La Calibrazione primo layer è utilizzata per calibrare la distanza tra la punta dell'ugello e la superficie di stampa. L'obiettivo è quello di regolare l'altezza dell'ugello fino a quando la plastica estrusa si attacca bene al piano e si può vedere che viene leggermente schiacciata.
 | 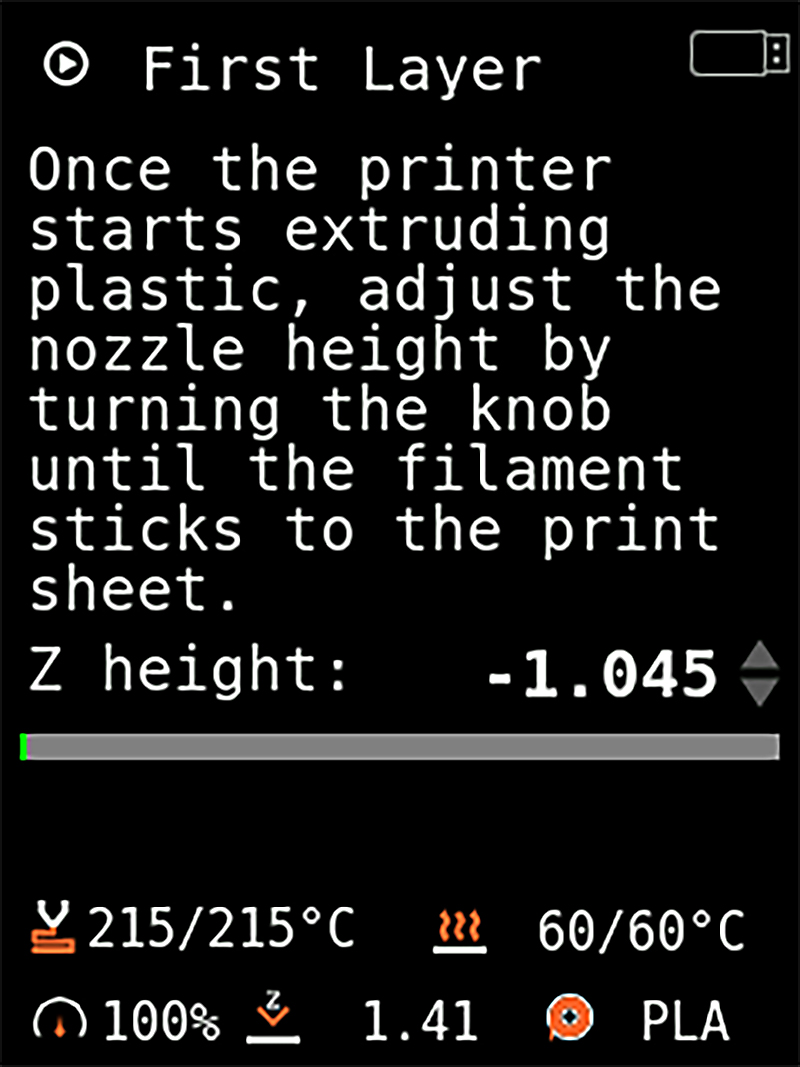 |
Con una stampante appena assemblata o resettata in fabbrica, il valore di 'altezza Z' inizierà a zero e si sposterà verso un valore negativo (-) quando si riduce la distanza tra l'ugello e il piano riscaldato. Il valore zero iniziale è impostato dalla posizione della SuperPINDA/M.I.N.D.A. Ruotare la manopola in senso antiorario per avvicinare l'ugello al piano riscaldato e allontanare il valore da zero.
Procedura di calibrazione
La Calibrazione primo layer rappresenta l'ultima parte della configurazione iniziale. Può essere anche eseguita in qualunque momento tramite Menù LCD -> Controllo -> Live Z adjust.
Prima di procedere, assicurati che la superficie di stampa sia pulita (piastra liscia o testurizzata). Puoi trovare informazioni su come pulirlo in Preparazione della superficie di stampa PEI.
