Dopo aver completato correttamente il montaggio dell'aggiornamento della tua Original Prusa MMU3 e aver letto 11. Primo avvio dal manuale di assemblaggio, dovresti essere a posto. Tuttavia, se dovessi riscontrare problemi persistenti, abbiamo stilato una lista di controllo per individuare le possibili cause del problema.
Calibrazioni necessarie
Con le centinaia di cambi di filamento che possono avvenire in una singola stampa MMU, il sistema deve sapere in ogni momento dove si trova ciascun filamento. A questo scopo, è necessario impostare correttamente i due sensori.
Su MK3/S/+ e MK3.5, puoi vedere se si attivano correttamente nel menu LCD alla voce Supporto -> Info sensore. Ognuno di essi dovrebbe attivare "1" se il filamento è presente e "0" quando non lo è.
Su MK3.9/4, puoi aggiungere lo stato del sensore di filamento e quello di superFINDA nel piè di pagina accedendo al menu LCD -> Impostazioni -> Interfaccia utente -> Piè di pagina. Questi saranno visualizzati come "OFF" quando il filamento non è caricato e come "ON" quando il filamento è caricato.
Calibrazione del sensore del filamento IR
Si tratta di uno dei due sensori della MMU3, situato sull'estrusore della stampante.
Per MK3S/+ e MK3.5, assicurati che il meccanismo del sensore di filamento a infrarossi sia correttamente calibrato prima di stampare.
Se hai problemi con il sensore del filamento in MK3.9/4, controlla i passaggi per la risoluzione dei problemi qui: Sensore filamento Nextruder (CORE One, CORE One L, MK4/S, MK3.9/S, XL).
