Głównym zadaniem wypełnienia jest podparcie górnych warstw, które w innym przypadku musiałyby być mostami drukowanymi nad pustą przestrzenią. Ma ono wpływ na czas drukowania, wytrzymałość strukturalną, zużycie filamentu, a nawet wygląd wynikowego modelu.
Gęstość wypełnienia
Większość modeli można wydrukować z wypełnieniem 10-15%. Jeśli szczyt modelu zamyka się stopniowo, pod kątem, to możesz wydrukować go bez wypełnienia, jednak generalnie tego nie zalecamy. Jeśli potrzebujesz, aby model był cięższy, sztywniejszy lub miał większą wytrzymałość na ściskanie, możesz zwiększyć gęstość wypełnienia. Rzadko wymagane jest jednak więcej niż 30%. Możesz oczywiście ustawić 100% gęstości wypełnienia, co spowoduje ustawienie wzoru linii równoległych. Pamiętaj, że 100% wypełnienia może mieć negatywny wpływ na wygląd wydruku.
Wytrzymałość modelu jest zależna głównie od obrysów (nie wypełnienia). Jeśli chcesz otrzymać bardziej wytrzymały model, zwiększ ilość obrysów. Wypełnienie ma jednak pewien wpływ na wytrzymałość na ściskanie.
Wzór wypełnienia
PrusaSlicer oferuje wiele wzorów wypełnienia do wyboru- sprawdź stronę z dokumentacją wzorów wypełnienia.
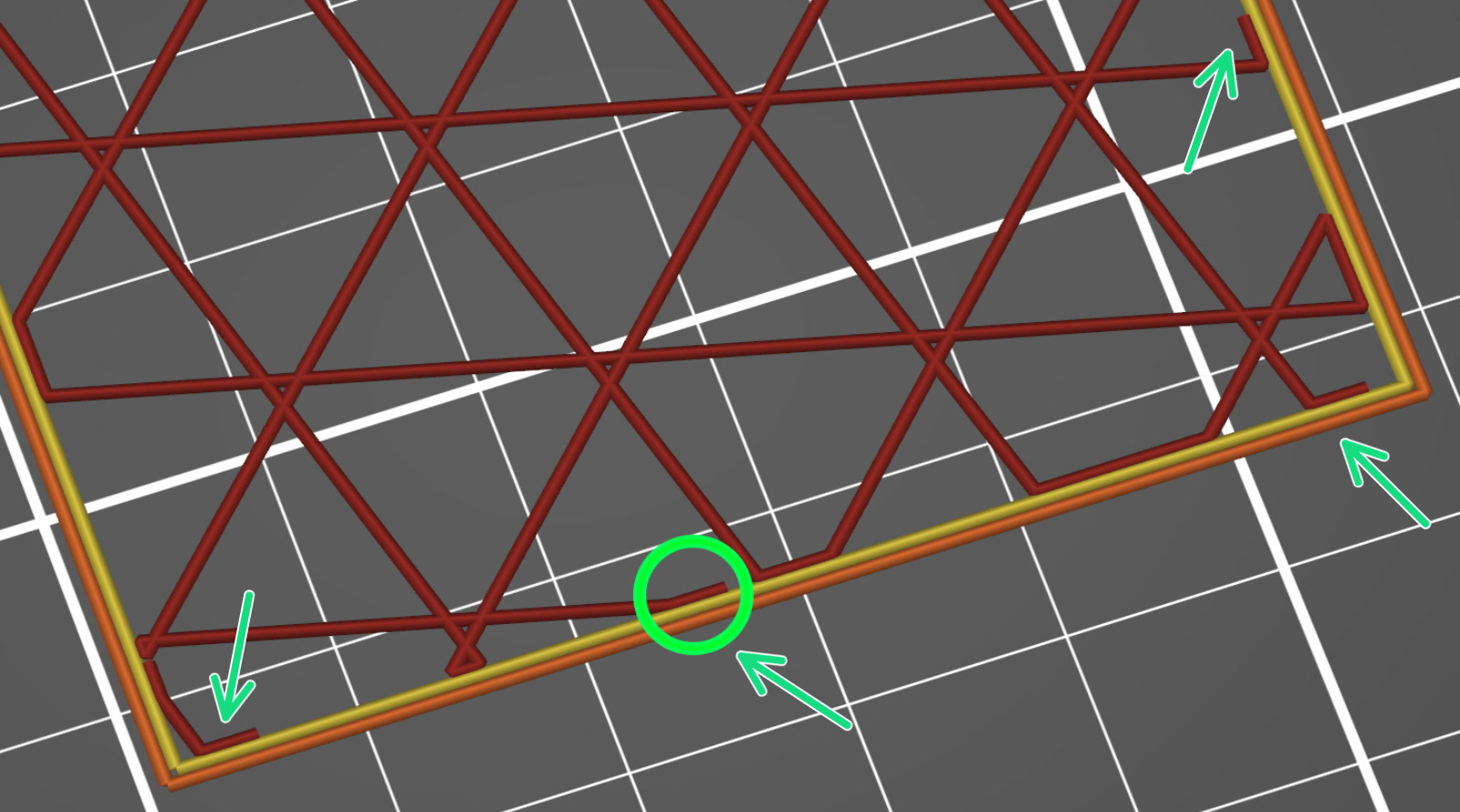
Długość kotwiczenia wypełnienia
Wypełnienie jest zazwyczaj połączone z obrysami tzw. kotwicą, która jest krótkim odcinkiem innego (wewnętrznego) obrysu, który przechodzi w wypełnienie. Sprawia to, że wypełnienie jest sztywniejsze, ale również wymagane przez niektóre materiały (głównie PETG). aby ustabilizować przepływ filamentu na początku linii wypełnienia.