Piastra liscia
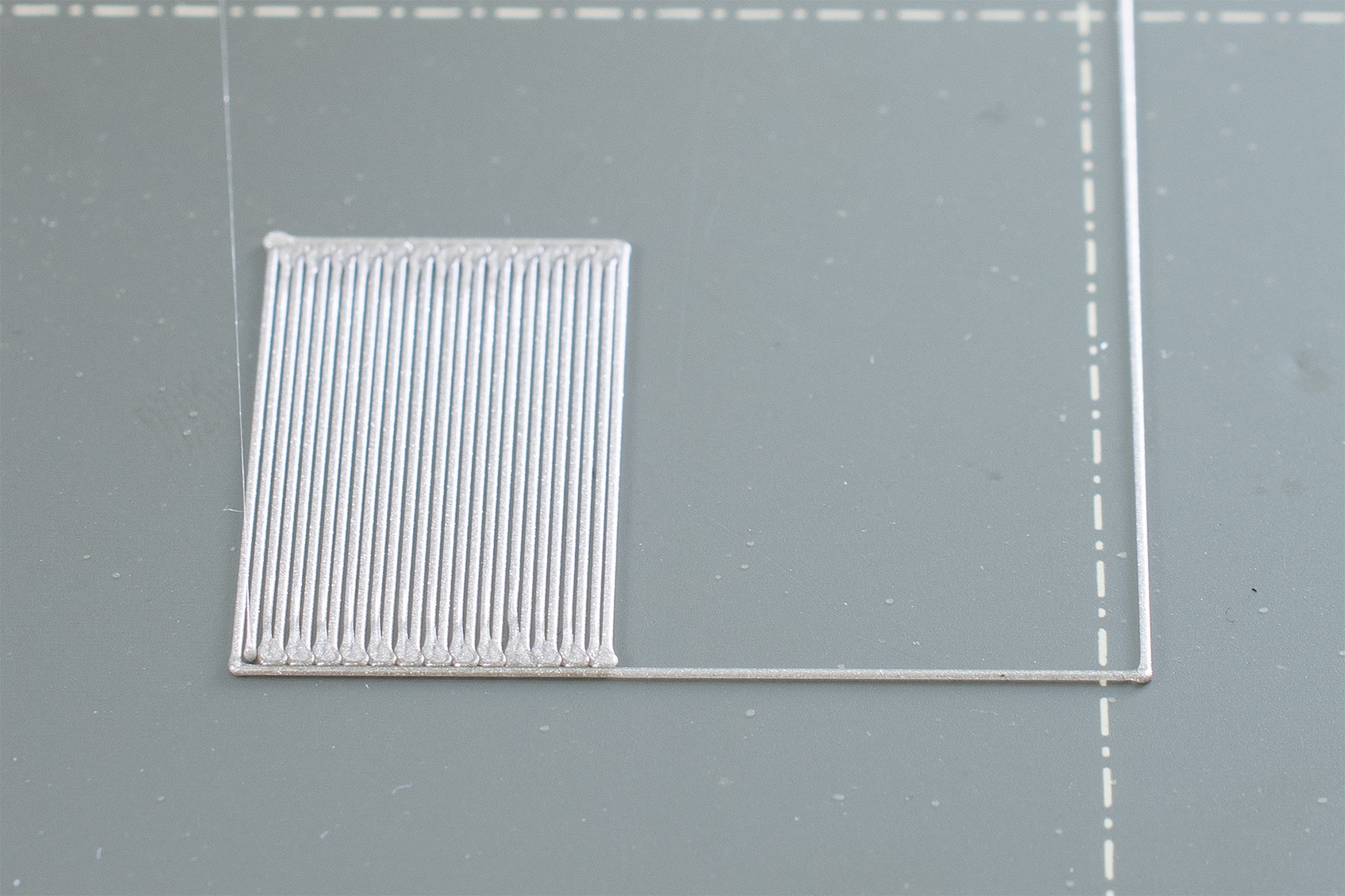
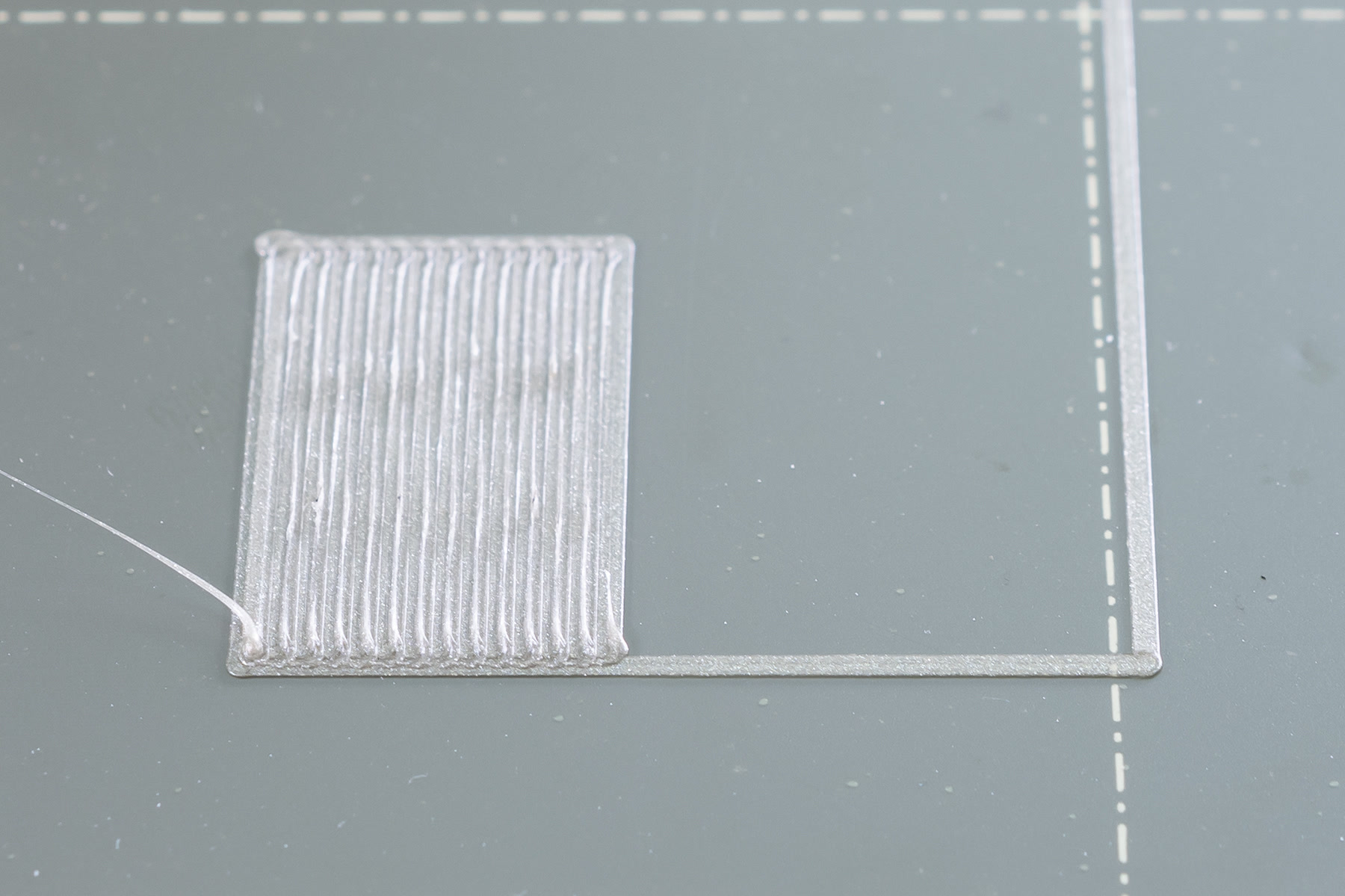
Troppo alto
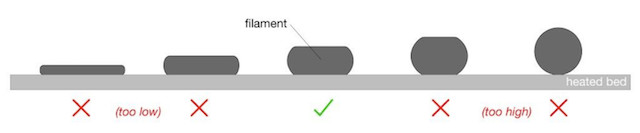
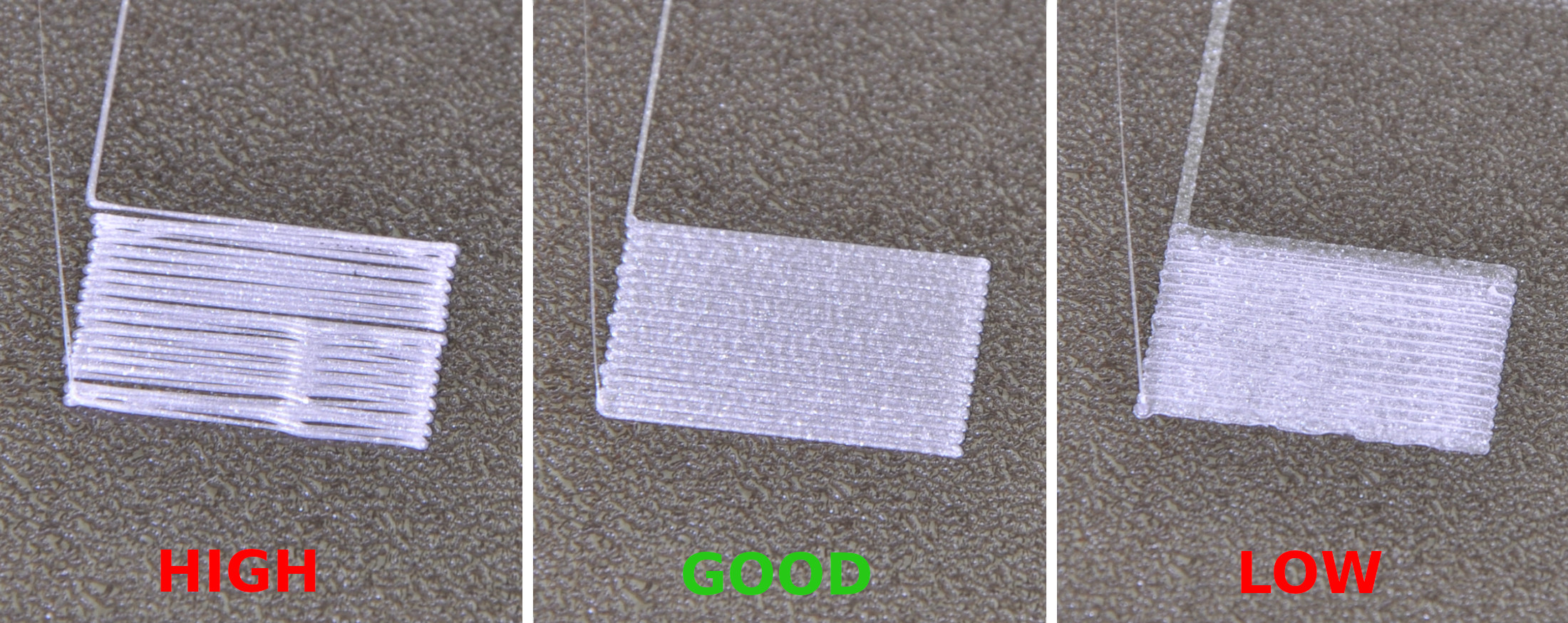
Si vuole la linea appiattita, ma non schiacciata. Sul quadrato alla fine della linea di prova, non deve esserci alcuno spazio vuoto tra le linee (immagine a sinistra), il che significa che è troppo alto. In questo caso, il valore sarà troppo vicino allo zero. Le stampe non aderiscono e possono staccarsi durante la stampa, il che può, a sua volta causa un blob.
Troppo basso
Se l'ugello è impostato troppo in basso (foto a destra) si vedrà la linea schiacciata completamente piatta e il quadrato finale avrà delle creste tra le linee. Questo è un chiaro segno che l'ugello è troppo