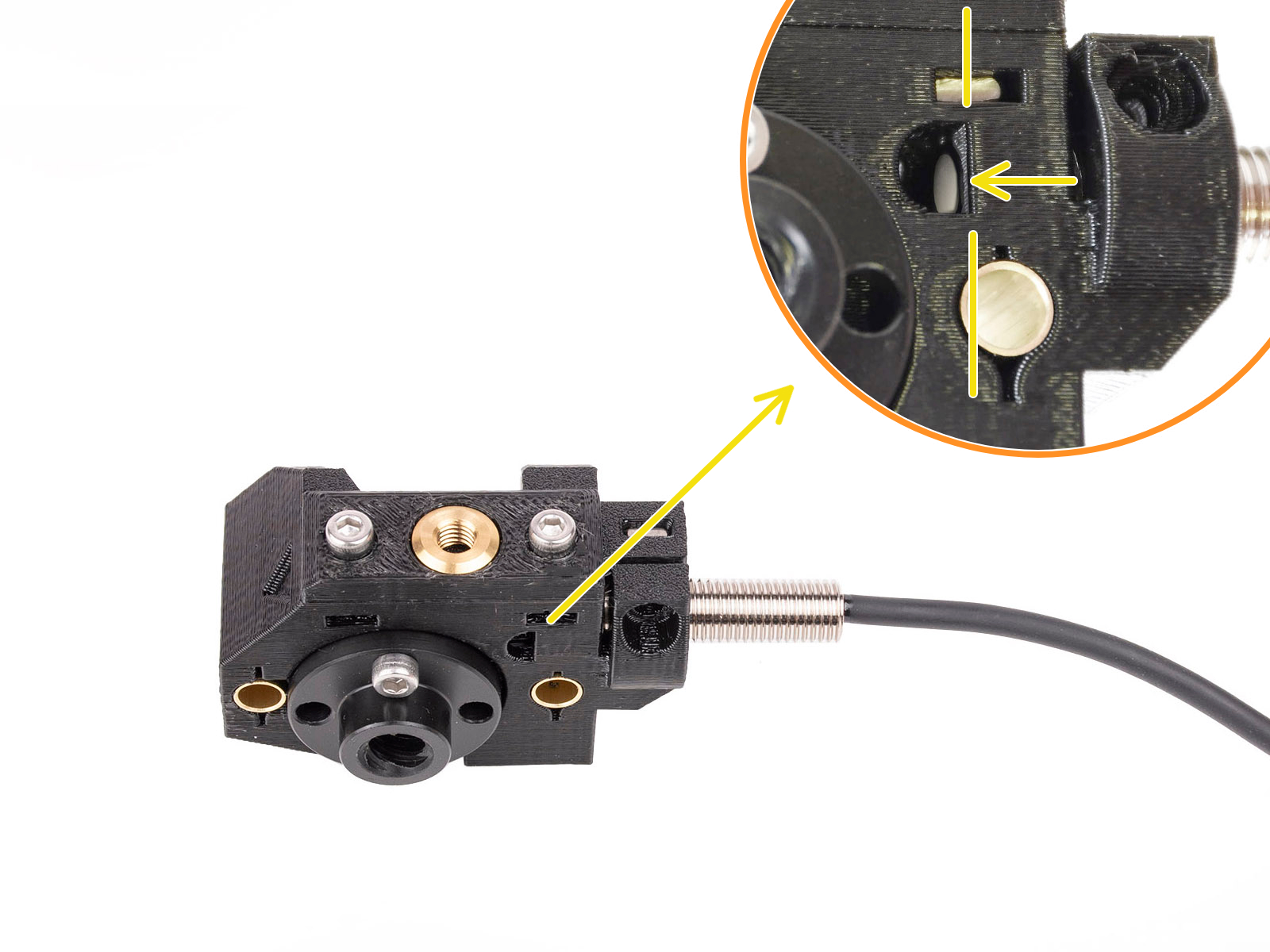
Calibrazione sensore SuperFINDA
Il SuperFINDA è il secondo sensore della MMU3. La sua posizione è fondamentale per garantire un funzionamento regolare. Il suo gruppo può anche accumulare residui o stringhe dovute al cambio di filamento. Assicurati che l'estremità del superFINDA sia allineata con l'apertura a forma di D come mostrato di seguito.
Configurazioni Hardware
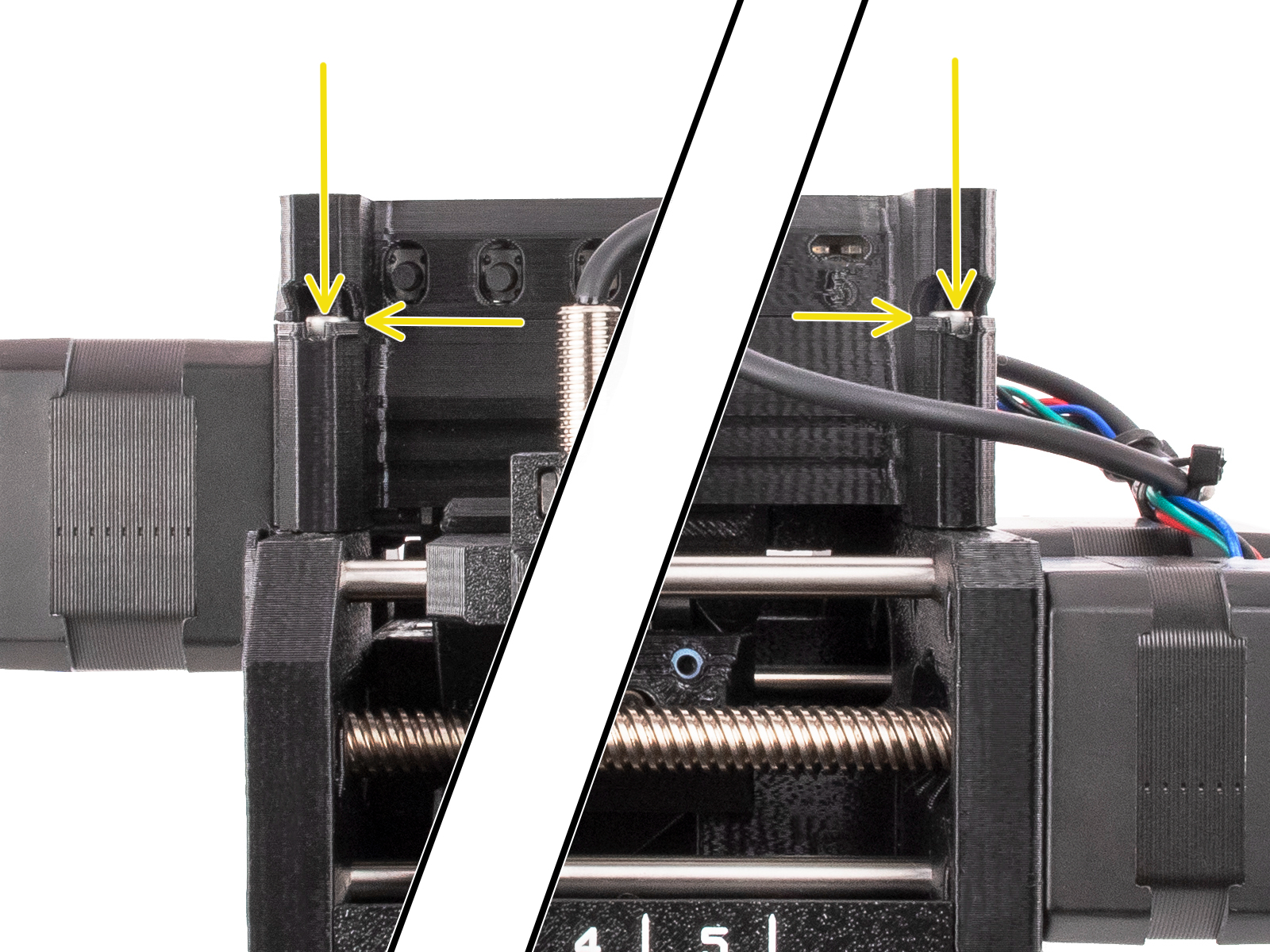
Tensione viti Idler
Proprio come la vite del tenditore dell'estrusore, anche le sue controparti della MMU3 devono essere serrate nel modo appropriato. Se la vite è troppo stretta, il tenditore avrà difficoltà a determinare la sua posizione di homing