Les supports peuvent être difficiles à enlever et laisser des surfaces imparfaites au-dessus d'eux. En fonction de la forme de l'objet, il existe également un risque de ruiner l'impression au cours du processus. Certaines géométries ne peuvent même pas être imprimées en une seule pièce en utilisant l'impression FFF.
Avec ls Original Prusa MMU3, MMU2S, et XL Multi-Outils, il est possible d'utiliser des matériaux solubles dans l'eau, comme le PVA+ et le BVOH, pour imprimer les supports ou simplement "l'interface" entre l'impression et la structure du support. Cependant, l'impression de filaments solubles peut être exigeante et nécessite certaines considérations en cours de route. C'est un processus plus adapté aux utilisateurs avancés.
Quel matériau utiliser
La première considération est que le matériau principal et le matériau de support soluble doivent avoir des températures de fusion/impression similaires. Les PVA+ et BVOH sont similaires à bien des égards, mais le BVOH est absolument la meilleure option (mais plus cher). Il est plus rigide et se comportera beaucoup mieux que le PVA+ lors de l'impression. C'est pourquoi il vaut mieux l'imprimer avec du PETG.
Pour le PETG, vous pouvez pratiquement utiliser que du BVOH. Le PLA peut être imprimé avec du PVA+ ou du BVOH.
Configuration du slicer
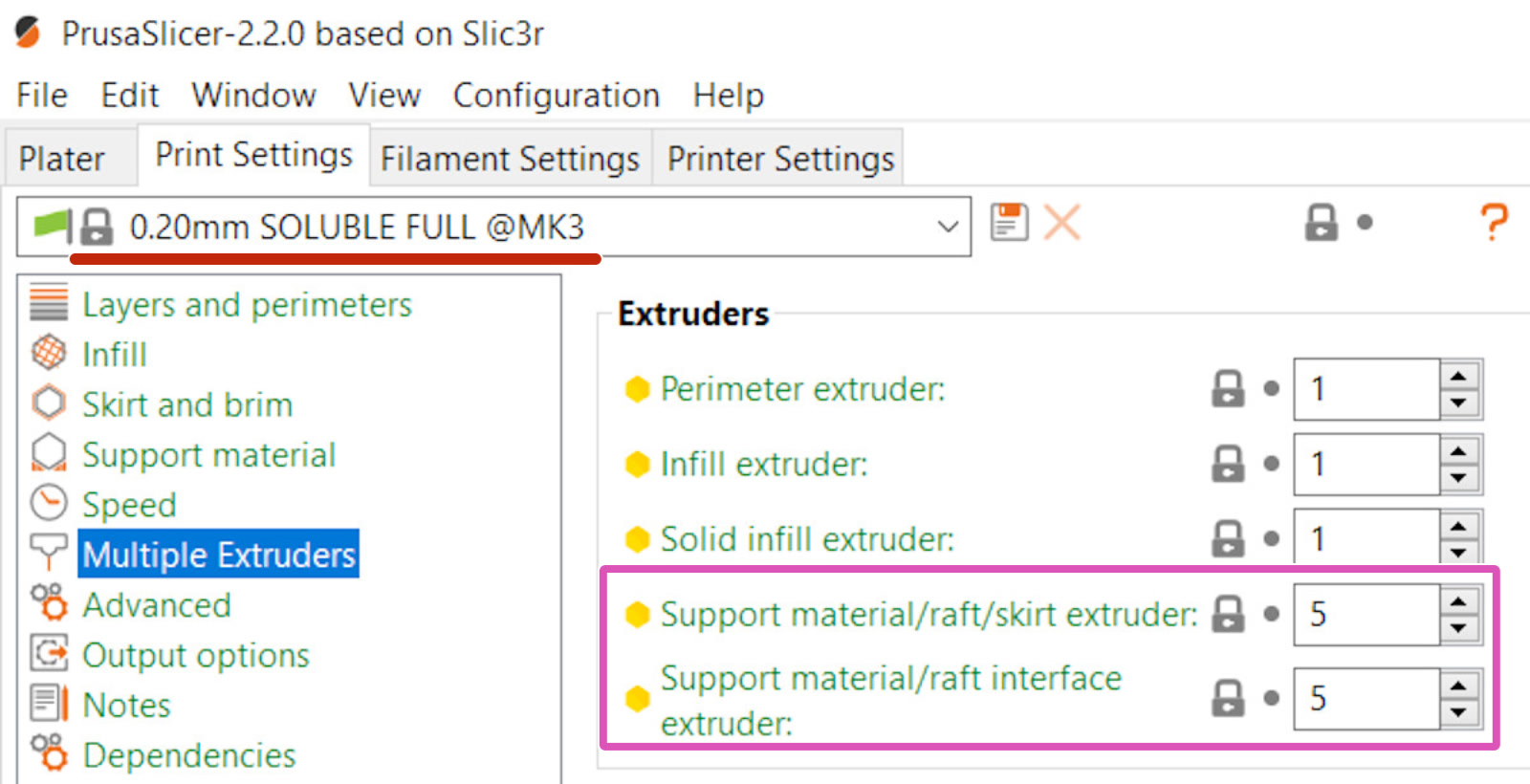
Il existe une configuration spécifique pour les matériaux de support solubles dans PrusaSlicer. Une fois que vous avez sélectionné le profil d'imprimante Original Prusa MMU3, MMU2S, ou XL Multi-Outils, vous trouverez de nouvelles options