vicino. Il valore sarà quindi troppo lontano da zero. Quando l'ugello è troppo basso, i bordi del quadrato possono anche iniziare ad arricciarsi verso l'alto. Nel caso estremo, il filamento sarà così sottile che sarà possibile vedere attraverso il filamento stampato. Questo intaserà l'hotend.
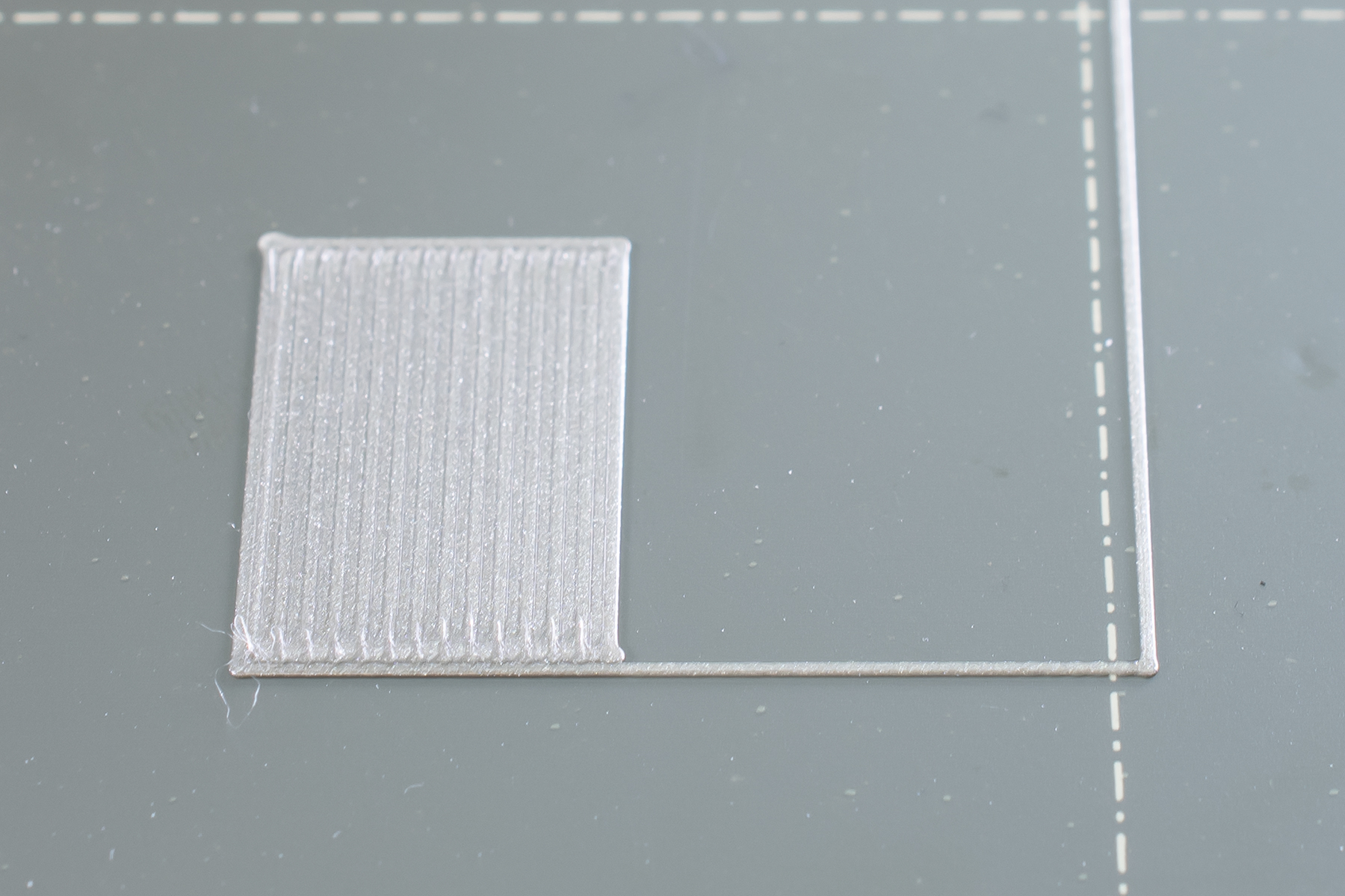
Proprio così
Una regolazione corretta presenterà una superficie uniforme (immagine centrale), senza spazi vuoti, né creste, tra le linee. Come detto, il valore numerico dipende dalla posizione esatta del sensore SuperPINDA/M.I.N.D.A., che sarà unico per ogni macchina e non significa nulla senza un riferimento visivo. Tuttavia, un intervallo comune è da -0,400 a -1,900.
 |  |  |
| Ugello regolato troppo alto | Ugello regolato alla perfezione | Ugello regolato troppo basso |