e l'unità MMU non funzionerà correttamente. Un serraggio eccessivo può anche causare il "soffocamento" delle pulegge da parte del filamento. Se le viti sono troppo allentate, l'unità MMU potrebbe avere difficoltà ad afferrare correttamente i filamenti. Per trovare la tensione perfetta, regola entrambe le viti di tensione del tenditore in modo che la parte superiore della testa della vite sia leggermente sopra la superficie superiore del corpo del tenditore.
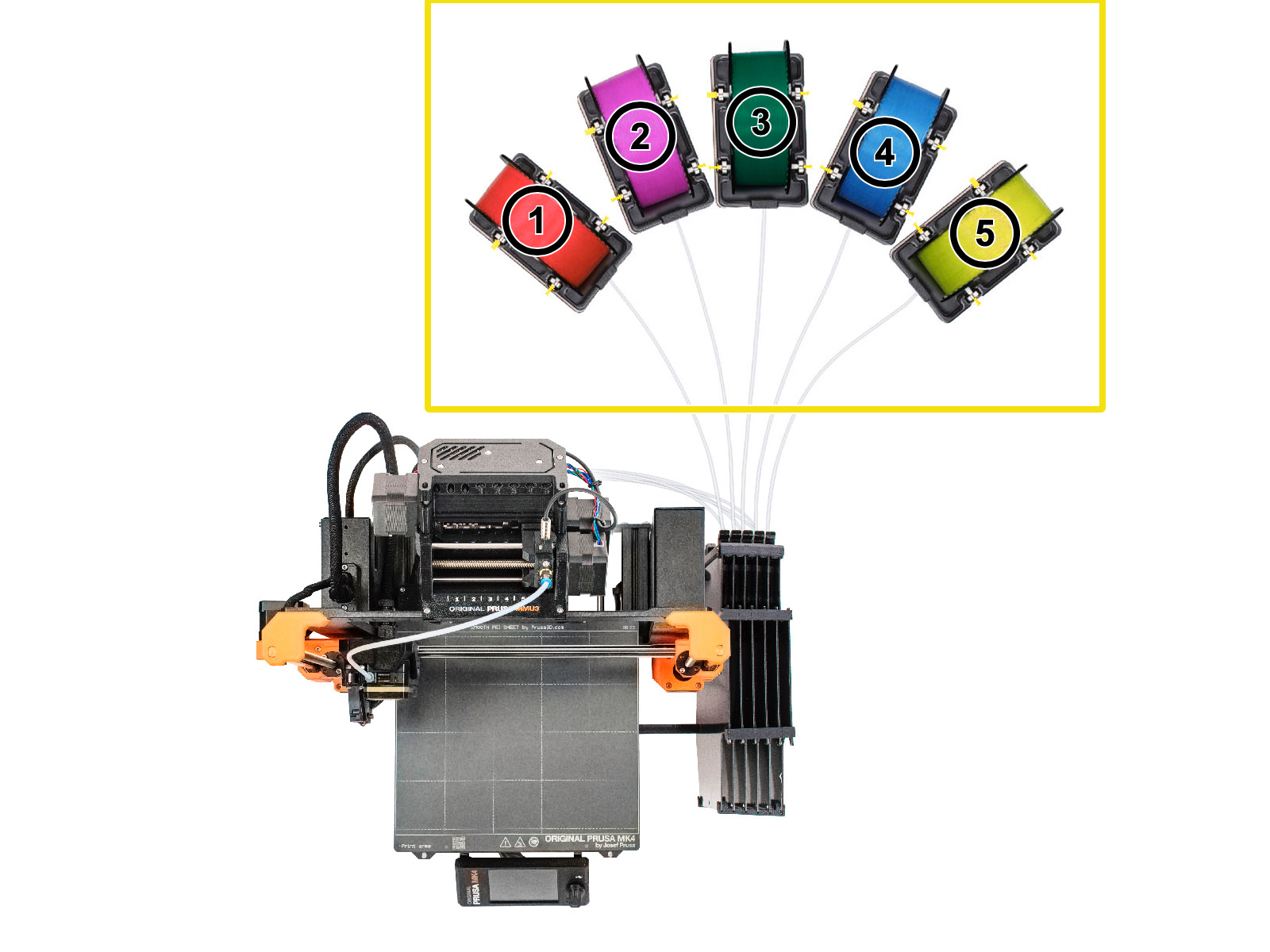
Posizionamento delle bobine e del Buffer
I porta bobina non devono essere troppo vicini l'uno all'altro. Idealmente, la posizione delle bobine dovrebbe essere quella descritta e mostrata nel manuale (immagine in basso).
Ispezione dell'insieme