Długość kotwiczenia wypełnienia to długość linii łączącej obrys z wypełnieniem, wyrażona w milimetrach. Jeśli ustawisz 0, wypełnienie będzie drukowane niezależnie od obrysów. Ustaw wyższą wartość, aby kotwiczenie przechodziło w linię wypełnienia.
Jeśli wartość będzie wyrażona w procentach (15%), zostanie obliczona z szerokości linii wypełnienia.
Maksymalna długość kotwiczenia wypełnienia
Ten parametr odpowiada za maksymalną długość linii łączącej wypełnienie z obrysami.
Ustaw 0, aby całkowicie wyłączyć kotwiczenie.
Wzór wypełnienia górnej warstwy
Możesz wybrać niestandardowy wzór wypełnienia, który będzie dotyczył tylko górnej warstwy, ale nie poprzedzających ją zwartych warstw.
Wzór wypełnienia dolnej warstwy
Możesz wybrać niestandardowy wzór wypełnienia, który będzie dotyczył tylko dolnej warstwy, ale nie kolejnych zwartych warstw.
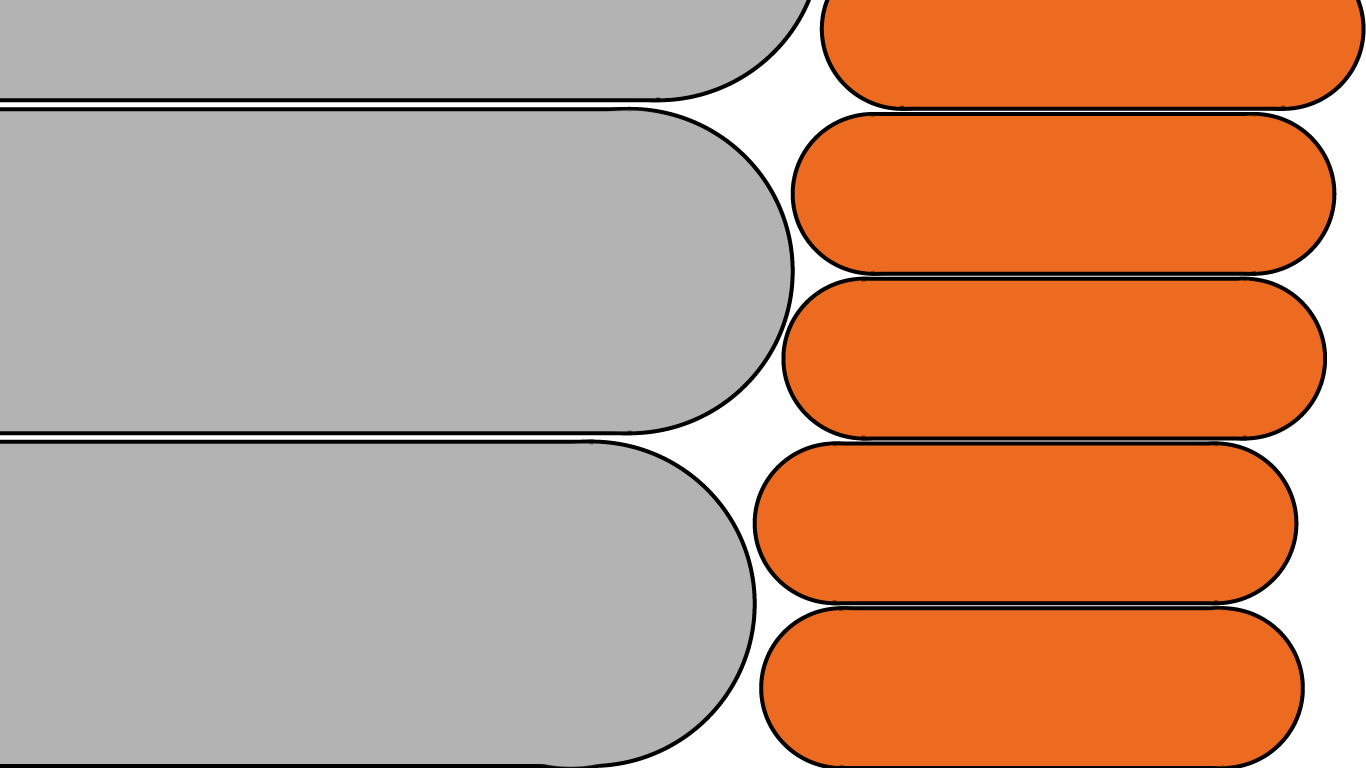
Automatyczne scalanie wypełnienia
Funkcja ta automatycznie łączy wypełnienie kilku warstw i przyspiesza drukowanie poprzez wytłaczanie grubszych warstw wypełnienia przy jednoczesnym zachowaniu niskich obrysów, zachowując w ten sposób dokładność powierzchni.
