Mogłoby się wydawać, że wydruk wykonany ze stopionego plastiku powinien być wodoszczelny, jednak nie zawsze tak jest, a wykonanie modelu ładnego i jednocześnie szczelnego nie zawsze idzie w parze. Porady przedstawione tutaj pomogą Ci tworzyć mocniejsze, bardziej wytrzymałe części, nawet, jeśli nie niekoniecznie będą to pojemniki na płyny.
Geometria
Kształt modelu ma oczywiście znaczenie. Grube, wymagające wypełnienia, ściany są często problemem. Mogą występować przy nich nieregularności i przeciekanie płynu między zewnętrzną a wewnętrzną ściankę, tworząc miejsca rozwoju różnych dziwnych rzeczy.
Ścianka powinna być równa. Elementy takie, jak znaczniki poziomu wody mogą powodować problemy. Na poniższym zdjęciu widzimy wydruk z PLA, który jest wodoszczelny, oprócz małego wypustka, który służy właśnie za taki znacznik.

Obrysy
Więcej! Potrzebujesz co najmniej 3-4 obrysów dla każdej ściany. Pewne kształty będą wymagać 5-6 obrysów, ale rzadko wymagane jest aż tyle.
Temperatura
Więcej! Aby zapewnić lepsze przyleganie warstw do siebie, zalecamy podniesienie temperatury dyszy o 5-10°C względem przygotowanego zestawu ustawień lub użycie najwyższej temperatury zalecanej przez producenta, która znajduje się na pudełku (możesz również podbić ją o kolejne 5°C). Wymaga to odrobiny eksperymentowania.
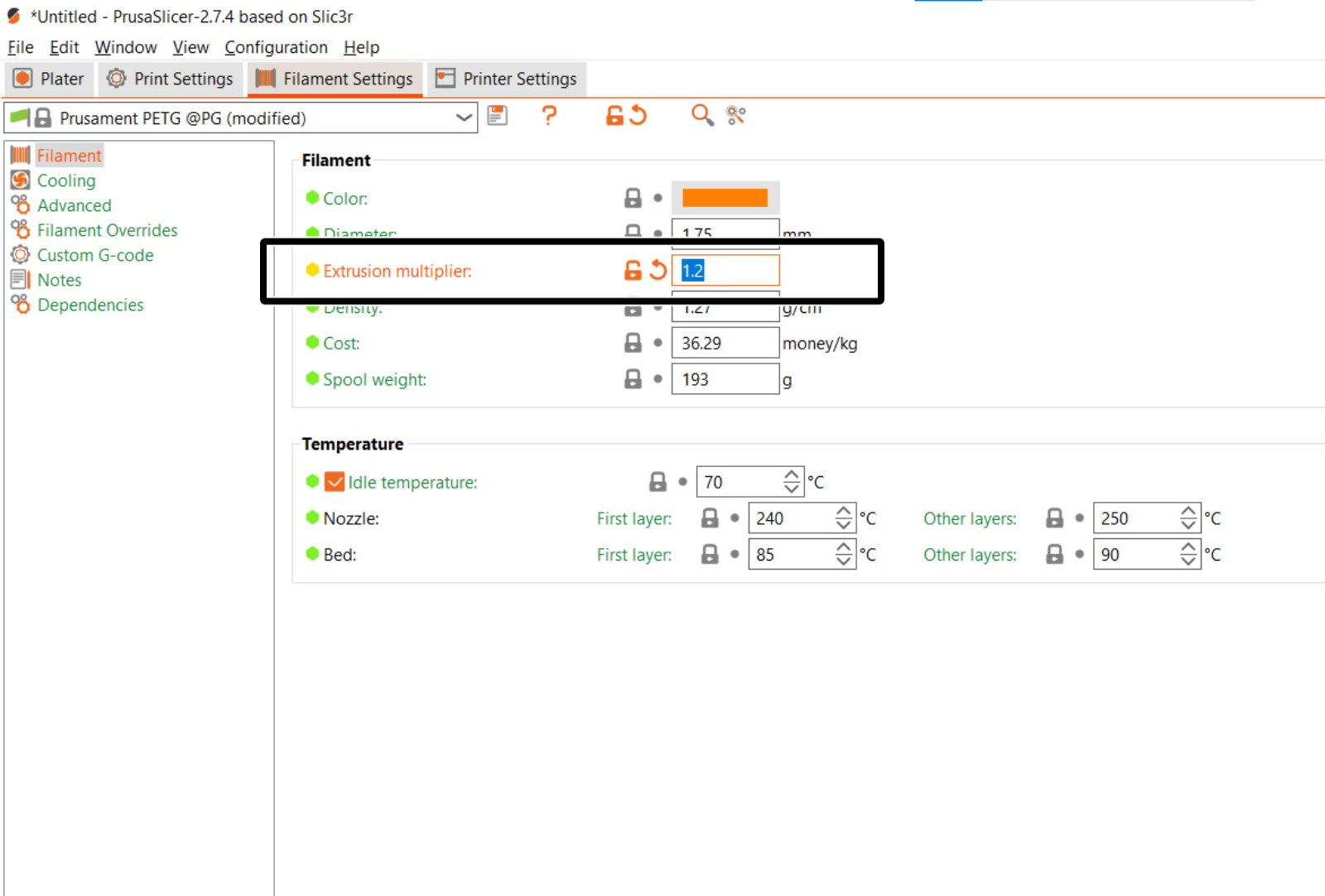
Współczynnik ekstruzji
Współczynnik ekstruzji to tzw. "flow" (przepływ) filamentu i można go ustawić w PrusaSlicer, w zakładce Ustawienia Filamentu. Zwiększ ten parametr o 5-10% względem domyślnej wartości. Innym sposobem jest przestawienie szerokości linii o 5-10% (np. z 0,40 mm na 0,44 mm), ale może to wpłynąć również na inne elementy wydruku. Jeśli masz wątpliwości to poeksperymentuj lub wybierz łatwiejszą opcję.