Cuscinetti Idler
I cinque cuscinetti che sporgono dal cilindro del tenditore devono girare liberamente sui loro assi. Se così non fosse, puoi sempre rimuovere e ispezionare il cuscinetto spingendo fuori l'albero dal lato opposto a quello in cui sono inseriti. Usa un'asta o una chiave a brugola lunga almeno 100 mm (~4 pollici).

Assicurare l'idler sull'asta
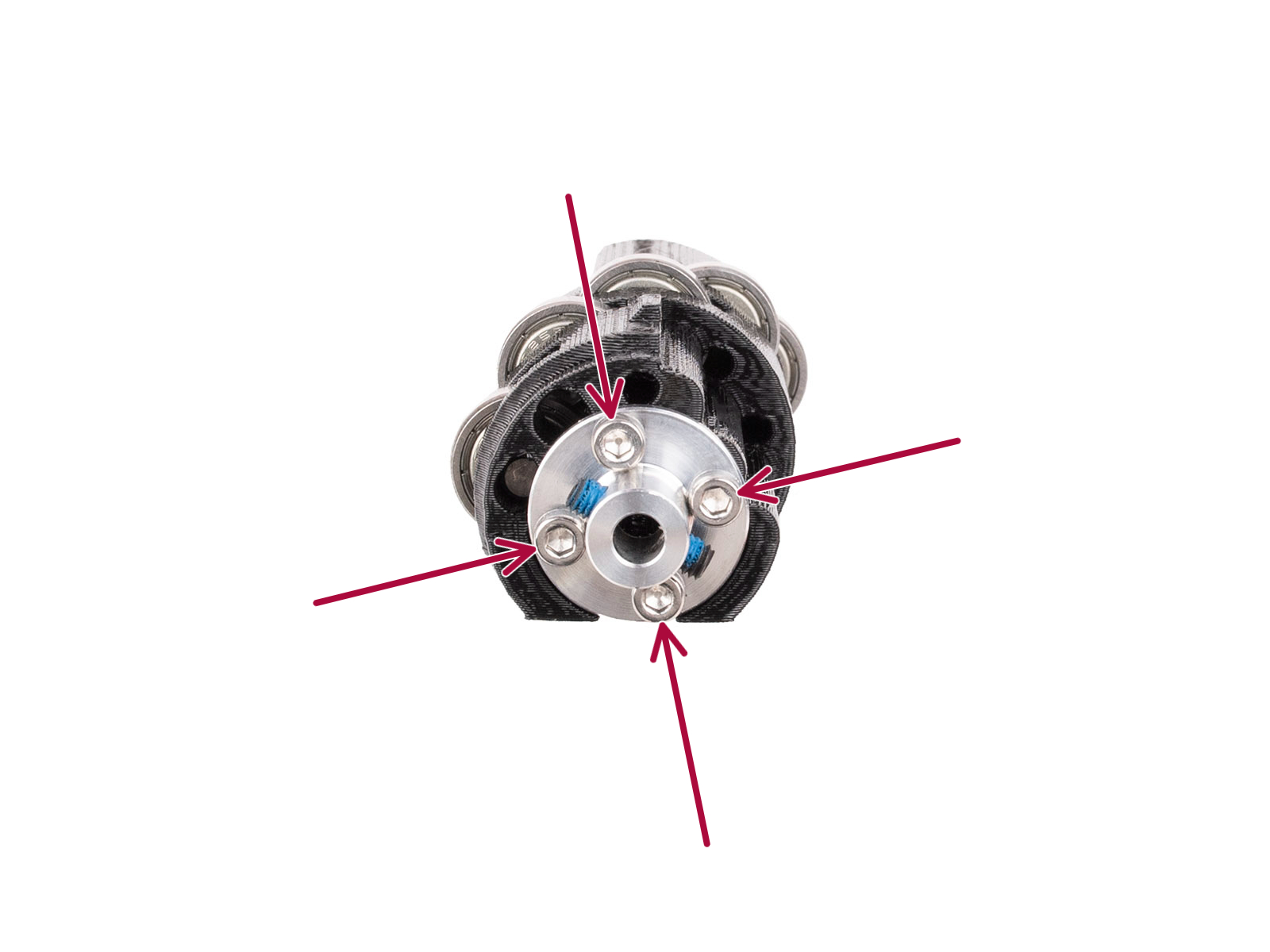
Un accoppiatore metallico collega il tenditore al corpo del tenditore. Assicurati che le quattro viti M3x10 siano ben serrate. Poi usa una chiave a brugola da 2 mm per verificare che la vite di fissaggio sia ben stretta sulla parte piatta dell'albero del motore. Dopodiché, assicurati che il tenditore possa ruotare liberamente.