dans le menu déroulant 'Réglages d'impression'. Pour une hauteur de couche de 0,15 mm et 0,2 mm, vous disposez désormais de SOLUBLE FULL et SOLUBLE INTERFACE.
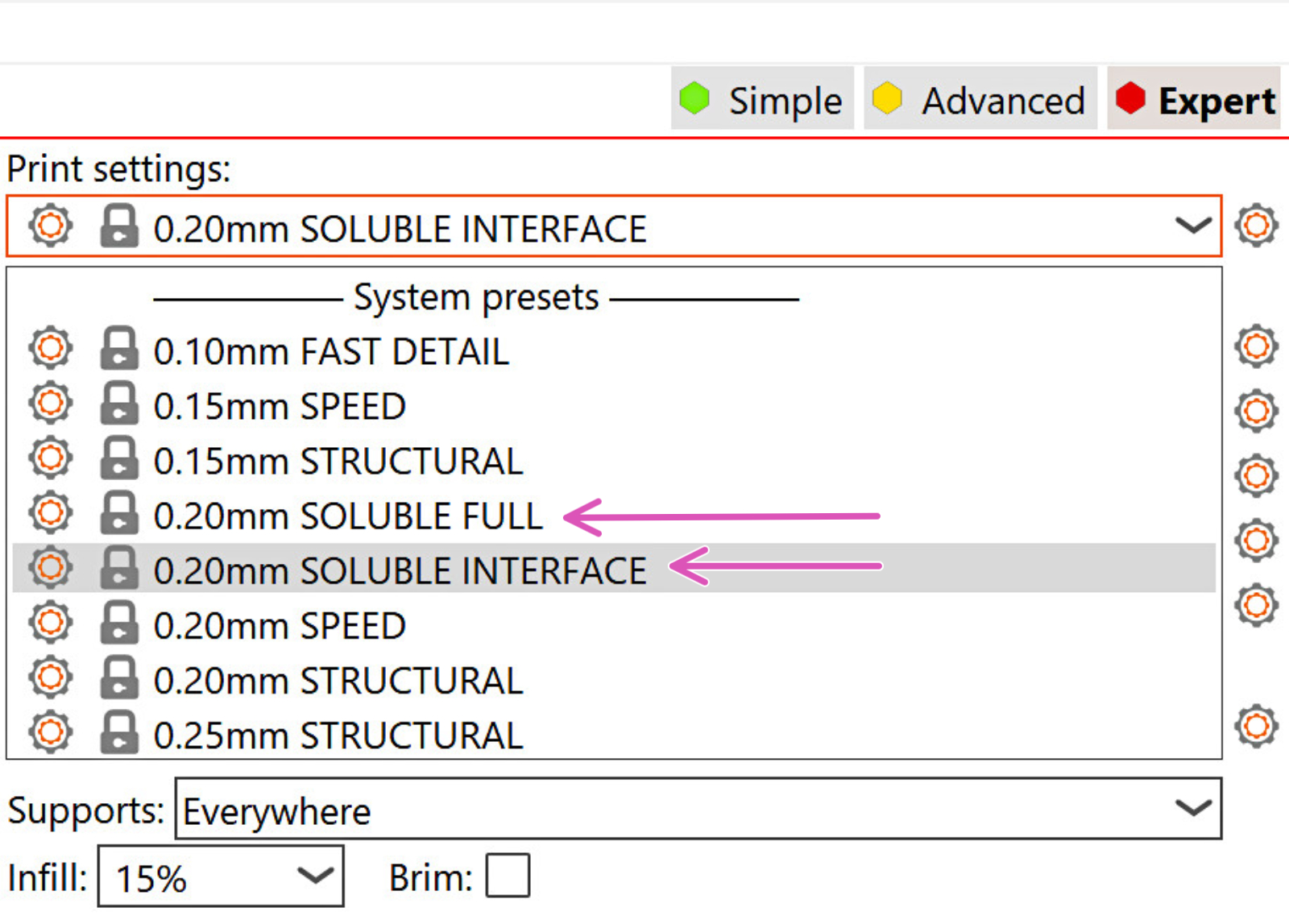
SOLUBLE FULL
Cette option utilisera le matériau soluble pour toute la structure de support (image de gauche). Ceci est recommandé lorsque vous avez une géométrie complexe qui nécessite un grand nombre de supports internes uniquement. Le PVA+ et le BVOH adhèrent mal à la feuille d'acier PEI lisse ou texturée, mais adhèrent bien lorsqu'ils sont imprimés directement sur du PLA et du PETG. Si vous imprimez quelque chose avec des supports sur le plateau de construction, nous vous recommandons le préréglage SOLUBLE INTERFACE.
SOLUBLE INTERFACE
