3DBenchy to model 3D zaprojektowany przez CreativeTools specjalnie do testowania i porównywania drukarek 3D. I każdy chce wiedzieć, jak wydrukować idealnego Benchy. Od czasu premiery, jeden konkretny problem wydaje się być obecny, w różnym stopniu nasilenia, we wszystkich wydrukach - niesławna linia kadłuba Benchy.

Jest ona uwydatniona na wydrukach ze wszystkich dostępnych na rynku drukarek FFF, tanich i drogich. Jest widoczna bez względu na oprogramowanie do cięcia. Jest widoczna podczas drukowania z dowolnego materiału. Widać ją nawet w wideo z premiery Benchy z 2015. Ponownie, w różnym stopniu nasilenia - w niektórych kombinacjach drukarki, slicera i materiału może być prawie niewidoczna. W innych przypadkach jest ona wyraźnie zdefiniowana, pozostawiając użytkownika rozczarowanego i zakłopotanego. Ale gdy już się ją zobaczy, można ją znaleźć na prawie wszystkich wydrukach.
Dobra wiadomość jest taka, że w większości przypadków udało nam się wyeliminować linię kadłuba Benchy w naszych przykładowych kodach G (ale nie w 100% przypadków, więcej na ten temat później). Możesz pobrać G-code tutaj.
Zła wiadomość jest taka, że poprawka nie jest uniwersalna. Nie jesteśmy nawet pewni, czy taka uniwersalna poprawka jest fizycznie możliwa.

Nowy przykładowy G-code z Benchy wydrukowany na MK3S
Problem sprzętowy?
Podczas wyszukiwania problemu w Internecie często można spotkać się z (błędną) sugestią, że może to być problem ze sprzętem. Dla przykładu, oto niektóre z sugestii, które znaleźliśmy w sieci:
- luźne paski
- wygięte pręty liniowe osi Z
- nieregularność śruby osi z na tej wysokości
Winowajca
Uważamy, że głównym winowajcą jest nagłe przejście z rzadkiego wypełnienia do pełnych warstw górnych około wysokości 8 mm (może się to nieco różnić w zależności od wysokości warstwy i liczby warstw górnych).
W tym momencie widać wyraźną różnicę w czasie drukowania warstwy.
A kilka warstw później następuje kolejna nagła zmiana. Po zakończeniu budowy pokładu nie jest on już prawie jednolitą warstwą, ale znowu tylko kilkoma obrysami.
Oto czynniki, które wpływają na nasilenie widoczności linii kadłuba Benchy
- Współczynnik rozszerzalności cieplnej filamentu
- Chłodzenie wydruku
- Środowisko drukowania
- Inne właściwości filamentu - wilgotność, skład
Pozornie podobny, ale częściowo odmienny problem występuje podczas drukowania pudełek. One również mają tendencję do występowania linii na wysokości, gdzie dolne warstwy zwarte przechodzą w ściany. Ma to więcej wspólnego z cienkimi ściankami, szerokością ekstruzji i tym, że materiał nie ma gdzie "uciekać", tylko na zewnątrz. Nasz zespół zajmujący się slicerami wie o tym problemie i prawdopodobnie w przyszłości zostanie on poprawiony.
Dlaczego slicer nie może tego automatycznie wykryć i skorygować?
To fizyka. Tworzywa sztuczne, wytłaczane najpierw z granulek do formy filamentu, a następnie z filamentu w bardzo cienką wytłoczkę o prostokątnym przekroju, nie będą zachowywać się ani jak ciecz, ani jak ciało stałe. Rozciąganie tworzywa spowoduje ułożenie długich łańcuchów molekularnych polimeru, wprowadzając do materiału wytłaczanego naprężenia wewnętrzne. Te naprężenia wewnętrzne spowodują skurcz materiału, jeśli nie zostanie on wystarczająco szybko schłodzony. Na przykład w modelu MK2, linia 3D Benchy jest wyraźniejsza po stronie od wentylatora chłodzenia wydruku.
Zależy to także od środowiska. Rzeczywiście, jak wielu się przekonało, w chłodnej piwnicy efekty są bardziej widoczne. Ten sam G-code wydrukowany na tej samej drukarce przy użyciu tego samego filamentu może mieć linię kadłuba Benchy w jednym pomieszczeniu, a w drugim nie. Bardzo trudno jest to automatycznie skompensować.
Ma to na celu kompensację naprężeń wewnętrznych i efektów chłodzenia filamentu. Jednym z powodów jest zachowanie lepkosprężyste stopionych tworzyw sztucznych oraz zależność zachowania tworzywa od jego składu, temperatury, hydrolizy łańcuchów molekularnych polimeru. Jeśli filament nie jest w 100% suchy (poliestry - PLA i PET są wrażliwe na hydrolizę, zhydrolizowany filament zawiera krótsze łańcuchy polimerowe, przez co jest mniej lepki), skuteczność chłodzenia, odbicia powietrza chłodzącego od już wydrukowanych obiektów itp.
W jaki sposób zmodyfikowaliśmy G-code, aby wyeliminować problem?
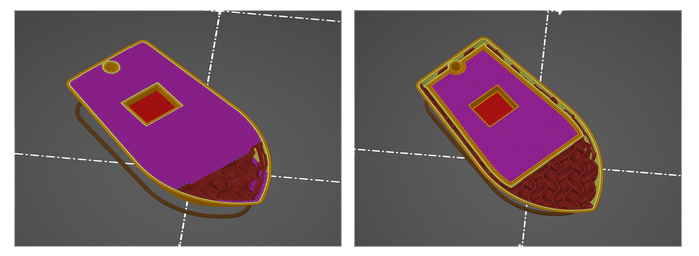
Pomocne jest utworzenie modyfikatora w kształcie pokładu. Po wyrównaniu w problematycznym miejscu można go użyć do rozdzielenia kadłuba i pokładu. Są one wtedy drukowane osobno, a wypełnienie nie obejmuje całego obszaru aż do obwodu kadłuba.
Kolejna sprawa to kolejność elementów wewnątrz warstwy. Z jakiegoś powodu lepsze wyniki uzyskiwaliśmy, drukując najpierw obrysy pokładu, potem wypełnienie pokładu, a następnie resztę warstwy. Kolejność tę zmieniliśmy ręcznie za pomocą edytora tekstu.
Nie jesteśmy pewni, czy to pomogło, ale ręcznie zmieniliśmy także G-code, aby nieco obniżyć przepływ zwartego wypełnienia, z wyjątkiem ostatniej górnej warstwy (pokładu).
Kolejną rzeczą jest drukowanie obrysów w sposób jak najbardziej ciągły. Zamiast drukować obrysy, potem wypełnienie, a następnie przechodzić do następnej warstwy, lepiej jest wydrukować dwie (lub więcej) warstwy obrysów jedna po drugiej. Następnie drukarka może powrócić i wydrukować wypełnienie, ponownie po dwie warstwy naraz.
Prawdopodobnie nie poznaliśmy jeszcze wszystkich czynników i nie wiemy, w jakim dokładnie stosunku wpływają one na widoczność linii kadłuba Benchy. Chcieliśmy jednak podzielić się naszymi spostrzeżeniami. Jeśli przeprowadzisz własne badania i testy, daj nam znać o swoich wynikach.