Original Prusa SL1 i SL1S SPEED są kompatybilne z coraz większą liczbą profili żywic w PrusaSlicer. Są one przetestowane i zweryfikowane przez Prusa Research. Drukarki są jednak otwarte na żywice innych producentów. Materiał musi być kompatybilny z technologią MSLA o długości światła UV 405 nm. Aby osiągnąć najlepsze rezultaty. Każda kompatybilna żywica musi zostać przetestowana pod względem dokładnego czasu utwardzania.
Z tego powodu SL1 i SL1S są wyposażone w funkcję kalibracji żywicy. Pomaga ona w ocenie właściwości żywicy przez wydrukowanie zestawu modeli, przy czym każdy z nich będzie drukowany z użyciem innego czasu naświetlania. W tym artykule poznasz całą procedurę i sposób wyboru najlepszego modelu i czasu naświetlania.
Na procedurę składają się:
- Przygotowanie drukarki.
- Pobranie modeli kalibracyjnych.
- Wydrukowanie modeli kalibracyjnych.
- Ocena wydrukowanych modeli kalibracyjnych.
- Stworzenie profilu (zestawu ustawień) w PrusaSlicer.

Potrzebujemy:
- W pełni działającej i skalibrowanej drukarki SL1 lub SL1S SPEED.
- Najnowszej wersji firmware: Przejdź do System -> Firmware -> i wybierz Sprawdź aktualizacje. Możesz również pobrać plik z firmware z naszej strony i wgrać przez pamięć USB. Szczegóły w tym artykule: Aktualizacja firmware (SL1/SL1S).
Proces kalibracji
- Z ekranu głównego wejdź w Ustawienia--> Wsparcie i wybierz Pobierz modele przykładowe.
- Pozwól SL1/SL1S pobrać i rozpakować pliki z modelami przykładowymi. Może to zająć kilka minut w zależności od prędkości łącza.

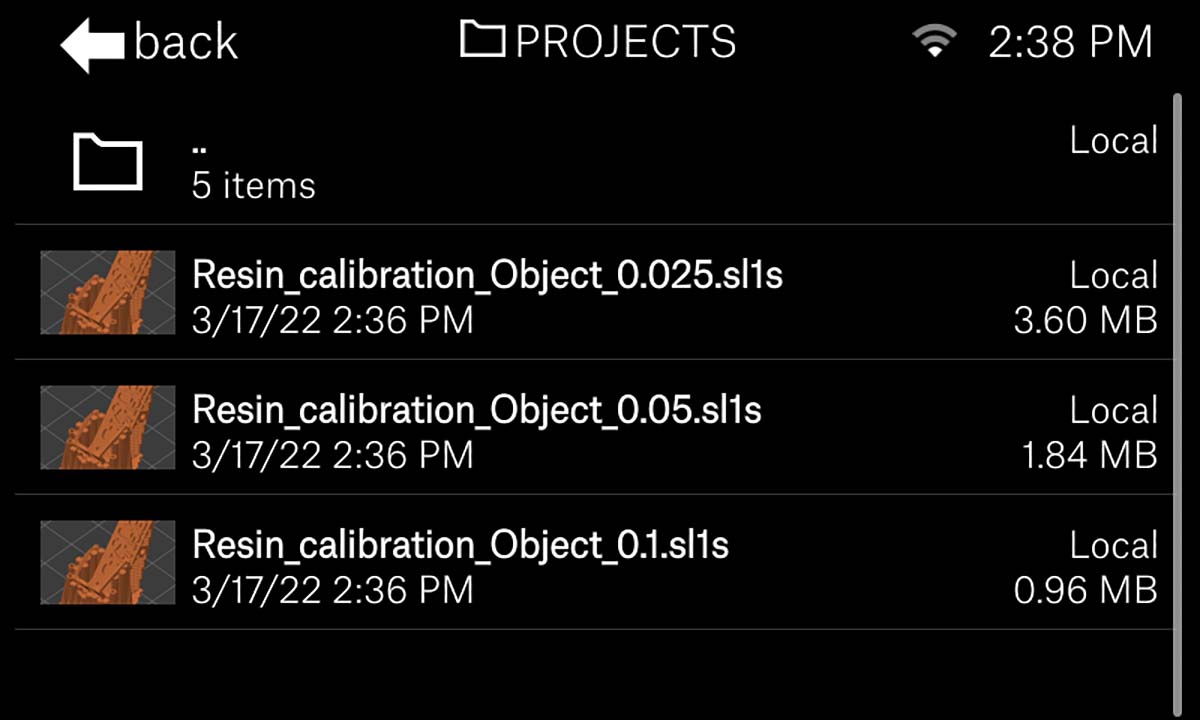
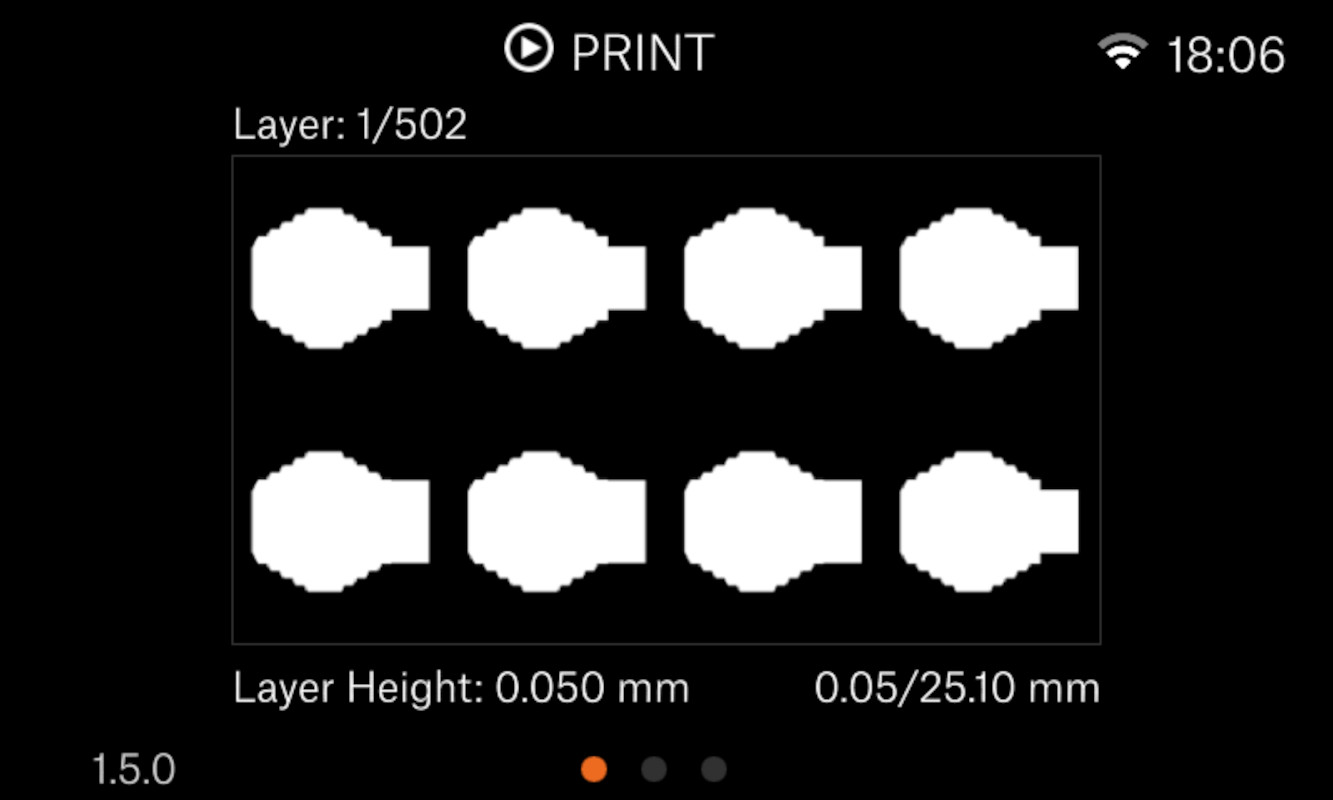
- Wróć do ekranu głównego i wybierz Druk -> Lokalnie -> Modele przykładowe -> Wydruki kalibracyjne. Znajdziesz tu listę plików kalibracyjnych dla różnych wysokości warstw [0,1 mm - 0,05 mm - 0,035 mm - 0,025 mm]. Wybierz wysokość warstwy, którą chcesz skalibrować. Jeśli nie masz pewności, zalecamy 0,05 mm.