Ce préréglage applique le matériau soluble uniquement dans les couches imprimées plus denses entre la structure de support réelle et le modèle (image de droite). Cela vous permet d'imprimer la structure de support avec la couleur chargée quelle qu'elle soit et d'utiliser le matériau soluble uniquement là où il est nécessaire. Cela permettra d'économiser du matériau soluble, qui est plus cher que le PLA et le PETG. Si vous avez une impression qui nécessite beaucoup de supports directement sur la feuille d'acier, c'est l'option prédéfinie pour vous.
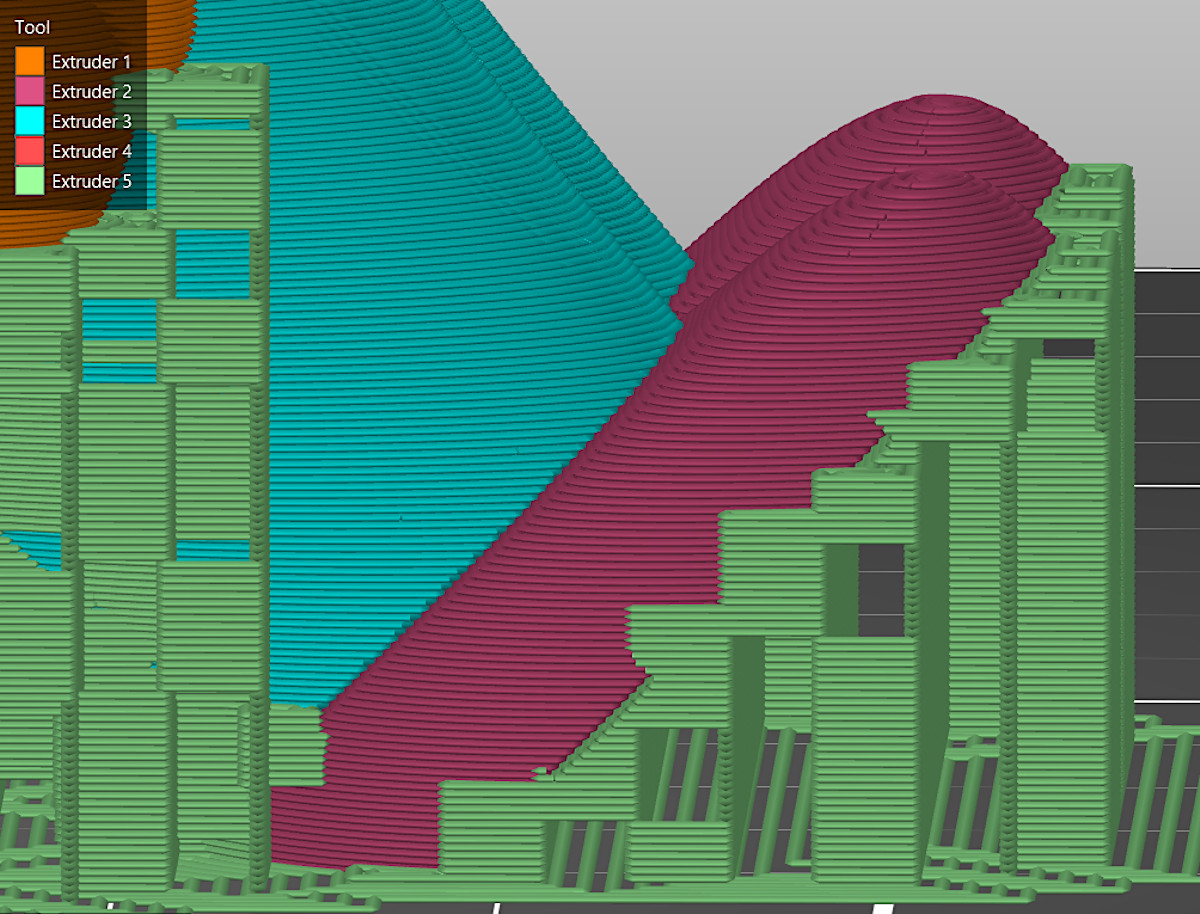 | 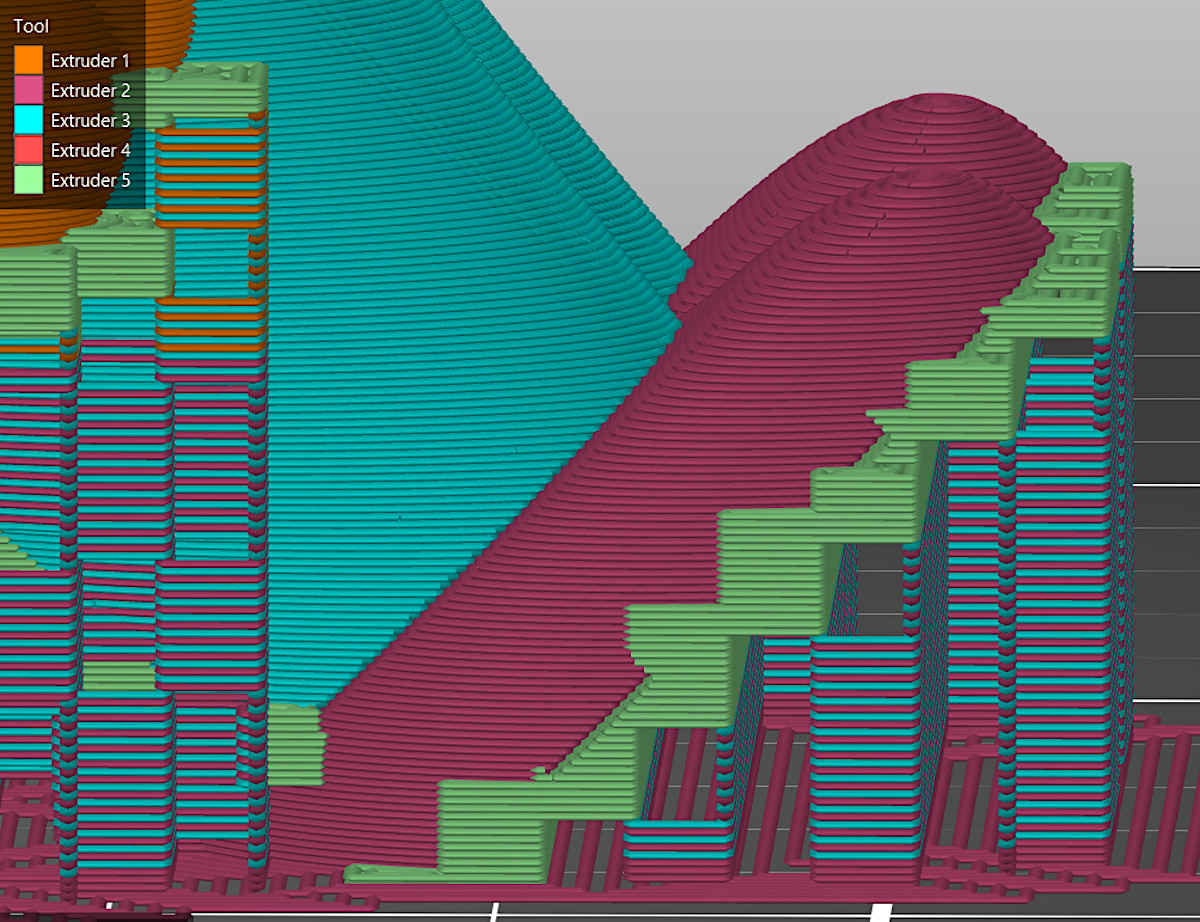 |
| SOLUBLE FULL - Le filament vert est du BVOH | SOLUBLE INTERFACE - Le filament vert est du BVOH |
Outil par défaut
PrusaSlicer ou l'imprimante ne détecteront pas où vous avez chargé le filament soluble.
