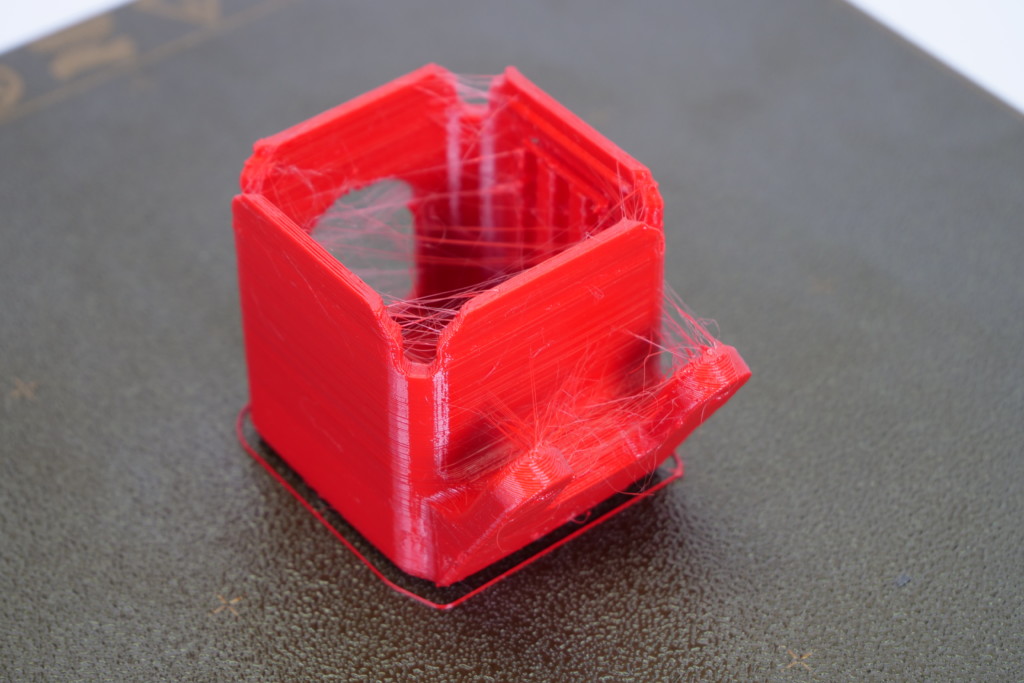
Nitkowanie i wyciekanie filamentu, powodujące "owłosione wydruki" lub "pajęczyny", to cienkie nitki materiału pozostawiane na drukowanym modelu. Dzieje się to zazwyczaj, gdy filament wycieka z dyszy podczas ruchu jałowego ekstrudera (czyli przechodzenia do kolejnego punktu bez drukowania).
Powodem może być zbyt wysoka temperatura druku i/lub niewłaściwe ustawienia retrakcji. Może to być poprawione kilkoma ustawieniami w PrusaSlicer i przejrzeniem sprzętu.