Wysokość warstwy
Bardzo wysokie warstwy nie zdadzą egzaminu, ale bardzo niskie z kolei zwiększają liczbę miejsc narażonych na przeciekanie.Wg Stefana z CNC-kitchen, najlepsza wysokość warstwy to 0,15 mm, ale 0,20 mm również dobrze się sprawdza. Jeśli chcesz drukować szybko na bardzo wysokich warstwach (0,40 mm i wyższych), to załóż dyszę o większej średnicy. Ogólnie rzecz biorąc, najlepsze rezultaty osiągniesz nie przekraczając 60-65% średnicy dyszy.
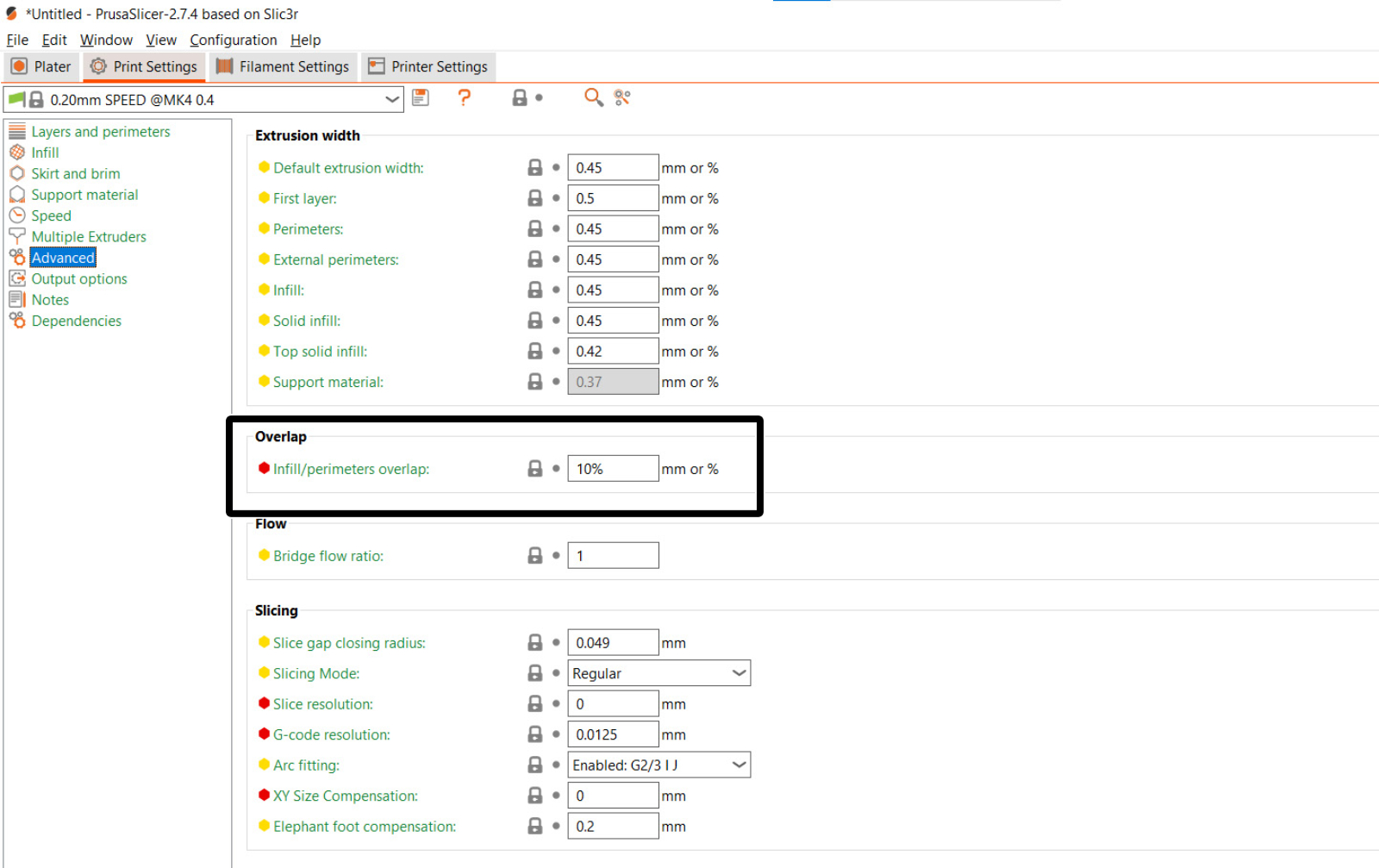
Nakładanie wypełnienia na obrysy i inne ustawienia
Dotyczy to głównie sytuacji, w których Twój wydruk cieknie od spodu, a poprzednio wspomniane ustawienia zostały już zastosowane. Nakładanie obrysów jest zmienną w PrusaSlicer, która odpowiada za ilość materiału wypełnienia, który będzie nachodzić na obrys. Domyślnie jest ustawione na 10% (średnicy dyszy, czyli 0,04 mm). Zwiększenie temperatury dyszy i współczynnika ekstruzji będzie mieć na to wpływ, więc jeśli wciąż coś przecieka, to spróbuj zwiększyć nakładanie do 25-35%.
Materiały
Powyższe porady powinny działać dla większości materiałów. Przy ASA i ABS mogą okazać się jednak niepotrzebne, jeśli wygładzisz wydruki acetonem.