Sur les MMU2S/MMU3, PrusaSlicer attribuera par défaut le matériau de support ou le matériau d'interface au filament numéro 5. Sur la XL, PrusaSlicer attribuera par défaut le matériau de support ou le matériau d'interface à l'outil 2. Vous pouvez le remplacer par n'importe quel autre filament/outil en saisissant une autre valeur entre 1 et 5, correspondant au filament/outil à utiliser.
La définition de la valeur sur 0 utilise l'outil disponible, qui est le dernier utilisé sur cette couche.
 | 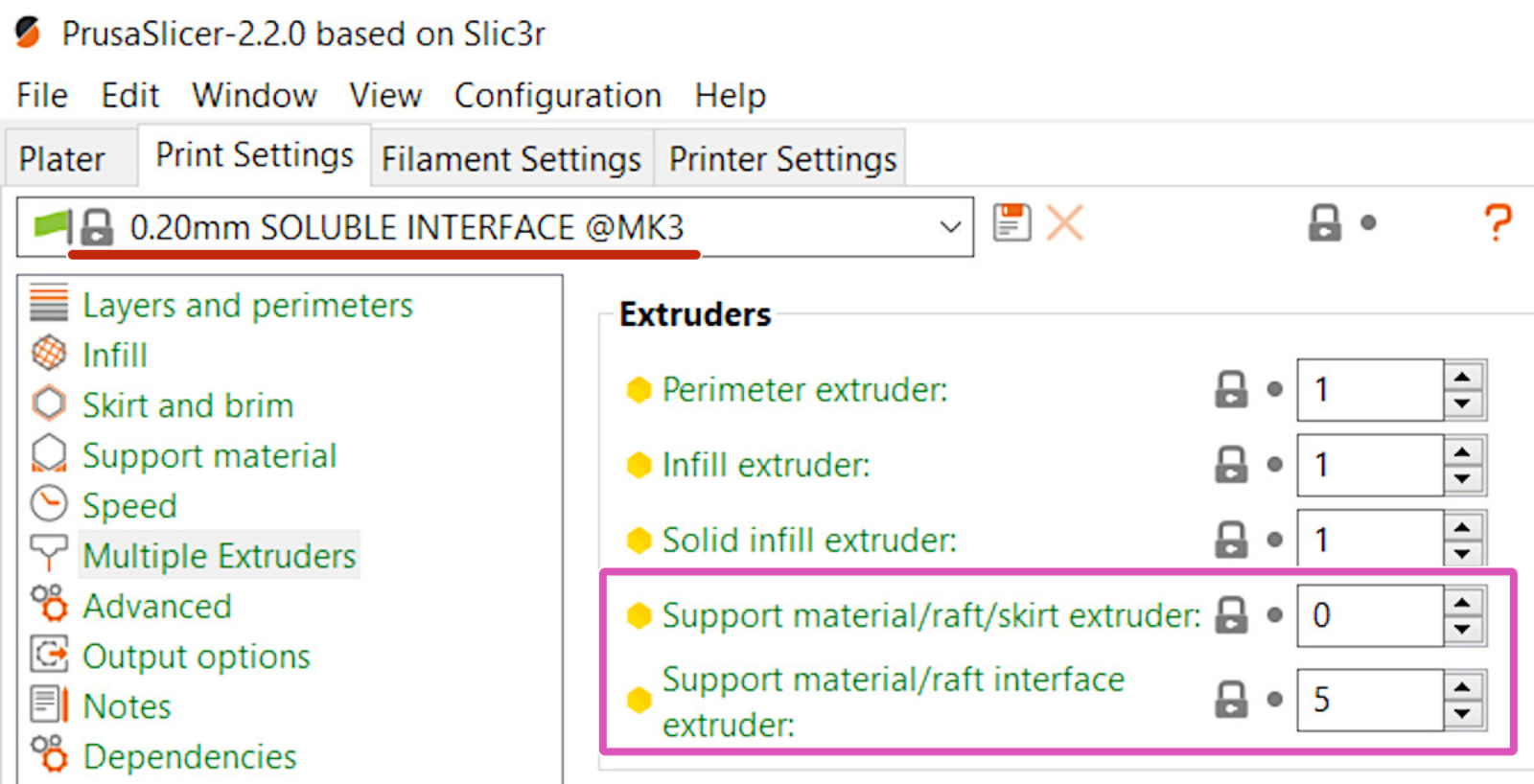 |
'Extrudeur de matériau de support/radeau/jupe : 0' utilisera n'importe quel outil actuellement chargé dans l'extrudeur.
Volumes de purge (MMU3, MMU2S)
Par défaut, 140 mm³ sont utilisés pour un changement de filament (somme du déchargement et du chargement). Lors de l'utilisation de supports hydrosolubles, nous suggérons d'utiliser au moins 200-240 mm³. Si vous trouvez des résidus dans votre impression, augmentez la quantité. Un minimum de 240 mm³ pour le changement d'extrudeur depuis le PVA+/BVOH peut être nécessaire.
Pour accéder aux paramètres de purge des volumes, appuyez sur le bouton Volumes de purge ... ( Pour pouvoir modifier les valeurs, sélectionnez 'Utiliser des réglages personnalisés spécifiques au projet'.