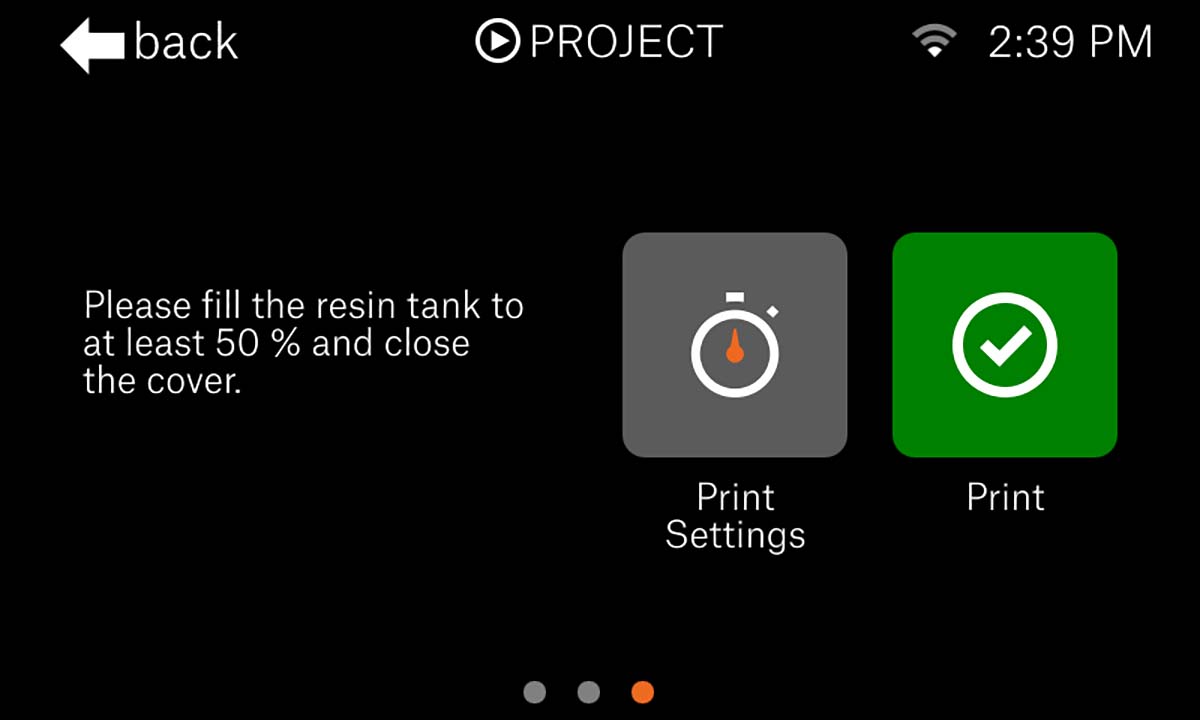
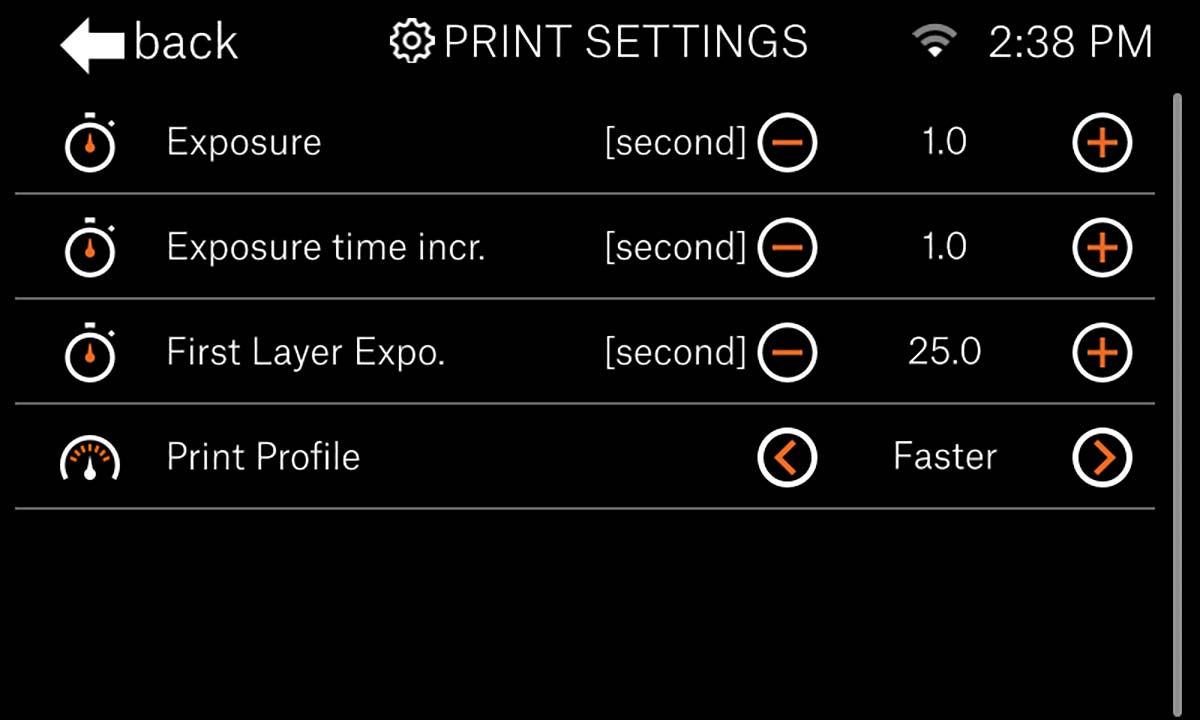
- Po przesunięciu ekranu w prawo pojawi się wybór opcji - Ustawienia druku oraz Druk. Jeśli naciśniesz Ustawienia druku, to pojawią się 4 opcje: Naświetlanie [s], Przyrost czasu naświetl. [s]. i Naświetlanie 1. warstwy [s]. Dzięki niej możesz ustawić wartości przyrostu czasu naświetlania podczas drukowania kolejnych modeli. Dodatkowo możesz również zmienić profil prędkości dla wydruku (Szybszy/Wolniejszy/Wysoka lepkość).
 |  |
Dla niektórych rzadziej używanych żywic lub rodzajów/marek, których nie znasz, dobrym pomysłem jest przyjrzenie się czasom naświetlania od szerokiej gamy, do wąskiej. Niektóre przemysłowe żywice mogą wymagać bardzo długiego czasu naświetlania (ok. 10 s w SL1S lub 30 s w SL1). Dobrą praktyką jest przyrost co 1 s w SL1S SPEED lub 3 s w SL1, aby pokryć jak najszerszy zakres czasów naświetlania. Oceniając który wydruk testowy wygląda najlepiej, możesz określić węższy zakres naświetlania, aby dokładniej skalibrować żywicę.
Aby rozpocząć kalibrację z szacunkową długością naświetlania, zalecamy zapoznanie się danymi deklarowanymi przez producenta dla podobnych drukarek. Weź pod uwagę, że SL1 to RGB MSLA, a SL1S SPEED to Mono MSLA. Jeśli nie masz takich danych, możesz zawęzić zakres czasów naświetlania.
- Na czwartej warstwie wydruku pojawi się napis mówiący o czasie naświetlania warstwy dla łatwiejszej identyfikacji ustawień.
- Po zakończeniu umyj i utwardź wydruk jak zwykle i przyjrzyj się mu dokładnie. Sprawdź, czy nie ma:
-
-
- brakujących elementów
- deformacji
- dziur
- złączonych elementów
- innych błędów
-
- Poniższa ilustracja może posłużyć za przykład. Zauważ, że ramka okularów i "szkła" są niekompletne lub w ogóle ich nie ma przy naświetlaniu pomiędzy 6 a 9 sekund. Pierwszymi użytecznymi ustawieniami są 10 i 11 sekund.