 |  |
Allinea le pulegge
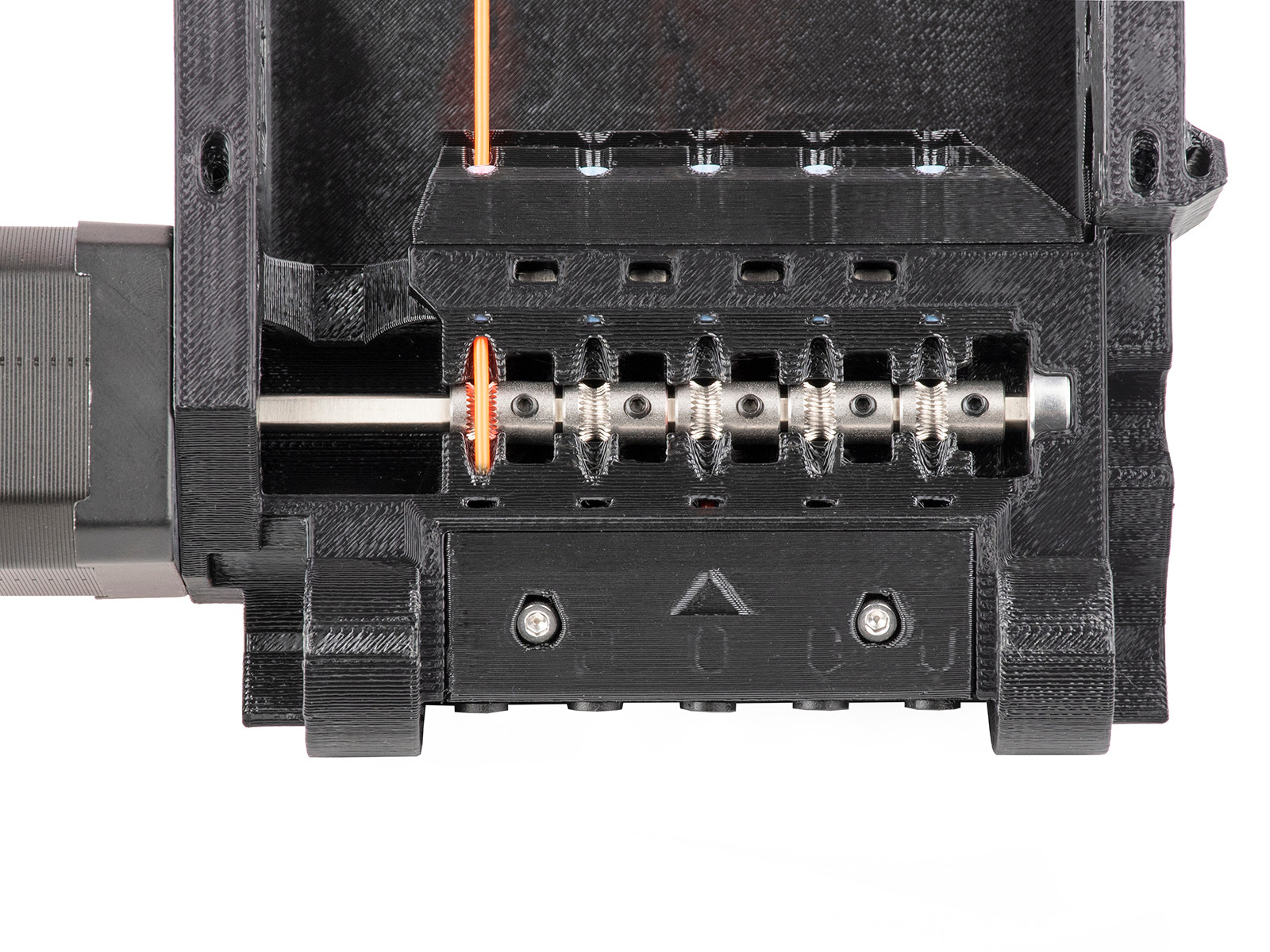
I filamenti vengono spinti attraverso l'unità MMU3 grazie a 5 pulegge dentate, montate sull'albero lungo del motore della puleggia. Le viti di fissaggio devono essere:
- Orientate sul lato sinistro dei denti, lontano dal motore della puleggia.
- Perfettamente allineate con i fori per il filamento e il filamento stesso, come mostrato nella foto qui sotto.
- Fissate dalla piccola vite nera contro il lato piatto dell'albero del motore della puleggia.
Colletti neri
I tubi in PTFE che portano i filamenti nell'unità MMU sono tenuti in posizione da 5 colletti. Per evitare che i tubi in PTFE cadano durante la stampa, è necessario che i colletti siano ben fissati. Ricorda che il PTFE è libero quando la pinza viene spinta all'interno e bloccato quando la pinza viene tirata indietro.