Configuration du MMU2S, MMU3 pour la MK3S/+
Il est essentiel que vous ayez effectué une calibration très précise du capteur IR. À cause des propriétés du PVA+ et du BVOH, leur diamètre peut facilement se déformer sous une pression excessive de la roue libre.
Encore une fois, en raison de leurs propriétés molles, les pointes du filament créeront inévitablement des fils, il est donc important de les surveiller et d'être prêt à intervenir et à les couper pendant que le filament principal est imprimé.
La différence de vitesse volumétrique maximale : le PLA a une vitesse volumétrique maximale de 15 mm³/s, tandis que les PVA+ et BVOH ont une vitesse volumétrique maximale de 4 mm³/s. Cela augmente la durée totale d'impression.
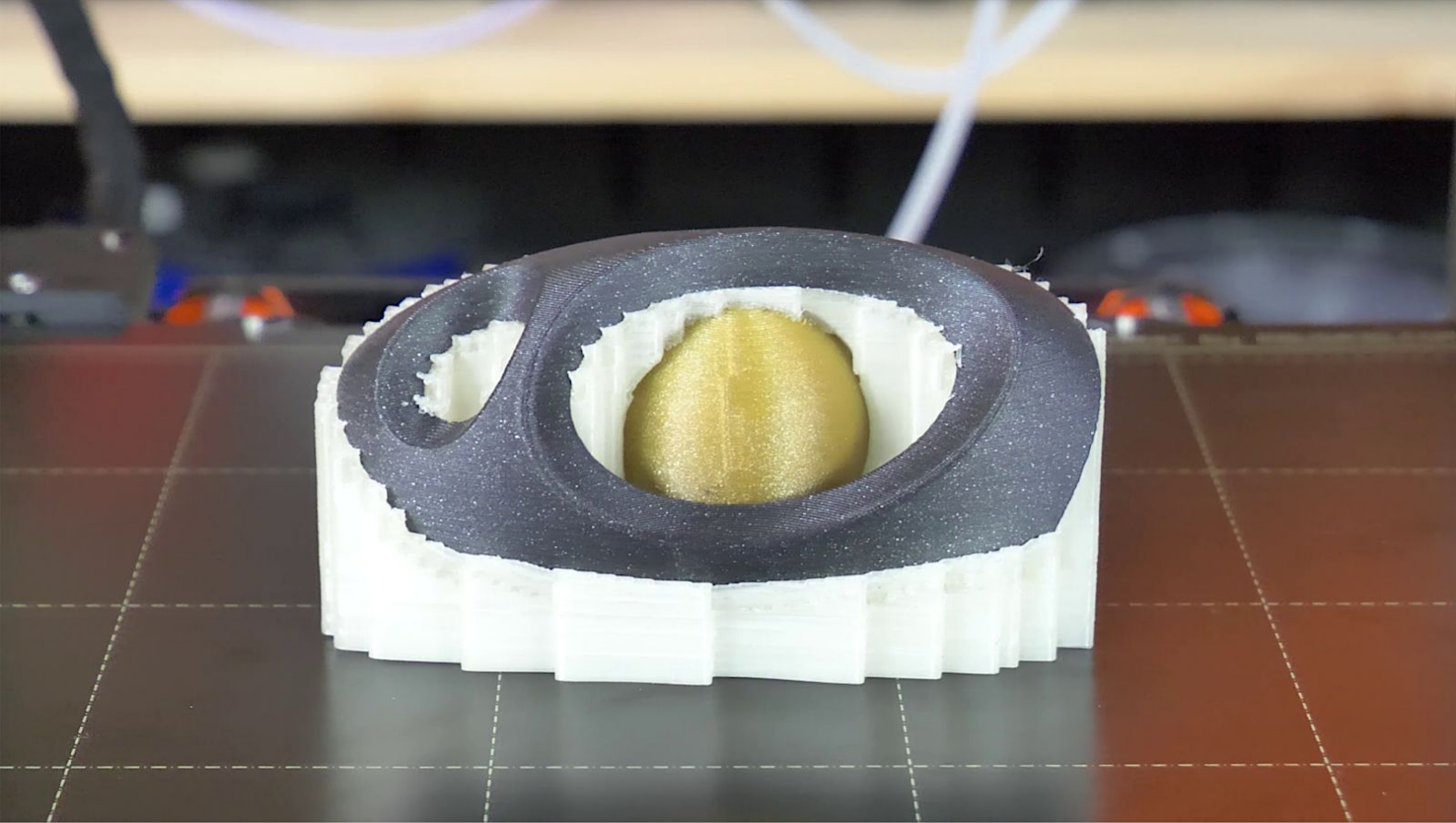
Dissoudre et retirer les supports
Lorsque l'impression est terminée et avant de retirer les supports, plongez-la dans de l'eau tiède (maximum 45 °C) et laissez-la là pendant quelques heures à une nuit. Après cela, les supports devraient se détacher assez facilement, mais peuvent nécessiter l'utilisation d'outils, en fonction de la géométrie de votre impression. Il peut être utile d'enlever autant de supports que possible pendant qu'elle est encore sèche.
Une fois l'objet imprimé débarrassé des supports, plongez-le à nouveau dans de l'eau chaude pendant 10 à 20 minutes puis brossez-le pour éliminer les débris résiduels de PVA+/BVOH. L'utilisation d'une petite brosse à dents dure peut être un outil idéal pour cette tâche.
À moins que vous ne dissolviez plusieurs kilos de PVA/BVOH par jour, vous pouvez verser la solution de BVOH/PVA résultante dans les égouts.
Manipulation et stockage des filaments solubles
Comme vous vous en doutez, le BVOH et le PVA sont très hygroscopiques (absorbent facilement l'eau) et doivent être maintenus aussi secs que possible. Le PVA+ ou le BVOH ne doit pas être exposé à l'humidité. Il doit être remis dans son sac zippé juste après son utilisation, et toujours avec un ou plusieurs sacs de silice. Sinon, il va se détériorer en quelques mois et se ramollir à une température beaucoup plus basse, entraînant déjà des problèmes lors du processus de chargement.
Lorsqu'il est détérioré de la sorte, cela entraînera rapidement des problèmes de chargement/déchargement et le blocage de votre hotend. La meilleure approche consiste à imprimer et stocker ces matériaux dans une Drybox.