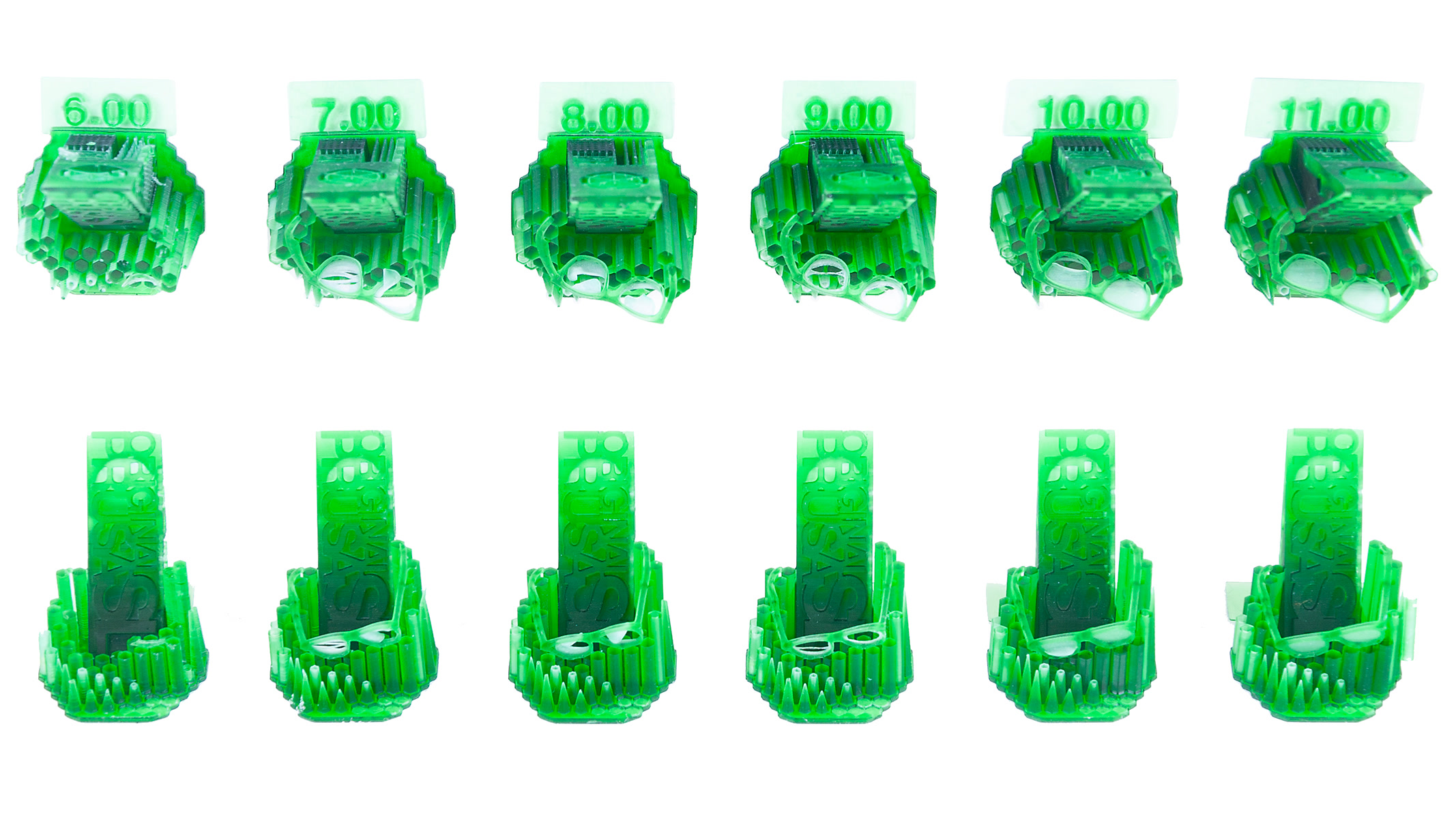
 Przykład formowania kształtów można znaleźć przyglądając się okularom drukowanego modelu - "szkła" nie zostaną w ogóle wydrukowane, jeśli naświetlanie będzie ustawione zbyt nisko.
Przykład formowania kształtów można znaleźć przyglądając się okularom drukowanego modelu - "szkła" nie zostaną w ogóle wydrukowane, jeśli naświetlanie będzie ustawione zbyt nisko.Możesz również użyć podglądu modelu 3D na Printables.com (dawniej PrusaPrinters.org) lub pobrać go na komputer, aby dokładnie go obejrzeć. Zobaczysz na nim wszystkie drobne detale, które powinny zostać wydrukowane. Nie wszystkie żywice jednak oddają szczegóły tak samo. Brak detali to nie zawsze znak zbyt krótkiego naświetlania.
