limpiar la boquilla y el bloque calefactor, calienta la boquilla de tres a cinco minutos a 250 °C, ya que los restos de filamento deben calentarse ligeramente para que puedan eliminarse más fácilmente.
Utiliza un pequeño cepillo de latón para limpiar cualquier plástico viejo pegado en la boquilla y el bloque del calentador.
Evita que el cepillo entre en contacto con los cables del hotend, ya que podría provocar un cortocircuito.
Atención: ¡la impresora aún está caliente! Espera hasta que las partes calientes se enfríen a temperatura ambiente. Tarda aproximadamente 10 minutos. No la toques. Comprueba siempre los valores en la pantalla.
Lámina de acero flexible
Nunca limpies la lámina de PA Nylon especial con acetona, IPA (alcohol isopropílico) u otros disolventes a base de alcohol (limpiacristales, Windex, etc.). Esto dañará la superficie.
Todas las láminas de acero flexibles deben limpiarse con regularidad para garantizar la adherencia, pero los métodos exactos y las soluciones de lavado pueden variar en función del tipo de plancha.
Encontrará más información sobre cómo cuidar tu lámina de acero flexible en este artículo.
Mantenimiento esporádico
Las siguientes comprobaciones deben realizarse cada 200 horas de impresión.
Comprobación de los ejes
- Varillas lisas: arañazos/ranuras - coge cada varilla entre dos/tres dedos y muévelos lentamente de un extremo a otro de la varilla, mientras giras los dedos alrededor de la varilla. Si notas algún arañazo, compruébalo con la uña.
- Varillas lisas y rodamientos: Limpia las varillas lisas con una toalla de papel limpia, y lubrícalos usando una pequeña cantidad de Prusa Lubricant.
Solo en caso de que sientas que el eje ya no funciona con suavidad incluso después de haber limpiado y lubricado recientemente las varillas lisas, se pueden sacar los rodamientos, limpiarlos con alcohol, y engrasarlos por dentro, usando también una pequeña cantidad de Prusa Lubricant. - Poleas de la correa: cualquier residuo alrededor de las poleas de la correa y las correas debe ser eliminado inmediatamente para garantizar un funcionamiento sin problemas. Además, compruebe si el tornillo de fijación de la polea de la correa está firmemente sujeto en el lado plano del eje del motor.
- Correas: Las dos correas deben estar lo suficientemente apretadas como para que suenen como una nota grave al puntearlas.
Ventiladores
Las RPM (revoluciones por minuto) de ambos ventiladores se miden constantemente. Esto significa que la impresora informará de un error si el ventilador se ralentiza repentinamente, por ejemplo, debido a un trozo de filamento atascado en él.
En tal caso, comprueba y elimina la suciedad del ventilador correspondiente. No intentes saltarte la comprobación de RPM, ya que podría dañar la impresora.
Ambos ventiladores deben revisarse y limpiarse cada varios cientos de horas de impresión. El polvo puede eliminarse con aire comprimido en un bote de spray, los pequeños hilos de plástico pueden retirarse con pinzas.
Nextruder
El engranaje primario y los rodamientos fijados al eje tensor del extrusor no necesitan lubricante. Con el tiempo, puede formarse un depósito de restos de filamento en las ranuras del engranaje primario, lo que provoca una extrusión de filamento insuficiente. Accede al extrusor levantando la tuerca del engranaje primario y, a continuación, mueve el eje del engranaje primario. Puedes soplar la suciedad con aire comprimido, o utilizar un cepillo de latón o un palillo de dientes corriente. Utiliza el orificio de acceso situado en el lateral del extrusor.
Mantenimiento anual
Electrónica
Es una buena práctica comprobar y, opcionalmente, volver a conectar los conectores eléctricos de la placa xBuddy, la Loveboard, la base calefactable, la fuente de alimentación y el xLCD cada 600-800 horas de impresión.
En particular, asegúrese de que los conectores atornillados estén bien apretados y los conectores Molex bien conectados.
PRECAUCIÓN: en el caso de los conectores Molex, es necesario presionar el pestillo antes de desconectarlos. De lo contrario, el conector podría resultar dañado.
Comentarios


¿Todavía tienes preguntas?
Si tienes alguna pregunta sobre algo que no se ha tratado aquí, comprueba nuestros recursos adicionales.
Y si eso no lo soluciona, puedes enviar una petición a [email protected] o mediante el botón que hay más abajo.