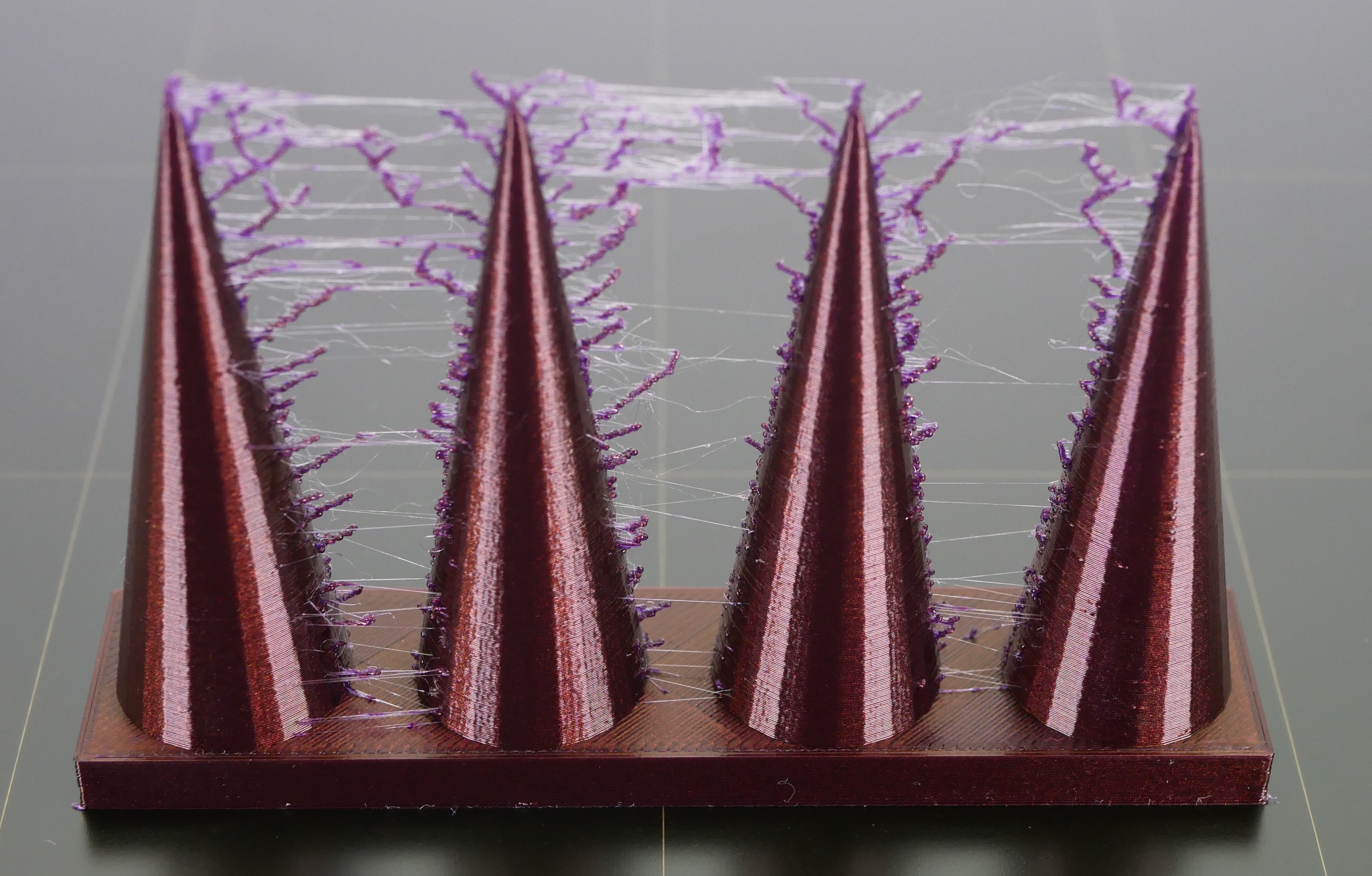 |  |
Nitkowanie powodowane materiałem skumulowanym na dyszy
Jeśli przez dłuższy czas drukujesz przy użyciu filamentu takiego, jak np. PETG, to jego nadmiar może tworzyć cienką warstwę na zewnętrznej powierzchni dyszy. Może to powodować nitkowanie na wydruku przez przywieranie tych pozostałości do jego powierzchni. Dlatego dokładnie wyczyść dyszę przed każdym wydrukiem z wszelkich pozostałości poprzednio używanych filamentów.