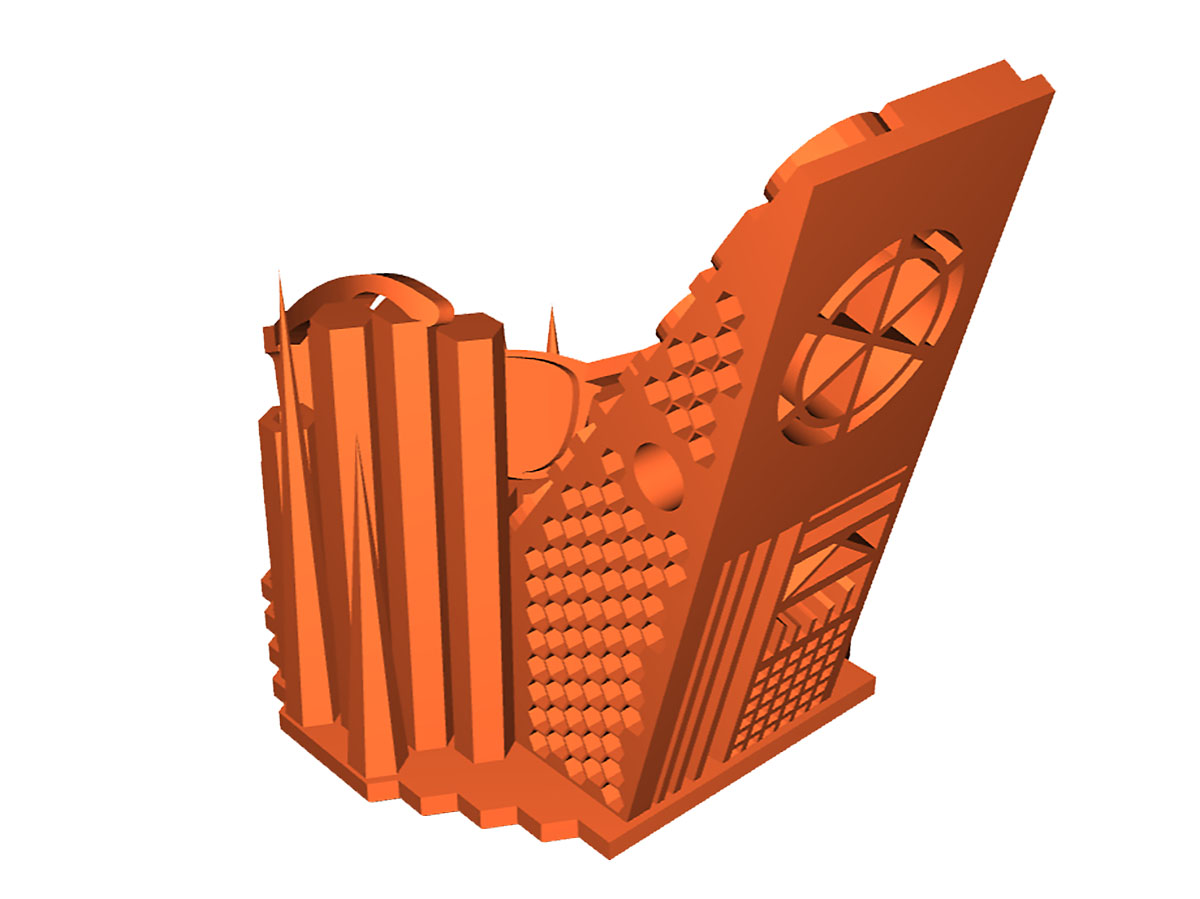 Podgląd 3D modelu kalibracyjnego na Printables.com
Podgląd 3D modelu kalibracyjnego na Printables.com
Tworzenie profilu w PrusaSlicer
Udało Ci się znaleźć najlepszy czas naświetlania dla swojej żywicy? Świetnie! Możesz ustawiać czas naświetlania z menu drukarki przed każdym wydrukiem lub stworzyć własny profil materiałowy:
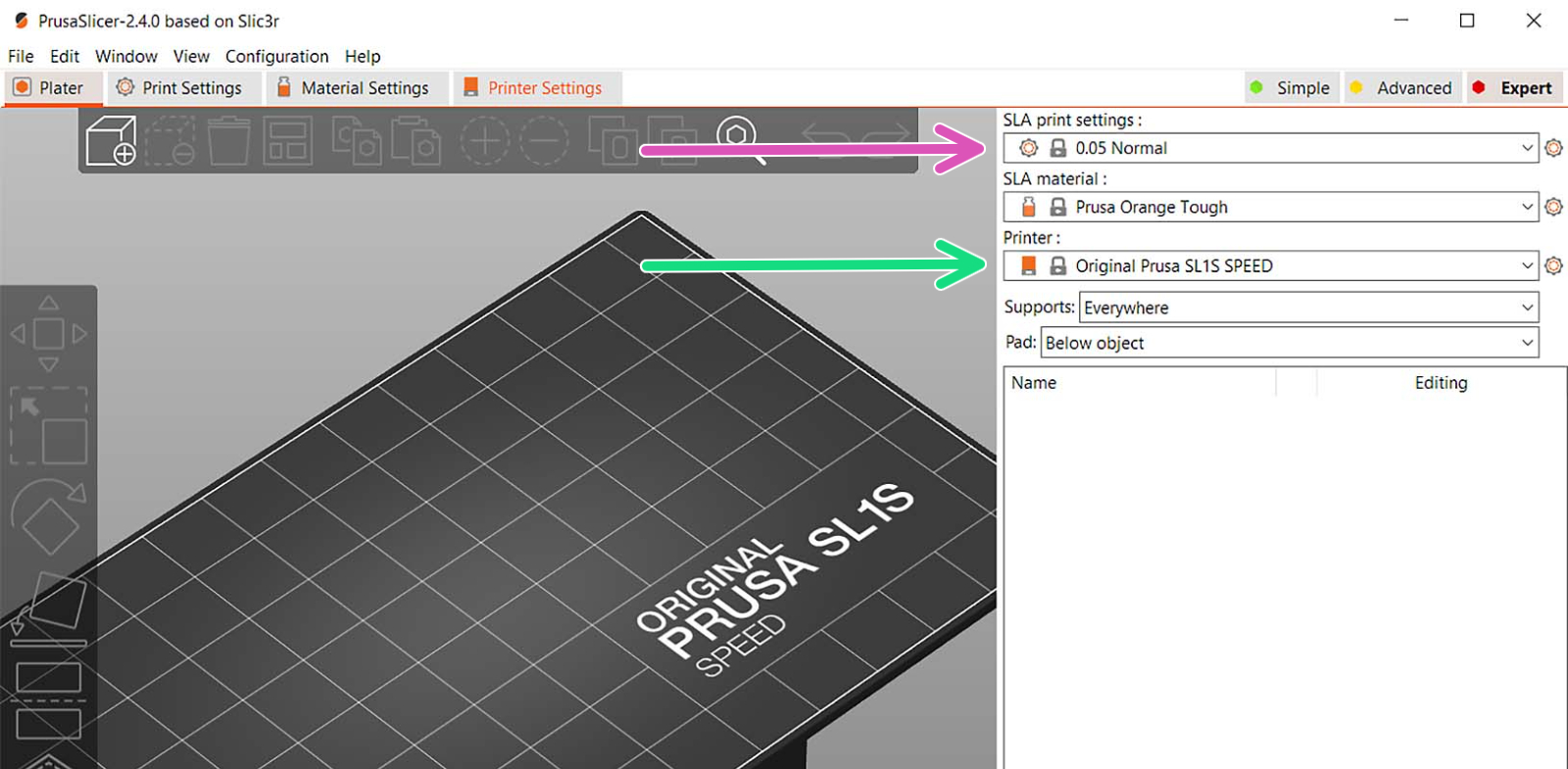
- Otwórz PrusaSlicer i z listy drukarek wybierz (zielona strzałka) Original Prusa SL1/SL1S SPEED, w zależności od posiadanego modelu.
- W ustawieniach SLA (purpurowa strzałka) wybierz wysokość warstwy, przy której chcesz skalibrować żywicę. Spowoduje to wczytanie wszystkich dostępnych żywic.
- Następnie przejdź do zakładki "Ustawienia materiału".