Orientamento dei tubi in PTFE corti
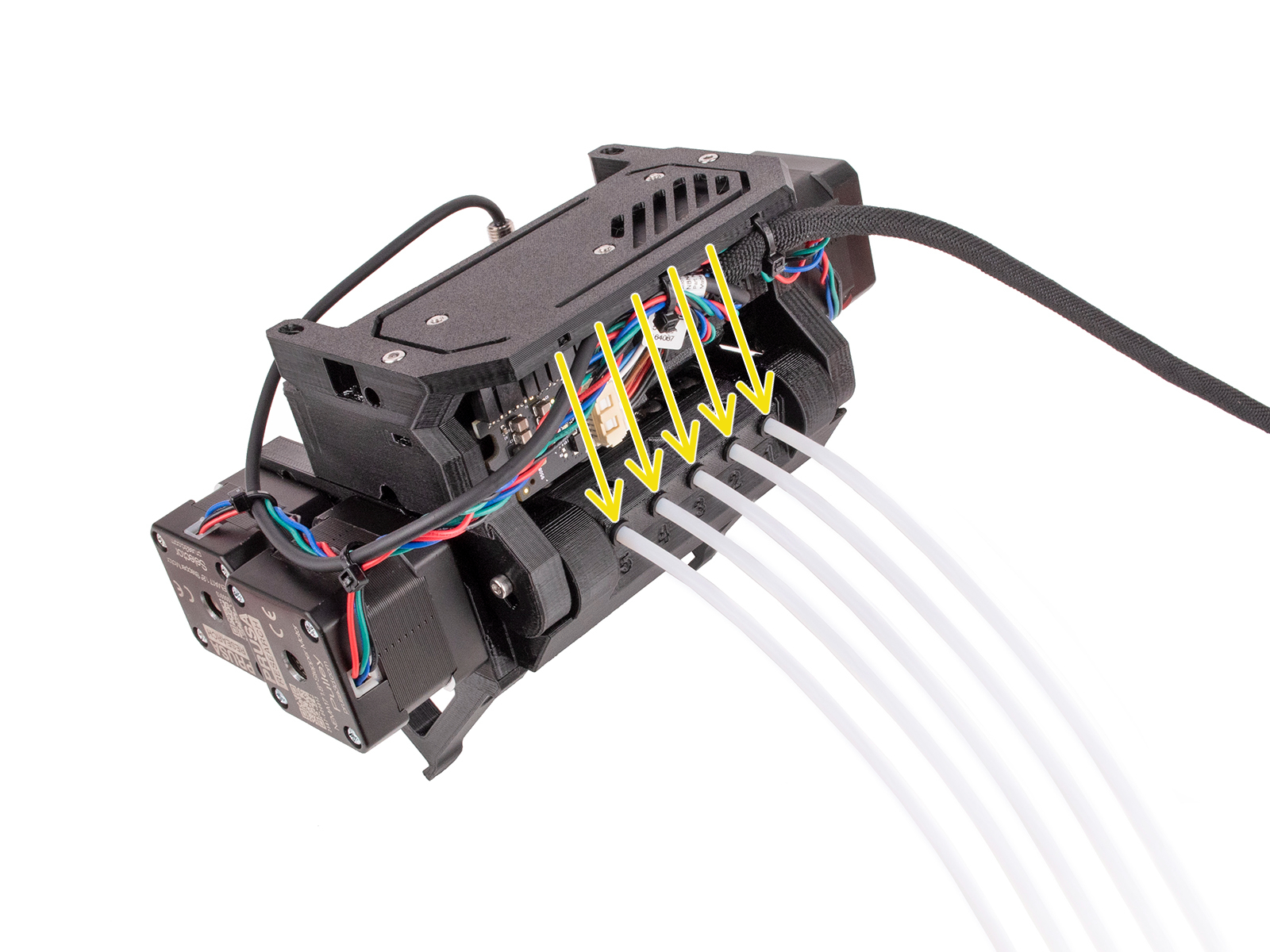
Dopo che il filamento è stato afferrato dalla puleggia dentata, questo viene spinto in uno dei cinque tubi in PTFE da 19 mm (0,75 pollici). Questi tubi hanno un'estremità smussata che offre un po' di spazio maggiore per il filamento non caricato, dato che la punta potrebbe essere leggermente più spessa del resto del filamento. Pertanto, l'estremità smussata deve essere rivolta verso l'esterno, lontano dalle pulegge.