Ustawienia w PrusaSlicerze
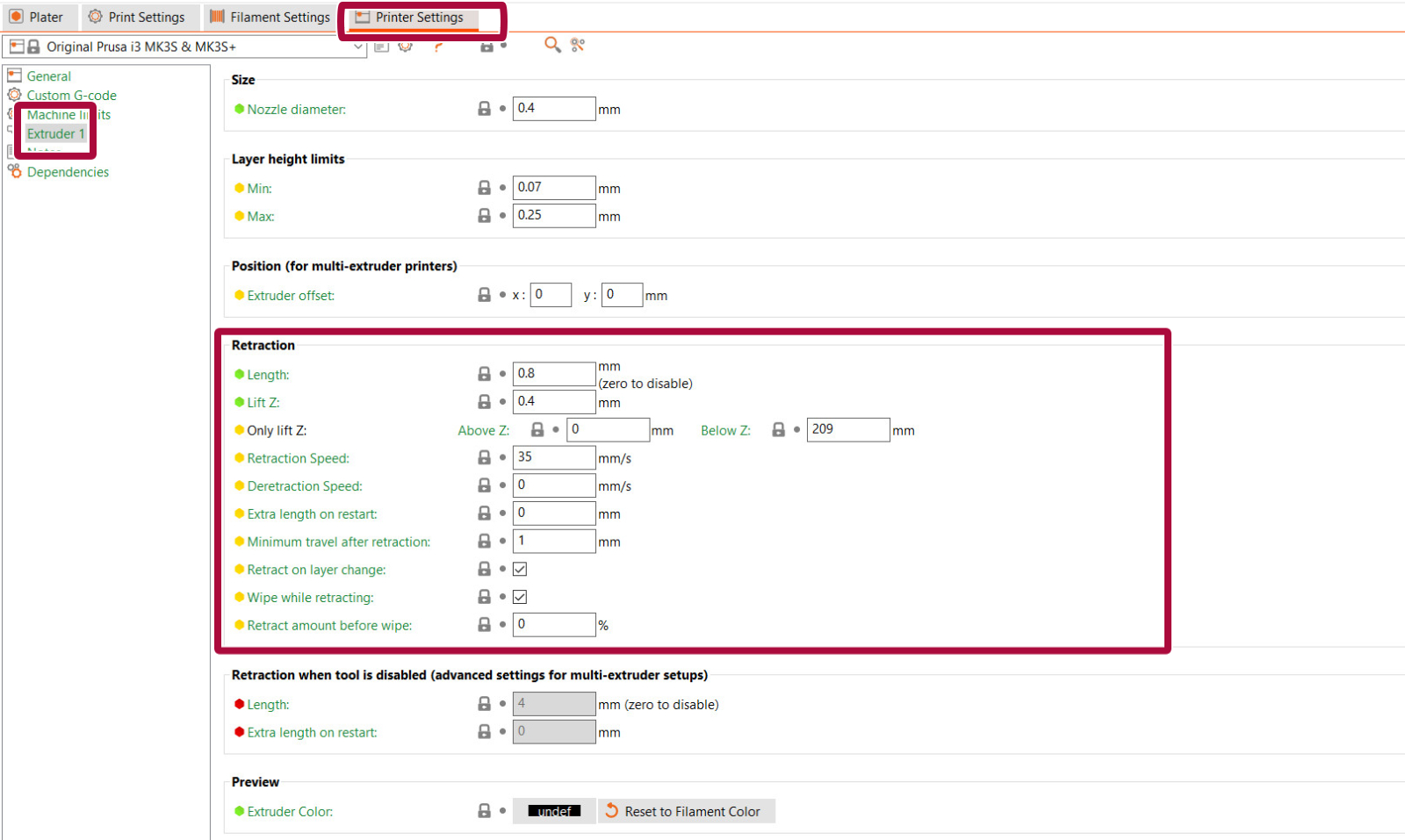
Zacznijmy od sprawdzenia parametru znanego jako "retrakcja". Za co odpowiada? Gdy ekstruder kończy drukowanie jednej sekcji pliku G-code, to filament jest wycofywany z dyszy, a po przejściu ekstrudera do następnego miejsca proces drukowania jest kontynuowany - filament jest wypychany z powrotem i ponownie wytłaczany z dyszy. Ustawienia retrakcji możesz znaleźć w PrusaSlicerze w sekcji Ustawienia drukarki → Ekstruder 1.
Filamenty elastyczne zazwyczaj wymagają dłuższej retrakcji, ponieważ materiał jest rozciągany przy wyciąganiu z dyszy. Materiały elastyczne są specjalnymi przypadkami i wymagają wielu prób i zmian ustawień.
Ustawienia retrakcji to:
- Długość retrakcji: Długość, na jaką filament jest wciągany po wywołaniu retrakcji. W MK2.5/S i MK3/S/+ długość retrakcji powinna wynosić maksymalnie 2 mm.
