Il Moltiplicatore di estrusione permette la messa a punto della portata di estrusione - semplicemente spiegato come quanto filamento esce dall'ugello. In altre parola, l'impostazione Moltiplicatore Estrusione in PrusaSlicer e l'impostazione di Flow Rate nel firmware della stampante sono due modi diversi per regolare la stessa cosa, tuttavia, regolare una delle due impostazioni non influenzerà il valore dell'altra.
Questa procedura non è necessaria con una nuova stampante proveniente dalla fabbrica, ma si utilizza piuttosto per applicazioni e filamenti specifici. Il valore ideale è diverso per ogni tipo di materiale e per ogni colore. Può anche differire da bobina a bobina. Tenerlo a mente se si cambia spesso tipo e marca di filamento o se si utilizzano marche economiche senza nome.
Come individuare un problema
Questa calibrazione viene utilizzata per risolvere due problemi comuni:
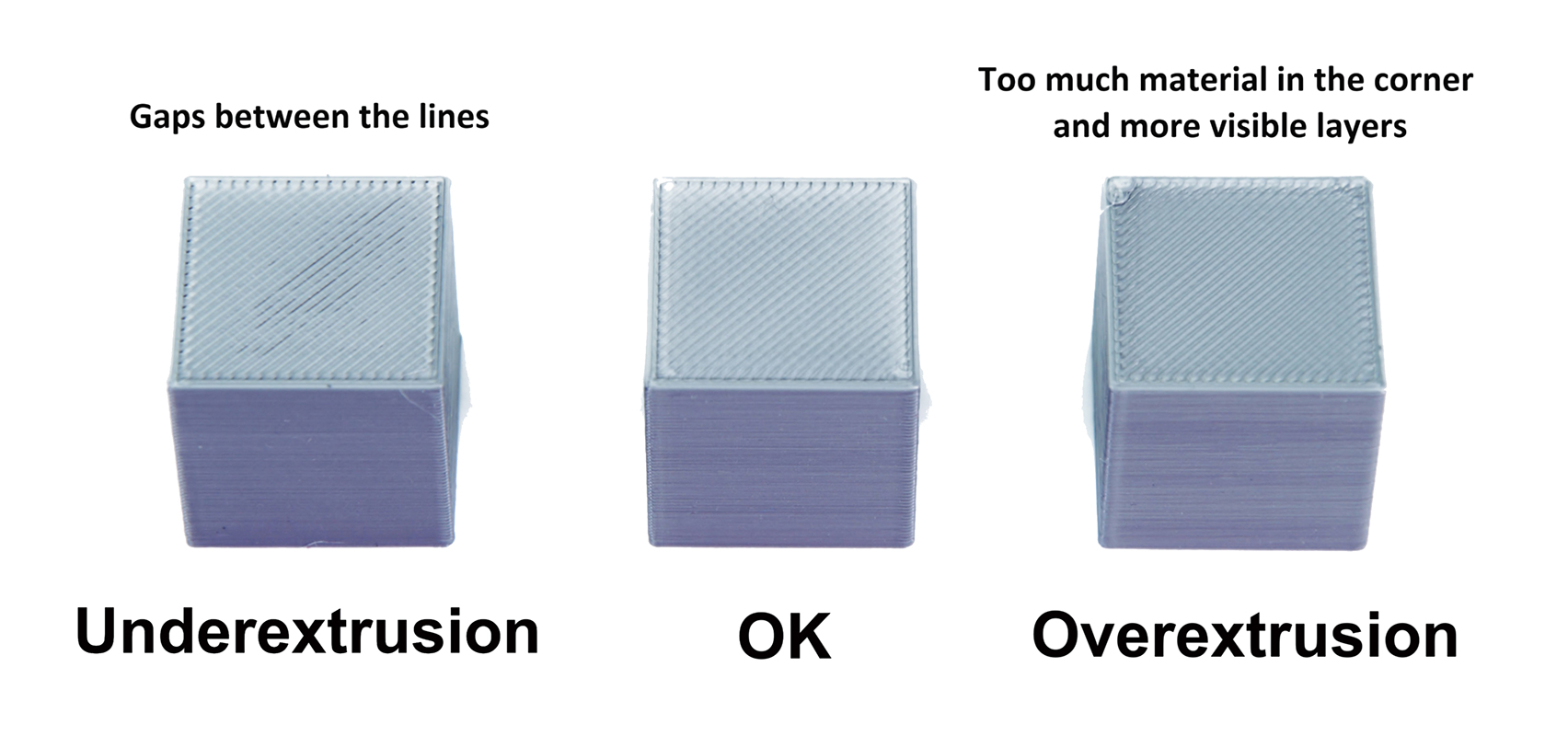
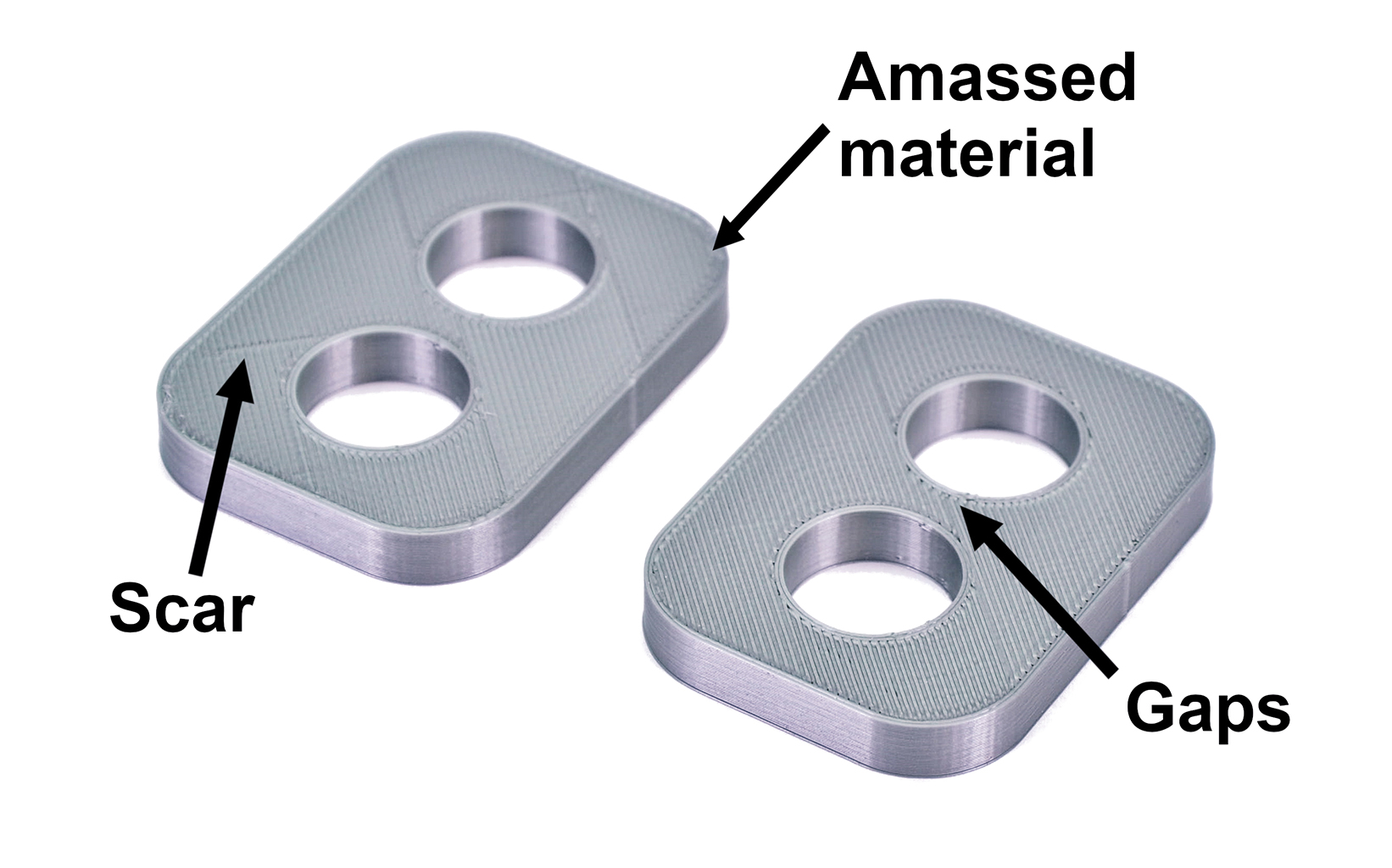
- Sovraestrusione - Viene estruso troppo materiale (il flusso è troppo elevato). Questo causa la comparsa di cicatrici sugli strati inferiori e l'accumulo di materiale non necessario sugli strati superiori.
- Sottoestrusione - Non viene estruso abbastanza materiale (il flusso è troppo basso). Ciò causa piccoli spazi vuoti che si creano tra le linee di strato o i perimetri.