Lama del Selettore
Assicurati che la piccola lama che dovrebbe tagliare i filamenti sia fissata in posizione con una vite M3x10 e che la lama sia ben posizionata.
Impostazioni Slicer
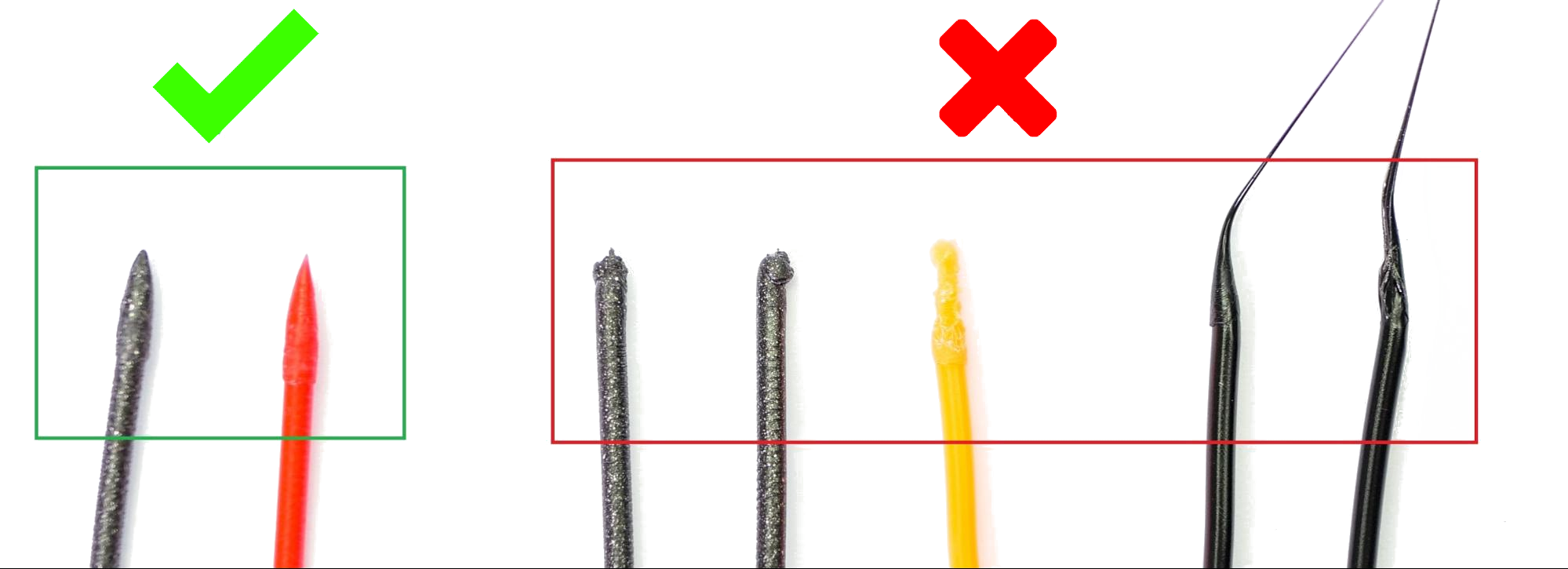
La forma della punta del filamento è molto importante per una stampa MMU3 corretta. La punta deve essere appuntita ma senza grumi o residui. Il diametro della punta può essere leggermente più grande del resto del filamento, ma non di molto.
Prima di tutto, prova a regolare la temperatura dell'hotend (aumentandola o diminuendola con incrementi di 2°C), il che risolverà il problema nella maggior parte dei casi. Puoi farlo durante la stampa nel menu Regola o durante lo slicing del modello.
Se il problema persiste, torna su PrusaSlicer e aumenta il numero di movimenti di raffreddamento di 2 o 3 da Impostazioni filamento -> Avanzate -> Numero di movimenti di raffreddamento). Inoltre, puoi provare ad aumentare la velocità di scaricamento con incrementi di 10 mm/s da Impostazioni filamento -> Avanzate -> Velocità di scaricamento.
Stampe di prova
Se sei sicuro di aver evitato tutti i potenziali problemi di cui sopra, prova a stampare uno dei modelli di prova MMU3.