Automatyczne scalanie wypełnienia - max. wysokość warstwy
Maksymalna wysokość warstwy scalającej wypełnienie, gdy włączone jest automatyczne scalanie wypełnienia. Maksymalna wysokość warstwy może być określona jako wartość bezwzględna w milimetrach lub jako procent średnicy dyszy. W przypadku drukowania z dyszami o średnicach, które nie mają standardowych ustawień PrusaSlicera, zaleca się użycie wartości procentowej zamiast bezwzględnej.
Scalaj wypełnienie co X warstw
Różne wysokości warstw zostaną użyte do drukowania wypełnienia i obrysów, co pozwoli skrócić czas drukowania bez obniżania jakości.
Przykład: scalaj wypełnienie co 3 przy wysokości warstwy 0,1 mm da wysokość warstwy wypełnienia równą 0,3 mm.
Zwarte wypełnienie co X warstw
Funkcja ta pozwala Ci wymusić wydrukowanie zwartej warstwy po określonej ilości warstw. Może się to przydać do zwiększenia wytrzymałości drukowanego elementu, jednak preferowane jest zwiększenie ilości obrysów lub ew. gęstości wypełnienia. Innym zastosowaniem byłoby oddzielenie wewnętrznych komór dla zwiększenia izolacji cieplnej.
Ustaw 0, aby wyłączyć.
Kąt wypełnienia
Domyślny kąt linii wypełnienia. Krzyżowanie linii zostanie zastosowane przy niektórych wzorach.
Minimalna powierzchnia zwartego wypełnienia
Wymusza drukowanie zwartego wypełnienia dla obszarów mających powierzchnię mniejszą niż określony próg.
Ustaw 0, aby wyłączyć.
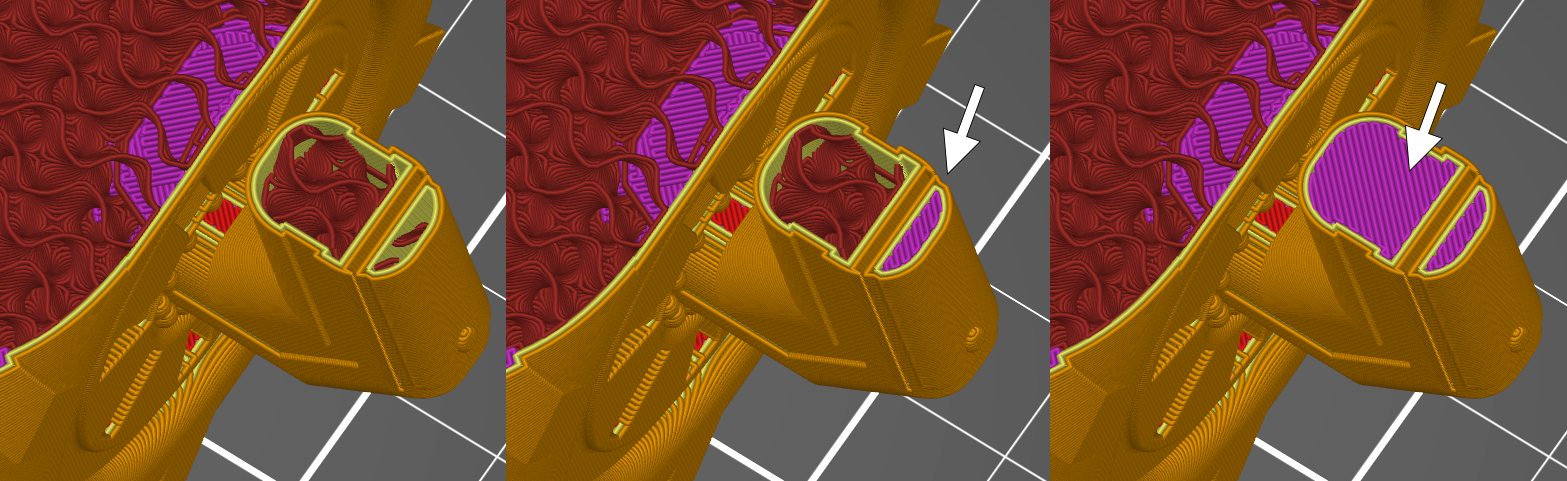 Minimalna powierzchnia zwartego wypełnienia 0 (z lewej), 15 (z prawej), 100 (z lewej)
Minimalna powierzchnia zwartego wypełnienia 0 (z lewej), 15 (z prawej), 100 (z lewej)