La Sovraestrusione è un problema comune a molte marche di filamenti. È particolarmente problematico quando si cerca di incollare due parti del modello. Se lo strato superiore è troppo estruso, si finisce con una superficie irregolare che impedisce una connessione senza soluzione di continuità tra i due pezzi.
Come fare la calibrazione
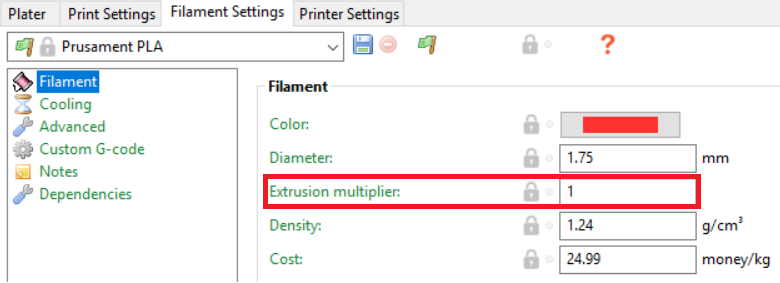
In PrusaSlicer, andare su Impostazioni filamento e cercare Moltiplicatore Estrusione. Il valore predefinito (per PLA) è 1, questo valore rappresenta una percentuale, 1 = 100%, 0.95 = 95% ecc. Di solito i valori impostati possono essere compresi fra 0,9 e 1,1. Per regolarli è sufficiente riscrivere il valore.
Nel menu della stampante, durante una stampa, andare nel menu Regola e poi scegliere Flusso. Anche in questo caso, i valori abituali possono variare tra 90 e 110, anche se ciò non significa che non si possa andare al di sopra o al di sotto di tale soglia.
Quale metodo dovrei utilizzare?
Ci sono due metodi per calibrare il moltiplicatore di estrusione, e li tratteremo entrambi in questo articolo:
- Metodo preciso - utilizzando strumenti di precisione come un calibro o un micrometro.
- Metodo visivo - un metodo semplice basato sull'osservazione delle proprietà visive dei vostri modelli.
La scelta del metodo dipende interamente dalle proprie preferenze; alla fine, entrambi danno risultati simili. Anche il metodo visivo consente di avere parti perfettamente adattate, con strati superiori lisci e piatti.
Metodo Preciso
- Dimensione ugello = 0.4
- Larghezza estrusione = 0.45
- Materiali di base (PLA, ABS, PETG) Moltiplicatore estrusione = 1
Se si desidera calibrare la stampante con un ugello più grande/più piccolo o con altezze dello strato superiori a 0,2, allora è necessario regolare anche questi valori.
- Scaricare il file STL Precision Method Cube.
- Fare lo slice utilizzando la modalità Vaso a spirale con l'altezza layer più utilizzata di frequente, quindi stamparlo. È possibile trovare la modalità Vaso a spirale nelle Impostazioni di stampa → Layer e perimetri → Vaso a spirale.
- Effettuare tre o più misurazioni al centro di ogni parete e calcolare lo spessore medio complessivo.
- Calcolare il moltiplicatore di estrusione utilizzando la seguente formula: Moltiplicatore di estrusione = (Larghezza di estrusione (0,45) / Spessore medio della parete misurato).
- Regolare il Moltiplicatore Estrusione in Impostazioni Filamento → Filamento
- Ri-stampare il cubo con le nuove impostazioni e se necessario tornare al passo 3.

Metodo visivo
Questo metodo non richiede alcuno strumento, solo la vista. Il punto è di assicurarsi che gli strati superiori siano lisci, luminosi, e senza cicatrici o accumuli di filamenti vicino ai perimetri.
- Scaricare il file Visual Method Cube.stl
- Effettuare lo slice usando il profilo predefinito Prusa PLA con altezza layer 0.20mm e quindi stamparlo.
- Controllare visivamente e con la punta del dito lo strato superiore del cubo.
- Se la parte superiore è sottoestrusa o non è liscia, regolare nuovamente il moltiplicatore di estrusione di conseguenza dell'1-2%.
- Ripetere i passi sopra descritti finché è necessario.
Se è presente troppo materiale vicino ai perimetri, diminuire il valore di Moltiplicatore Estrusione.

Se sono presenti spazi visibili tra le linee dei layer, aumentare il valore di Moltiplicatore Estrusione. (Gli spazi vuoti microscopici vicino ai perimetri sono OK.)