Piastra testurizzata
Le piastre testurizzate sono più sottili delle piastre con PEI liscio, quindi sarà necessario spostare l'ugello un po' più vicino, ma cercando di ottenere comunque lo stesso risultato ottenuto con la piastra con PEI liscio. Nuovamente, se l'ugello è impostato troppo basso (immagine a destra) il filamento può cominciare ad arricciarsi sui bordi come se non aderisse. Il valore numerico sarà troppo lontano dallo zero e deve essere corretto al contrario.
Se impostato troppo alto, vedrai la linea essere rotonda, e avere degli spazi vuoti tra le linee del quadrato finale. In questo caso, il valore è troppo vicino allo zero.
Quando eseguire la calibrazione del primo layer
Generalmente, la calibrazione del primo strato dovrebbe essere eseguita ogni volta che c'è un cambiamento importante nell'assemblaggio. Questo include il cambio dell'ugello, aggiornamenti dell'estrusore o altri aggiornamenti di qualsiasi asse. Dovresti anche eseguire tutte le calibrazioni se sposti la stampante in un luogo diverso.
Per la Calibrazione Primo Layer con ugelli di diametro diverso da 0.4 mm, consulta questo articolo.
Profili piastre d'acciaio
Poiché lo spessore delle diverse piastre in acciaio flessibile varia a seconda del tipo, è necessario un aggiustamento Live Z separato per ciascuna piastra. Pertanto la stampante offre "Profili per piastre in acciaio", dove è possibile impostare una calibrazione del primo strato per ogni piastra che si possiede. Maggiori informazioni su Profili piastre d'acciaio.