- Z-hop: podnosi głowicę podczas ruchu jałowego. Niższe ustawienie tego parametru niweluje nitkowanie. Należy pamiętać, że wyłączenie tej funkcji może spowodować, że dysza będzie uderzać w drukowaną część.
- Prędkość retrakcji: Prędkość silnika ekstrudera przy retrakcji. Większa wartość poprawia nitkowanie, ale jeśli jest zbyt duża, może powodować gubienie kroków silnika.
- Minimalny ruch jałowy po retrakcji: Wartość ruchu, która spowoduje retrakcję (mm). Wstępne ustawienie w PrusaSlicerze to 1 mm, co jest niską wartością. Zwiększenie tej liczby spowoduje skrócenie czasu drukowania, ale zwiększy wyciekanie filamentu i nitkowanie.
- Retrakcja przy zmianie warstwy: Aktywuje retrakcję podczas zmiany warstwy na następną. Zalecamy pozostawienie tej opcji włączonej.
- Czyszczenie przy retrakcji: Przesuwa dyszę (wycierając ja) podczas retrakcji. Zalecamy pozostawienie tej opcji włączonej.
- Długość retrakcji przed ruchem czyszczącym: Ta opcja powoduje szybką retrakcję przed wykonaniem ruchu czyszczącego. Bardziej odpowiednia dla Original Prusa MINI/MINI+..
Inne ustawienia mające wpływ na retrakcję:
- Retrakcja tylko przy przechodzeniu nad obrysami: (Ustawienia druku → Wypełnienie → Zaawansowane): Wyłącza retrakcję, jeśli ścieżka ruchu jałowego nie przekracza obrysu górnej warstwy. Ewentualne wyciekanie filamentu z dyszy będzie odbywać się w obrębie ścian i powinno być niewidoczne.
- Unikaj ruchów nad obrysami: (Ustawienia druku → Warstwy i obrysy → Jakość): Optymalizacja ruchów jałowych w celu zminimalizowania przecinania obrysów. Dzięki temu zmniejszy się ilość nitek, zwłaszcza w MINI/MINI+.
- Druk sekwencyjny: (Ustawienia druku → Opcje wyjściowe → Druk sekwencyjny): Drukowanie każdego modelu osobno daje mniejszą szansę na powstawanie nitkowania pomiędzy częściami. Podczas korzystania z tej funkcji PrusaSlicer ostrzega o możliwości kolizji ekstrudera z już wydrukowaną częścią, ale należy uważnie śledzić proces drukowania.
- Temperatura dyszy: (Ustawienia filamentu → Filament → Dysza): Obniżenie temperatury zmniejsza występowanie nitkowania. Spróbuj obniżyć temperaturę dyszy o 5-10°C i sprawdź, czy występuje mniej nitek.
Filament
Spróbuj użyć innej szpuli niż ta, która powoduje nitkowanie. Filament mógł zebrać wilgoć, co powoduje znaczne nitkowanie.
Hotend
Nitkowanie może być spowodowane problemem z rozpraszaniem ciepła w hotendzie. Spróbuj ponownie nałożyć pastę termiczną na gwint pomiędzy barierą cieplną a radiatorem.
Jeśli ostatnio wymieniano jakikolwiek element w hotendzie, możliwe jest również, że niektóre części nie znajdują się na swoim miejscu. Przejrzyj montaż hotendu i upewnij się, że nie ma części, które różnią się od tych podanych w instrukcji.
Dość ustawiania, podaj opalarkę!
Jeśli nie chce Ci się kombinować z ustawieniami, to mamy alternatywne rozwiązanie. Możesz pozbyć się nitek z wydruku przy pomocy opalarki (lub lutownicy gazowej albo nawet zapalniczki - ale zachowaj szczególną ostrożność). Ustaw temperaturę powietrza w opalarce na około 200°C i skieruj na obszar pokryty nitkami na nie więcej niż 1-2 sekundy. Pozwoli to rozpuścić nitki, jednocześnie pozostawiając model bez deformacji.
1 komentarz