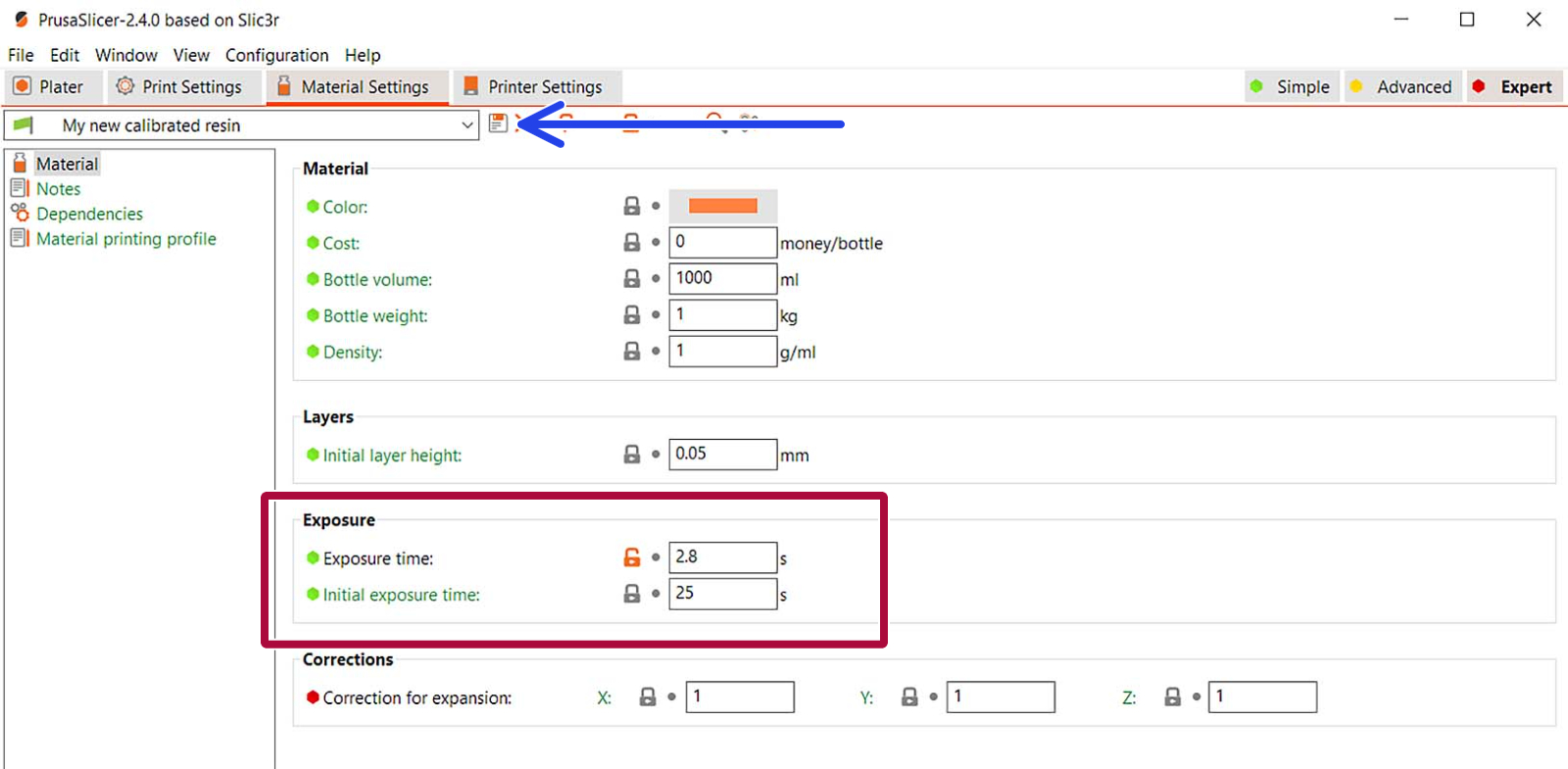
- Wybierz z listy dowolną żywicę, którą będziesz kalibrować (posłuży za bazę dla Twojego nowego profilu) i kliknij na ikonkę "Zapisz" (💾) obok nazwy (niebieska strzałka).
- Pojawi się nowe okienko, w którym wpisz nazwę dla swojej żywicy (np. "Moja żywica - po kalibracji"), po czym wciśnij "OK".
- W nowym profilu żywicy zmień ustawienia "Początkowy czas naświetlania" oraz "Czas naświetlania" (czerwony prostokąt), które odpowiadają za długość działania światła UV na każdą z warstw ciętego modelu.
- Wszystko gotowe. Możesz pociąć kolejny model - udanego drukowania!
Film
Poniższy filmik pokazuje procedurę w Original Prusa SL1, ale w SL1S SPEED jest ona prawie taka sama.